一种用于哑铃生产的装配装置的制作方法
1.本实用新型涉及哑铃组装设备领域,具体是指一种用于哑铃生产的装配装置。
背景技术:
2.目前,对于哑铃来说,一般是在哑铃螺杆的两端分别固定上圆形哑铃片,外侧并使用螺母锁紧,在对其进行组装时,由于圆形哑铃片及螺母大小不一,多由手工完成,其既要投入大量的人力,劳动强度大,又会消耗很长的时间,效率低下,难以实现批量化的组装。
技术实现要素:
3.本实用新型要解决的技术问题是克服上述技术的缺陷,提供一种能够实现自动化上料、组装和下料的用于哑铃生产的装配装置。
4.一种用于哑铃生产的装配装置,包括工作台,所述工作台一侧设有螺杆上料机构和螺母上料机构,另一侧设有装配机械手,所述工作台位于螺杆上料机构的下料端设有螺杆夹持机构,所述螺杆夹持机构的两侧设有螺母紧固机构,所述螺杆夹持机构一侧,且位于螺杆上料机构下方设有成品下料机构,所述螺杆夹持机构从螺杆上料机构上夹持螺杆,带动螺杆上下移动,所述装配机械手夹取哑铃片和螺母装配在螺杆夹持机构夹持的螺杆两端,所述螺母紧固机构对装配在螺杆上螺母进行锁紧,锁紧完成,成品哑铃通过成品下料机构输送出去。
5.进一步地,所述螺杆上料机构包括上料机架和设在上料机架上的螺杆有序来料机构和螺杆间歇来料机构,所述螺杆间歇来料机构位于螺杆夹持机构和螺杆有序来料机构之间;
6.所述螺杆有序来料机构包括设在上料机架顶部的对称设置的两组倾斜导轨;
7.所述螺杆间歇来料机构包括设在上料机架顶部的两根静齿条和设在两根静齿条内侧的两根动齿条,所述动齿条的底部设有顶推气缸,所述顶推气缸伸缩端连接于动齿条,固定端固定于上料机架上,所述静齿条和动齿条齿部均朝上,两根所述动齿条在顶推气缸的作用下同步运动。
8.进一步地,所述螺杆夹持机构包括第一安装座,所述第一安装座靠近螺杆上料机构一侧设有通过螺杆升降机控制升降的托板,所述托板的上方设有与托板匹配的扣板,所述扣板远离螺杆上料机构一端连接有控制扣板与托板开合的第一气缸。
9.进一步地,所述装配机械手的前端设有夹爪。
10.进一步地,所述螺母上料机构包括螺母振动上料盘和螺母分离轨道。
11.进一步地,所述螺母紧固机构包括第二安装座,所述第二安装座固定于工作台,所述第二安装座顶部通过滑轨连接有螺母锁紧机,所述螺母锁紧机与第二安装座之间设有第二气缸,所述第二气缸控制螺母锁紧机的移动。
12.进一步地,所述螺母锁紧机包括安装体,所述安装体通过第二气缸在滑轨上移动,所述安装体内设有可转动的螺母卡块,所述螺母卡块一端设有齿轴,所述齿轴啮合有齿条,
所述齿条与安装体之间设有第三气缸,所述第三气缸控制齿条的移动。
13.进一步地,所述成品下料机构包括倾斜的两根下料导轨,两根所述下料导轨分别设在托板两侧,所述下料导轨靠近托板一端高度远离托板的一端。
14.本实用新型优点:本实用新型提供的哑铃自动装配装置能够自动将哑铃片和螺母自动安装在哑铃螺杆上,并自动对螺母进行锁紧,装配效率高、合格率高、有效降低了装配成本。
附图说明
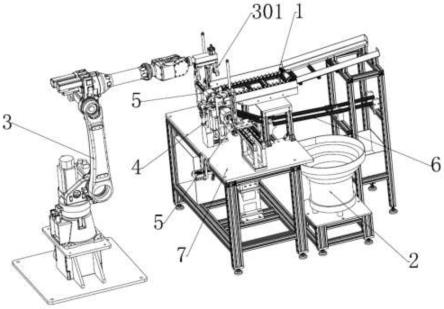
15.图1是本实用新型一种用于哑铃生产的装配装置的第一立体示意图;
16.图2是本实用新型一种用于哑铃生产的装配装置的第二立体示意图;
17.图3是本实用新型一种用于哑铃生产的装配装置的螺杆上料机构和成品下料机构示意图;
18.图4是本实用新型一种用于哑铃生产的装配装置的动、静齿条示意图;
19.图5是本实用新型一种用于哑铃生产的装配装置的螺杆夹持机构第一立体示意图;
20.图6是本实用新型一种用于哑铃生产的装配装置的螺杆夹持机构第二立体示意图;
21.图7是本实用新型一种用于哑铃生产的装配装置的螺母紧固机构立体示意图;
22.图8是本实用新型一种用于哑铃生产的装配装置的螺母锁紧机截面示意图;
23.图9是本实用新型一种用于哑铃生产的装配装置的螺母上料机构示意图。
24.如图所示:1、螺杆上料机构;2、螺母上料机构;3、装配机械手;4、螺杆夹持机构;5、螺母紧固机构;6、成品下料机构;7、工作台;100、上料机架;101、倾斜导轨;102、静齿条;103、动齿条;104、顶推气缸;201、螺母振动上料盘;202、螺母分离轨道;301、夹爪;401、第一安装座;402、螺杆升降机;403、托板;404、扣板;405、第一气缸;501、第二安装座;502、滑轨;503、第二气缸;504、螺母锁紧机;601、下料导轨;5041、安装体;5042、螺母卡块;5043、齿轴;5044、齿条;5045、第三气缸;5046、轴承。
具体实施方式
25.下面结合附图对本实用新型做进一步的详细说明。
26.一种用于哑铃生产的装配装置,包括工作台7,所述工作台7一侧设有螺杆上料机构1和螺母上料机构2,另一侧设有装配机械手3,所述工作台7位于螺杆上料机构1的下料端设有螺杆夹持机构4,所述螺杆夹持机构4的两侧设有螺母紧固机构5,所述螺杆夹持机构4一侧,且位于螺杆上料机构1下方设有成品下料机构6,所述螺杆夹持机构4从螺杆上料机构1上夹持螺杆,带动螺杆上下移动,所述装配机械手 3夹取哑铃片和螺母装配在螺杆夹持机构4夹持的螺杆两端,所述螺母紧固机构5对装配在螺杆上螺母进行锁紧,锁紧完成,成品哑铃通过成品下料机构6输送出去。
27.所述螺杆上料机构1包括上料机架100和设在上料机架100上的螺杆有序来料机构和螺杆间歇来料机构,所述螺杆间歇来料机构位于螺杆夹持机构4和螺杆有序来料机构之间;
28.所述螺杆有序来料机构包括设在上料机架100顶部的对称设置的两组倾斜导轨101;
29.所述螺杆间歇来料机构包括设在上料机架100顶部的两根静齿条102和设在两根静齿条102内侧的两根动齿条103,所述动齿条103的底部设有顶推气缸104,所述顶推气缸104伸缩端连接于动齿条103,固定端固定于上料机架100上,所述静齿条102和动齿条103齿部均朝上,两根所述动齿条103在顶推气缸 104的作用下同步运动;
30.螺杆有序来料机构的倾斜导轨101上有序紧挨着排放若干哑铃螺杆,哑铃螺杆的轴线与倾斜导轨101 方向垂直,倾斜导轨101上的哑铃螺杆可以有序依次的移动到螺杆间歇来料机构上;
31.螺杆有序来料机构中,哑铃螺杆排列放置于锯齿状静齿条102的齿槽中,静齿条102的齿部与动齿条 103的齿部交错设置,如图7所示,数控启动顶推气缸104,动齿条103向上移动,使静齿条102的齿槽中所有的哑铃螺杆的整体水平高度高于静齿条102的齿尖,同时利用重力作用使所有哑铃螺杆在静齿条 102上均向前一个齿的移动,顶升气缸104复位,动齿条103下降,哑铃螺杆滚入静齿条102的齿根部,螺杆有序来料机构的静齿条102靠近螺杆有序来料机构一端缺少一个哑铃螺杆,其缺少可由螺杆有序来料机构上的哑铃螺杆补充。
32.所述螺杆夹持机构4包括第一安装座401,所述第一安装座401靠近螺杆上料机构1一侧设有通过螺杆升降机402控制升降的托板403,所述托板403的上方设有与托板403匹配的扣板404,所述扣板404 远离螺杆上料机构1一端连接有控制扣板404与托板403开合的第一气缸405,螺杆夹持机构4夹持哑铃螺杆前,首先第一气缸405控制扣板打开,螺杆升降机402控制托板403上升,托板403靠近螺杆间歇来料机构的一端在哑铃螺杆的下方,所述托板403的上升,会将螺杆间歇来料机构上最靠近螺杆机持机构4 的哑铃螺杆抬起,脱离静齿条102,滚落到托板403上,然后第一气缸405气动,将扣板404与托板403 扣合,完成哑铃螺杆的夹紧。
33.所述装配机械手3的前端设有夹爪301,装配机械手3可选用六轴机械手,前端安装夹爪301,用于夹持哑铃片装配到螺杆夹持机构4夹持的哑铃螺杆的两端,夹持螺母安装到螺母紧固机构5上。
34.所述螺母上料机构2包括螺母振动上料盘201和螺母分离轨道202,螺母上料机构2用于螺母的上料,方便装配机械手3的夹爪301的抓取螺母。
35.所述螺母紧固机构5包括第二安装座501,所述第二安装座501固定于工作台7,所述第二安装座501 顶部通过滑轨502连接有螺母锁紧机504,所述螺母锁紧机504与第二安装座501之间设有第二气缸503,所述第二气缸503控制螺母锁紧机504的移动,所述螺母锁紧机504包括安装体5041,所述安装体5041 通过第二气缸503在滑轨502上移动,所述安装体5041内设有可转动的螺母卡块5042,螺母卡块5042与安装体5041之间设有轴承5046,所述螺母卡块5042一端设有齿轴5043,所述齿轴5043啮合有齿条5044,所述齿条5044与安装体5041之间设有第三气缸5045,所述第三气缸5045控制齿条5044的移动,装配机械手3夹取的螺母放置在螺母锁紧机504的螺母卡块5042上,第三气缸5045启动,带动齿条5044移动,进而带动螺母卡块5042旋转,同时,第二气缸503工作,带动螺母锁紧机504不断向哑铃螺杆移动,直至完后螺母锁紧。
36.所述成品下料机构6包括倾斜的两根下料导轨601,两根所述下料导轨601分别设在托板403两侧,所述下料导轨601靠近托板403一端高度远离托板403的一端,方便完成哑铃螺杆、哑铃片和哑铃螺母装配后,成品的输送。
37.本实用新型具体使用时,在装配机械手3一侧会设有用于哑铃片的输送台,方便装配机械手3夹取哑铃片,哑铃的整个装配过程具体如下:
38.首先,螺杆夹持机构4的第一气缸405控制扣板404打开,螺杆升降机402控制托板403上升,托板 403靠近螺杆间歇来料机构的一端在哑铃螺杆的下方,所述托板403的上升,会将螺杆间歇来料机构上最靠近螺杆机持机构4的哑铃螺杆抬起,脱离静齿条102,滚落到托板403上,然后第一气缸405气动,将扣板404与托板403扣合,完成哑铃螺杆的夹紧;
39.其次,装配机械手3夹持哑铃片,装配到螺杆夹持机构4夹持的哑铃螺杆的两端,夹持螺母安装到螺母紧固机构5的螺母锁紧机504上;
40.然后,通过第二气缸503控制螺母锁紧机504的位置,螺杆升降机402控制夹持的哑铃螺杆的高度位置,使得夹持的哑铃螺杆的轴线,与螺母锁紧机504上的螺母的轴线,在同一水平直线上,再控制第二气缸503控制第二安装座501带动,第三气缸5045启动,带动齿条5044移动,进而带动螺母卡块5042旋转,同时,第二气缸503工作,带动螺母锁紧机504不断向哑铃螺杆移动,直至完后螺母锁紧,螺母锁紧后,第二气缸503控制螺母锁紧机504远离哑铃螺杆,不影响螺杆升降机402带动哑铃上下移动,第三气缸5045带动齿条5044复位;
41.最后,螺杆夹持机构4的第一气缸405控制扣板404打开,不在对组装好的哑铃的哑铃螺杆进行夹持,螺杆升降机402带动组装完成的哑铃向下移动,下降过程红,哑铃的哑铃螺杆两端会搭在成品下料机构6 的下料导轨601上,组装好的哑铃脱离托板403,从倾斜的下料导轨601上滚落,存放到其他存储设备中即可;
42.其中,螺杆夹持机构4每完成一次对未装配的哑铃螺杆的夹持后,顶推气缸102会控制动齿条103将静齿条102上的哑铃螺杆向前一个齿移动,螺杆有序来料机构上的哑铃螺杆,再将静齿条102上的空位,进行补充。
43.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1