一种多工位自动旋铆设备的制作方法
1.本实用新型属于旋铆机技术领域,具体涉及的是一种实现多工位工作,提升装配效率的多工位自动旋铆设备。
背景技术:
2.旋铆设备是依据冷辗原理制作而成的一种使用铆钉将物品铆接起来的机械设备。该设备主要靠旋转与压力完成装配,广泛应用于各类需要铆钉铆合的场合。
3.因现有的旋铆设备大多为手动单点旋铆机,手动单点旋铆机无法实现多点旋铆,并且在更换旋铆产品时旋铆机需要停止铆接动作,因此无法连续铆接生产,生产效率低下的困扰。
技术实现要素:
4.本实用新型的目的是针对现有技术的不足,提供一种设计合理,结构紧凑的多工位自动旋铆设备。
5.本实用新型是通过以下技术方案实现的:一种多工位自动旋铆设备,包括机架、固定在机架上的自动旋铆机构、plc电控制箱和产品操作平台,其特征在于,还包括有固定安装在机架上的自动回转机构,该自动回转机构带动其上设置的旋铆工位作前后或左右方向的位移工作。
6.所述的自动回转机构包括旋铆工位、旋铆工位左右移动机构、旋铆工位前后移动机构;旋铆工位固定在旋铆工位前后移动机构上,旋铆工位前后移动机构带动旋铆工位作前后位移动作;而旋铆工位前后移动机构是安装在旋铆工位左右移动机构上,因此旋铆工位左右移动机构带动旋铆工位和旋铆工位前后移动机构一起共同作左右位移动作。
7.所述的产品操作平台包括有并列设置而成的一组以上的产品回转托盘、托盘左移横推机构及托盘前移机构;产品回转托盘分别与托盘左移横推机构和托盘前移机构相连接安装;托盘左移横推机构带动产品回转托盘作左移横推工作,托盘前移机构带动产品回转托盘作前向位移工作。
8.所述的自动旋铆机构包括有固定在机架上的固定架、旋铆电机、旋铆下压机构及旋铆头;旋铆下压机构安装在固定架上,旋铆下压机构的上端连接旋铆电机,下端连接旋铆头。
9.本实用新型的有益效果体现在于:与现有技术相比,本实用新型通过将旋铆工位设置在旋铆工位左右移动机构和旋铆工位前后移动机构上,旋铆工位可以完成前后和左右方向的任意位移动作,因此可以对放置在数个产品回转托盘上的多件旋铆半成品连续铆接,不需停止设备时更换产品,使得铆接工作更加连续,大大提高了生产效率。
附图说明
10.下面结合附图对本实用新型进行详细的说明。
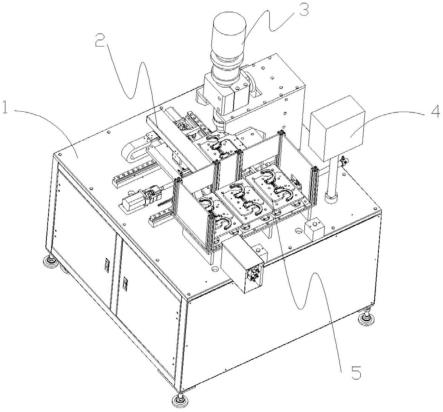
11.图1为本实用新型示意图。
12.图2为本实用新型中的产品操作平台示意图。
13.图3为本实用新型中的自动回转机构示意图。
14.图4为本实用新型中的自动旋铆机构示意图。
15.下列是图中各标识的具体名称:1、机架;2、自动回转机构;3、自动旋铆机构;4、plc电控制箱;5、产品操作平台。
16.201、旋铆工位左右移动机构;202、旋铆工位前后移动机构;203、旋铆工位。
17.301、旋铆电机;302、旋铆下压机构;303、固定架;304、旋铆头。
18.501、产品回转托盘;502、托盘前移机构;503、托盘左移横推机构。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.实施例一,请参阅图1至图4,一种多工位自动旋铆设备,包括机架1、固定在机架1上的自动旋铆机构3、plc电控制箱4和产品操作平台5,其中还包括有固定安装在机架1上的自动回转机构2,该自动回转机构2带动其上设置的旋铆工位203作前后或左右方向的位移工作。
21.所述的自动回转机构包括旋铆工位203、旋铆工位左右移动机构201、旋铆工位前后移动机构202;旋铆工位203固定在旋铆工位前后移动机构202上;所述的左右移动机构及前后移动机构依靠步进电机与丝杆的共同驱动。旋铆工位前后移动机构202带动旋铆工位203作前后位移动作;而旋铆工位前后移动机构202是安装在旋铆工位左右移动机构201上,因此旋铆工位左右移动机构201带动旋铆工位203和旋铆工位前后移动机构202一起共同作左右位移动作。
22.所述的产品操作平台5包括有并列设置而成的三组产品回转托盘501、托盘左移横推机构503及托盘前移机构502;产品回转托盘501分别与托盘左移横推机构503和托盘前移机构502相连接安装;托盘左移横推机构503和托盘前移机构502的驱动力是依靠气缸推产品回转托盘501。托盘左移横推机构503带动产品回转托盘501作左移横推工作,托盘前移机构502带动产品回转托盘501作前向位移工作。产品操作平台5上还设置有感应器,感应器捕捉到旋铆半成品放入后将其信号传入plc电控制箱4内,电控系统接收到感应信号后,控制产品回转托盘501作前移和旋铆工位203左移对接。
23.所述的自动旋铆机构3包括有固定在机架1上的固定架303、旋铆电机301、旋铆下压机构302及旋铆头304;旋铆下压机构302安装在固定架303上,旋铆下压机构302的上端连接旋铆电机301,下端连接旋铆头304;该旋铆头304作上下位移动作进行铆接工作。
24.本实用新型旋铆设置运行过程如下:
25.首先将多个旋铆半成品依次放入产品回转托盘501内,plc电控制箱4接收到感应信号后,控制托盘前移机构502和旋铆工位左移对接。
26.其次,产品回转托盘501被托盘前移机构502推动到位后,电控系统接收到位信号后,控制旋铆工位左右移动机构201和旋铆工位前后移动机构202移动到旋铆初始位置,然
后配合自动旋铆机构下压进行移动,自动进行旋铆作业。
27.旋铆设备按坐标完成旋铆后,电控系统控制产品操作平台的托盘左横推机构503将平台上的产品回转托盘501推到最左边。
28.最左边的感应器感应到产品回转托盘501后,电控系统控制旋铆工位将完成旋铆的回转托盘推回产品操作平台。
29.此时人员可取出旋铆成品,再放入旋铆半成品,旋铆设备会自动重复之前的生产动作。
30.以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
技术特征:
1.一种多工位自动旋铆设备,包括机架、固定在机架上的自动旋铆机构、plc电控制箱和产品操作平台,其特征在于,还包括有固定安装在机架上的自动回转机构,自动回转机构带动其上设置的旋铆工位作前后或左右方向的位移工作。2.根据权利要求1所述的一种多工位自动旋铆设备,其特征在于,自动回转机构包括旋铆工位、旋铆工位左右移动机构、旋铆工位前后移动机构;旋铆工位固定在旋铆工位前后移动机构上,旋铆工位前后移动机构带动旋铆工位作前后位移动作;而旋铆工位前后移动机构是安装在旋铆工位左右移动机构上,因此旋铆工位左右移动机构带动旋铆工位和旋铆工位前后移动机构一起共同作左右位移动作。3.根据权利要求1所述的一种多工位自动旋铆设备,其特征在于,产品操作平台包括有并列设置而成的一组以上的产品回转托盘、托盘左移横推机构及托盘前移机构;产品回转托盘分别与托盘左移横推机构和托盘前移机构相连接安装;托盘左移横推机构带动产品回转托盘作左移横推工作,托盘前移机构带动产品回转托盘作前向位移工作。4.根据权利要求1所述的一种多工位自动旋铆设备,其特征在于,自动旋铆机构包括有固定在机架上的固定架、旋铆电机、旋铆下压机构及旋铆头;旋铆下压机构安装在固定架上,旋铆下压机构的上端连接旋铆电机,下端连接旋铆头。
技术总结
一种多工位自动旋铆设备,包括机架、固定在机架上的自动旋铆机构、PLC电控制箱和产品操作平台,其中还包括有固定安装在机架上的自动回转机构,自动回转机构带动其上设置的旋铆工位作前后或左右方向的位移工作;本实用新型通过将旋铆工位设置在旋铆工位左右移动机构和旋铆工位前后移动机构上,旋铆工位可以完成前后和左右方向的任意位移动作,因此可以对放置在数个产品回转托盘上的多件旋铆半成品连续铆接,不需停止设备时更换产品,使得铆接工作更加连续,大大提高了生产效率。大大提高了生产效率。大大提高了生产效率。
技术研发人员:陈坤福 安军强 林火炼 周琳
受保护的技术使用者:厦门市尚易科技有限公司
技术研发日:2022.06.23
技术公布日:2022/10/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1