一种用于锥异形管材成型生产的轧辊组的制作方法
本技术属于灯杆型材制造,具体涉及一种用于锥异形管材成型生产的轧辊组。
背景技术:
1、灯杆通常采用成卷的金属卷材,经折弯成型、焊接然后锯断形成不同长度的灯杆。随着社会的发展,灯杆的形状也随之出现了多样性,其中,锥状的灯杆逐渐进入到公众视野中,在生产锥状的灯杆时,需要将原材料板材折弯为锥棱,而现有的灯杆成型设备中的压辊组不能满足折弯为锥棱的需求,从而影响了锥状灯杆型材的工业化加工制造。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种用于锥异形管材成型生产的轧辊组,实现了将板材折弯辊压为锥棱状,从而为锥异形管材的工业化生产奠定了基础。
2、本实用新型的实施例通过以下技术方案实现:
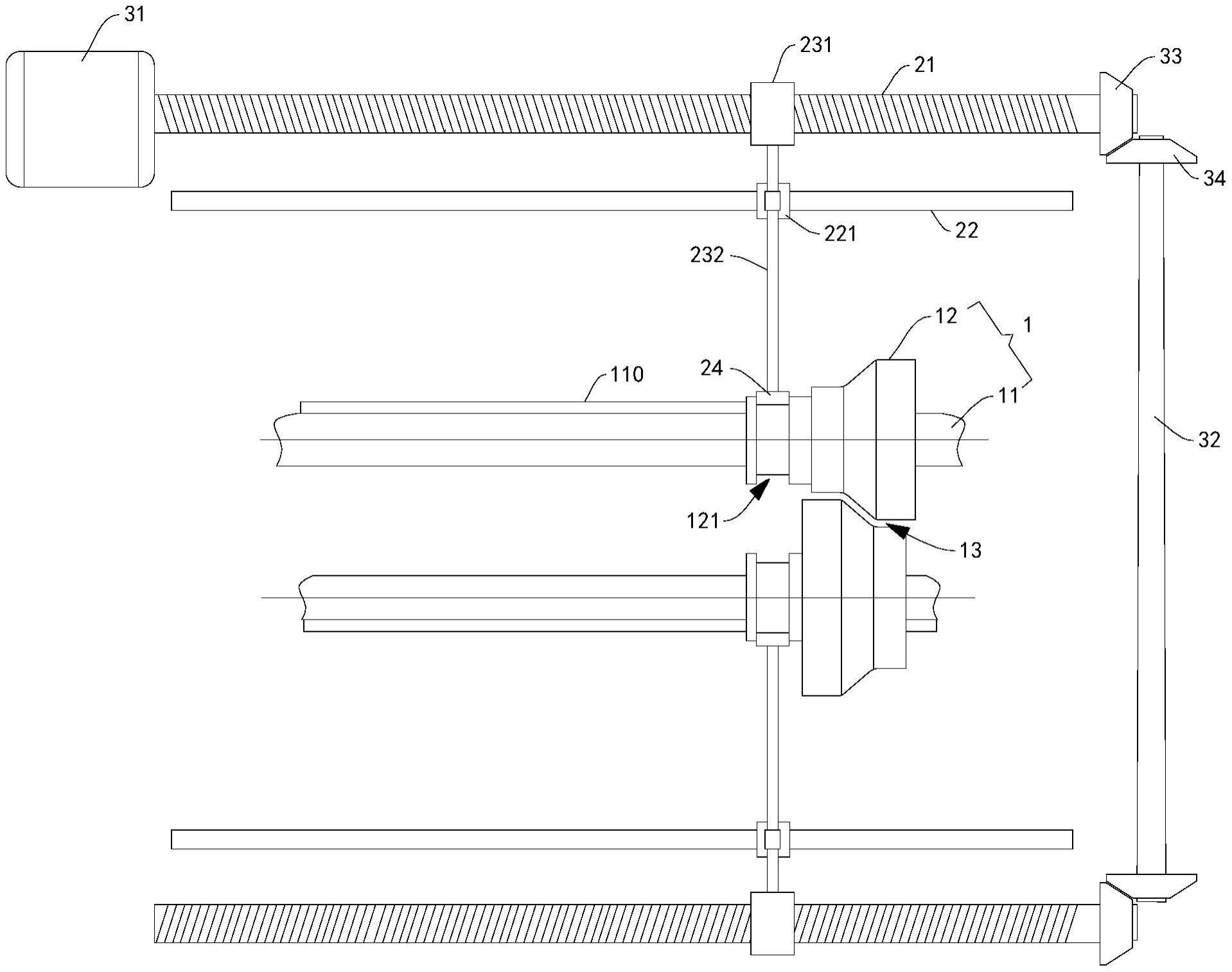
3、一种用于锥异形管材成型生产的轧辊组,包括一对上下分布设置的轧辊组,该轧辊组包括转动轴和配置于转动轴的压辊,两个压辊之间具有折弯辊压面,所述轧辊组均配置有水平驱动装置,该水平驱动装置用以驱动压辊沿转动轴轴向移动。
4、所述转动轴沿其轴向配置有驱动键,所述压辊中心配置有与转动轴相匹配的通孔,所述压辊通过通孔活动套接于转动轴,通孔内壁配置有与驱动键相匹配的驱动通槽,所述驱动键滑动配置于驱动通槽内。
5、所述水平驱动装置包括驱动装置和丝杆组件,所述丝杆组件包括丝杆和导杆,所述丝杆和导杆均与转动轴平行设置,所述驱动装置用以驱动丝杆转动,所述丝杆配置有驱动件,该驱动件包括套设于丝杆的丝杆螺母以及配置于丝杆螺母的连杆,所述连杆远离丝杆螺母的一端与压辊滑动连接,所述导杆活动套设有套环,该套环与连杆固定连接。
6、所述连杆远离丝杆螺母的一端配置有滑块,所述压辊配置有与滑块相匹配的环槽,所述滑块滑动配置于环槽内。
7、每组所述压辊组中压辊的数量为两个,两个所述压辊对称配置于转动轴的两侧,所述丝杆两侧分别配置有正旋螺纹和反旋螺纹,所述驱动件数量为两个,两个丝杆螺母分别对应配置于丝杆的两侧,所述连杆与其相邻的压辊滑动连接。
8、所述驱动装置包括驱动电机和传动件,所述驱动电机的驱动端与其中一丝杆的端部连接,所述传动件用以联动两个丝杆同时转动。
9、所述传动件包括传动杆、一对第一锥形齿轮和一对第二锥形齿轮,所述传动杆的两端分别配置第一锥形齿轮,两个所述丝杆的同一端分别配置有第二锥形齿轮,所述第一锥形齿轮与第二锥形齿轮对应啮合。
10、本实用新型的技术方案至少具有如下优点和有益效果:
11、本实用新型在对原材料板材辊压折弯时,利用水平驱动装置带动压辊沿转动轴轴向逐渐移动,从而形成锥棱形折边,而通过将原材料板材多次辊压形成数个锥棱形折边,进而实现锥异性管材的生产制造。
技术特征:
1.一种用于锥异形管材成型生产的轧辊组,其特征在于,包括一对上下分布设置的轧辊组,该轧辊组包括转动轴和配置于转动轴的压辊,两个压辊之间具有折弯辊压面,所述轧辊组均配置有水平驱动装置,该水平驱动装置用以驱动压辊沿转动轴轴向移动。
2.根据权利要求1所述的一种用于锥异形管材成型生产的轧辊组,其特征在于,
3.根据权利要求2所述的一种用于锥异形管材成型生产的轧辊组,其特征在于,
4.根据权利要求3所述的一种用于锥异形管材成型生产的轧辊组,其特征在于,
5.根据权利要求3所述的一种用于锥异形管材成型生产的轧辊组,其特征在于,每组所述压辊组中压辊的数量为两个,两个所述压辊对称配置于转动轴的两侧,所述丝杆两侧分别配置有正旋螺纹和反旋螺纹,所述驱动件数量为两个,两个丝杆螺母分别对应配置于丝杆的两侧,所述连杆与其相邻的压辊滑动连接。
6.根据权利要求3至5任一项所述的一种用于锥异形管材成型生产的轧辊组,其特征在于,所述驱动装置包括驱动电机和传动件,所述驱动电机的驱动端与其中一丝杆的端部连接,所述传动件用以联动两个丝杆同时转动。
7.根据权利要求6所述的一种用于锥异形管材成型生产的轧辊组,其特征在于,所述传动件包括传动杆、一对第一锥形齿轮和一对第二锥形齿轮,所述传动杆的两端分别配置第一锥形齿轮,两个所述丝杆的同一端分别配置有第二锥形齿轮,所述第一锥形齿轮与第二锥形齿轮对应啮合。
技术总结
本技术公开了一种用于锥异形管材成型生产的轧辊组,包括一对上下分布设置的轧辊组,该轧辊组包括转动轴和配置于转动轴的压辊,两个压辊之间具有折弯辊压面,所述轧辊组均配置有水平驱动装置,该水平驱动装置用以驱动压辊沿转动轴轴向移动。本技术实现了对锥异形管材的锥棱边的折弯轧制,为推动锥异形管材的工业化生产具有积极意义。
技术研发人员:叶元进,张守平,沈吉强
受保护的技术使用者:四川众兴华业照明科技有限公司
技术研发日:20220621
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!