一种齿轮磨齿加工夹具的制作方法
1.本实用新型涉及零件加工领域,特别是涉及一种齿轮磨齿加工夹具。
背景技术:
2.齿轮类零件精度要求较高,齿部磨齿时,端面没有螺孔,或其他孔用于装夹时,若借助齿轮内孔装夹,则无法通过找正内孔来实现零件的找正,进行齿部的精加工,因此,进行齿部精加工,一般需要借助外部工装进行装夹来实现。此类零件加工,现有方法一般为:制作芯轴,将芯轴与齿轮组装在一起,利用芯轴的中心孔,卡盘夹持芯轴一端外圆,顶尖顶另一端中心孔实现零件的加工。
3.但是,现有技术中上述定位方式在安装找正过程中耗时较长,且芯轴拆卸过程中,齿轮零件内孔经常出现拉伤,严重影响表面质量,甚至造成不合格品的产生。
4.因此,如何提供一种方便快捷的齿轮磨齿加工夹具是本领域技术人员目前需要解决的技术问题。
技术实现要素:
5.本实用新型的目的是提供一种齿轮磨齿加工夹具,适合大批量的高精度零件装夹,可保零件加工高质量,提高效率、可靠性,方便快捷,劳动强度低。
6.为解决上述技术问题,本实用新型提供一种齿轮磨齿加工夹具,包括同轴设置的涨套座和涨套芯轴,所述涨套座包括竖直布置的圆柱筒,所述圆柱筒中心的涨套孔上端开口,所述圆柱筒的筒壁上设置有多个竖直延伸的涨开缝,以将所述圆柱筒筒壁的上部分割为上端分开且下端相连的多个侧壁,所述圆柱筒上端伸入待加工齿轮的内孔,所述圆柱筒下端外周设置有定位平台,所述定位平台上端面支撑待加工齿轮下端面,所述涨套芯轴能够由上端开口插入所述涨套孔,将所述圆柱筒的多个侧壁向外撑开,以使所述圆柱筒筒壁外侧撑紧待加工齿轮的内孔壁。
7.优选地,多个所述涨开缝沿圆周均匀分布。
8.优选地,所述涨开缝下端设置有减应孔。
9.优选地,所述圆柱筒下端设置有连通所述涨套孔的直孔,所述涨套孔的直径小于所述直孔的直径,所述直孔与所述涨套孔连接处设置有过渡圆角。
10.优选地,所述定位平台具体为围绕所述圆柱筒下端的圆环平台,所述圆环平台下端面与所述圆柱筒下端面平齐。
11.优选地,所述定位平台上设置有多个阶梯通孔,通过螺栓穿过所述阶梯通孔连接工作台。
12.优选地,所述圆柱筒和所述定位平台一体式成型。
13.优选地,所述涨套芯轴直径由上至下逐渐变小,所述涨套芯轴外壁锥度与涨套孔锥度配合。
14.优选地,所述涨套芯轴上端设置有吊环。
15.优选地,所述涨套芯轴上端面中心处设置有螺纹孔,所述吊环下端拧入所述螺纹孔内。
16.本实用新型提供一种齿轮磨齿加工夹具,包括同轴设置的涨套座和涨套芯轴,涨套座包括竖直布置的圆柱筒,圆柱筒中心的涨套孔上端开口,圆柱筒的筒壁上设置有多个竖直延伸的涨开缝,以将圆柱筒筒壁的上部分割为上端分开且下端相连的多个侧壁,圆柱筒上端伸入待加工齿轮的内孔,圆柱筒下端外周设置有定位平台,定位平台上端面支撑待加工齿轮下端面,涨套芯轴能够由上端开口插入涨套孔,将圆柱筒的多个侧壁向外撑开,以使圆柱筒筒壁外侧撑紧待加工齿轮的内孔壁。
17.通过涨套座和涨套芯轴配合撑紧待加工齿轮,方法通用性强,定位精度高,锁紧快速,固紧后就可以实现零件与装夹机构同心,无需再次找正,适合大批量的高精度零件装夹,可保零件加工高质量,提高效率、可靠性,方便快捷,劳动强度低。
附图说明
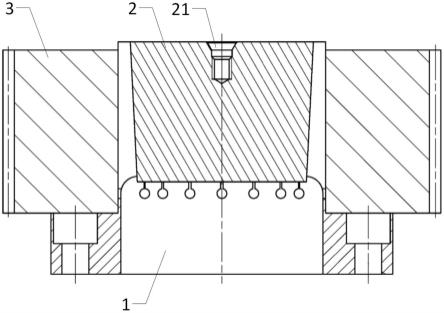
18.图1为本实用新型所提供的齿轮磨齿加工夹具的一种具体实施方式的剖面示意图;
19.图2为本实用新型所提供的齿轮磨齿加工夹具的一种具体实施方式中涨套座的主视剖面示意图;
20.图3为本实用新型所提供的齿轮磨齿加工夹具的一种具体实施方式中涨套座的俯视示意图。
具体实施方式
21.本实用新型的核心是提供一种齿轮磨齿加工夹具,适合大批量的高精度零件装夹,可保零件加工高质量,提高效率、可靠性,方便快捷,劳动强度低。
22.为了使本技术领域的人员更好地理解本实用新型方案,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
23.请参考图1至图3,图1为本实用新型所提供的齿轮磨齿加工夹具的一种具体实施方式的剖面示意图;图2为本实用新型所提供的齿轮磨齿加工夹具的一种具体实施方式中涨套座的主视剖面示意图;图3为本实用新型所提供的齿轮磨齿加工夹具的一种具体实施方式中涨套座的俯视示意图。
24.本实用新型具体实施方式提供一种齿轮磨齿加工夹具,包括同轴设置的涨套座1和涨套芯轴2,涨套座1包括竖直布置的圆柱筒11,圆柱筒11中心设置有涨套孔,涨套孔上端开口,圆柱筒11的筒壁上设置有多个竖直延伸的涨开缝12,涨开缝12由筒壁顶端向下切割至筒壁中部,多个涨开缝12沿圆周方向依次排列,通过多个涨开缝12,将圆柱筒11筒壁的上部分割为多个侧壁,多个侧壁围绕轴心依次排列形成筒形结构。多个侧壁的上端分开且下端相连,圆柱筒11上端伸入待加工齿轮3的内孔,圆柱筒11下端外周设置有定位平台13,通过定位平台13安装于工作台,定位平台13上端面支撑待加工齿轮3下端面,涨套芯轴2能够由上端开口插入涨套孔,将圆柱筒11的多个侧壁向外撑开,以使圆柱筒11筒壁外侧撑紧待加工齿轮3的内孔壁。
25.通过涨套座1和涨套芯轴2配合撑紧待加工齿轮3,方法通用性强,定位精度高,锁
紧快速,固紧后就可以实现零件与装夹机构同心,无需再次找正,适合大批量的高精度零件装夹,可保零件加工高质量,提高效率、可靠性,方便快捷,劳动强度低。
26.具体地,定位平台13具体为围绕圆柱筒11下端的圆环平台,圆环平台下端面与圆柱筒11下端面平齐。
27.使用过程中,将涨套座1放置在工作台上,找正涨套座1外圆,保证涨套座1上下两处外圆同轴度,找正下端面,保证与外圆垂直度,然后将涨套座1固紧在工作台上。保证涨套座1与机床工作台同心且不能出现相对移动,具体地各外表面的粗糙度保证ra0.8。
28.将待加工齿轮3安装在圆柱筒11上端,将待加工齿轮3内孔与圆柱筒11筒壁外侧配合,待加工齿轮3下端面与定位平台13上端面配合。
29.将涨套芯轴2由上端开口插入涨套孔内,向下压紧涨套芯轴2,由于涨开缝12的结构可以产生径向弹性伸缩量,通过压紧涨套芯轴2就可以圆柱筒11筒壁向外张开,使圆柱筒11径向变大,撑紧待加工齿轮3的内孔壁,各部件之间实现过盈配合,即可锁紧零件,实现涨套座1、待加工齿轮3、涨套芯轴2三者的精确定位。
30.完成装夹,进行齿部精加工,不同工件重复定位精度可达到0.01,磨齿精度可达三级。
31.完成齿轮齿部精加工,将涨套芯轴2拉出,在弹性作用下,圆柱筒11筒壁向内收回,涨套座1外圆与待加工齿轮3内孔变为间隙配合,可轻松拆下待加工齿轮3,不会对齿轮内孔产生损伤。
32.采用上述方法,通过涨套座1、涨套芯轴2、待加工齿轮3的装配,固紧后就可以实现零件与装夹机构定位,无需再次对工件进行找正,大大提高了工作效率和定位精度。零件内孔直径变化在
±
0.1范围内,涨套座1都可装夹。增加变径套、调整垫,可以装夹多种不同直径、不同齿宽的零件。
33.优选地,多个涨开缝12沿圆周均匀分布。涨开缝12下端设置有减应孔14,避免部件开裂,保证设备安全可靠。
34.在本实用新型具体实施方式提供的齿轮磨齿加工夹具中,圆柱筒11为上下贯穿的套筒结构,圆柱筒11下端设置有连通涨套孔的直孔,涨套孔的直径小于直孔的直径,直孔与涨套孔连接处设置有过渡圆角,使连接处筒壁较薄,便于侧壁的弹性变形。
35.为了实现与工作台的稳定连接,定位平台13上设置有多个阶梯通孔15,安装时,螺栓穿过阶梯通孔15后连接工作台,且螺栓完全埋入阶梯通孔15内,保证定位平台13上端面平面度。具体地,多个阶梯通孔15沿圆周方向依次均匀排布在定位平台13上,也可采用其他连接方式,如卡扣连接等,均在本实用新型的保护范围之内。其中,圆柱筒11和定位平台13一体式成型。
36.为了便于涨套芯轴2的顺利拔出,可在涨套芯轴2外周设置倒锥面,同时涨套孔内壁也设置成匹配的锥面,即涨套芯轴2呈倒立的圆台形,涨套芯轴2直径由上至下逐渐变小,涨套孔形状相似,涨套芯轴2外壁锥度与涨套孔锥度配合。
37.在上述各具体实施方式提供的齿轮磨齿加工夹具的基础上,涨套芯轴2上端设置有吊环。具体地,涨套芯轴2上端面中心处设置有螺纹孔21,吊环下端拧入螺纹孔21内。完成齿轮齿部精加工,将吊环拧入涨套芯轴2上端面的螺纹孔21中,即可将涨套芯轴2拉出。
38.以上对本实用新型所提供的齿轮磨齿加工夹具进行了详细介绍。本文中应用了具
体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1