一种铝合金模锻件热锻模具的制作方法
1.本实用新型涉及模具领域,更具体地涉及一种铝合金模锻件热锻模具。
背景技术:
2.近年来,铝合金在人们生活中的应用越来越广泛,铝合金是以铝为基添加一定量其他合金化元素的合金,是轻金属材料之一,由于铝合金具有密度低、力学性能佳、加工性能好、无毒、易回收、导电性、传热性及抗腐蚀性能优良的特点,在船用行业、化工行业、航空航天、金属包装、交通运输等领域广泛使用。
3.在铝合金的加工过程中,往往需要用到铝合金模具,现有铝合金模锻件模具存在锻制出的铝合金模锻件开裂、铝合金模锻件带裙边,模锻件成型后难以自动脱模和脱离的问题。
技术实现要素:
4.为解决现有技术中传统铝合金模模具锻制出的铝合金模锻件开裂、带裙边的问题,本实用新型提供一种铝合金模锻件热锻模具。
5.本实用新型采用的具体方案为:一种铝合金模锻件热锻模具,所述热锻模具包括上模具、下模具、第一模芯、第二模芯,所述上模具、下模具之间设置导柱及限位杆,所述上模具的底部设置凹槽,所述凹槽与导柱的外径的尺寸适配,所述导柱底部与下模具连接,顶部伸入到所述凹槽中,所述限位杆垂直与下模具设置;所述第一模芯、第二模芯先后分别与所述上模具连接,所述第一模芯的底面积大于第二模芯的底面积。
6.所述上、下模具之间设置支撑杆,所述支撑杆的底部与下模具连接,所述支撑杆的杆体上安装打料板。
7.所述打料板为圆形板,该打料板中部设置圆孔,所述第一模芯、第二模芯的芯体穿过所述圆孔伸入下模具,该圆形板边沿设置与支撑杆连接的通孔。
8.所述第一模芯、第二模芯的芯体上均设置扳手槽。
9.所述下模具上设置螺纹孔,所述限位杆杆体外壁设置螺纹,下模具与限位杆螺纹连接。
10.所述下模具设置与导柱连接的螺纹孔,所述导柱下部的柱体上设置螺纹,所述导柱与下模具螺纹连接。
11.所述第一、第二模芯的顶部与所述上模具螺纹连接。
12.本实用新型相对于现有技术具有如下有益效果:
13.本实用新型中的热锻模具包括上模具、下模具、第一模芯、第二模芯,上、下模具之间设置导柱及限位杆,上模具的底部设置凹槽,凹槽与导柱的外径的尺寸适配,导柱底部与下模具连接,顶部伸入到所述凹槽中,限位杆垂直与下模具设置;第一、第二模芯分别与所述上模具连接,第一模芯的底面积大于第二模芯的底面积。本实用新型利用不同底面积的模芯进行两次锻制,第一模芯锻制形成半成品模锻件,将第一模芯换成第二模芯,锻压出成
品模锻件,模锻件成品不带裙边。第一次锻制时第一模芯与待锻制的铝合金模锻件的接触面积大于第二模芯与待锻制的铝合金模锻件的接触面积,避免了传统铝合金模模具锻制出的铝合金模锻件开裂、带裙边的问题。
14.本实用新型在上、下模具之间设置打料板,该打料板可以当第二模芯上升后带动成品模锻件一同上升时,打料板阻止成品模锻件继续上升,使模芯与成品模锻件完成脱离。
附图说明
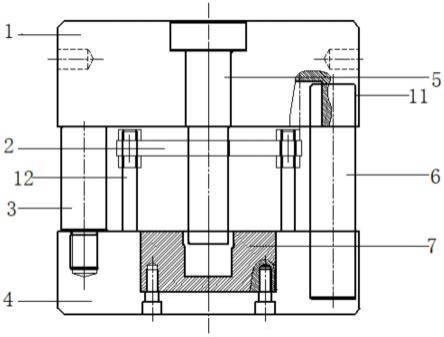
15.图1为本实用新型结构示意图;
16.图2为第一模芯示意图;
17.图3为第二模芯示意图;
18.图4为打料板示意图;
19.图5为打料板的剖面图。
20.其中,附图标记分别为:
21.1、上模具,2、打料板,3、限位杆,4、下模具,5、模芯,6、导柱,7、拉杆,8、扳手槽,9、第一模芯,10、第二模芯,11、凹槽,12、支撑杆。
具体实施方式
22.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
23.本实用新型提供一种铝合金模锻件热锻模具,所述热锻模具包括上模具1、下模具4、第一模芯9、第二模芯10,所述上、下模具1、4之间设置导柱6及限位杆3,所述上模具1的底部设置凹槽11,所述凹槽11与导柱6的外径的尺寸适配,所述导柱6底部与下模具4连接,顶部伸入到所述凹槽11中,所述限位杆3垂直与下模具4设置;所述第一、第二模芯9、10先后分别与所述上模具1连接,所述第一模芯9的底面积大于第二模芯10的底面积。所述上、下模具4之间设置支撑杆12,所述支撑杆12的底部与下模具4连接,所述支撑杆12的杆体上安装打料板2。所述打料板2为圆形板,该打料板2中部设置圆孔,所述第一模芯9、第二模芯10的芯体穿过所述圆孔伸入下模具4,该圆形板边沿设置与支撑杆12连接的通孔。所述打料板中间设置的圆孔的尺寸与所述第一、第二模芯的尺寸适配,所述第一模芯与第二模芯的上部的尺寸相同,所述第二模芯下部直径小于所述第一模芯的直径,使得所述第一模芯的底面积大于第二模芯的底面积。
24.在使用时,先安装第一模芯进行锻制,锻制完成后,替换第一模芯为第二模芯,由于第二模芯的底面积小于第一模芯的底面积,使被锻制的铝合金模的受力分散,利用二次不同尺寸的锻制,避免了传统铝合金模模具锻制出的铝合金模锻件开裂、带裙边的问题。
25.所述第一模芯9、第二模芯10的芯体上均设置扳手槽8。扳手槽的设置便于利用扳手等工具对所述第一、第二模芯进行夹持,便于安装。
26.所述下模具4上设置螺纹孔,所述限位杆3杆体外壁设置螺纹,下模具4与限位杆3螺纹连接。所述下模具4设置与导柱6连接的螺纹孔,所述导柱6下部的柱体上设置螺纹,所
述导柱6与下模具4螺纹连接。所述第一、第二模芯9、10的顶部与所述上模具1螺纹连接。下模具上开槽,槽内设置的设置螺纹,形成螺纹孔与限位杆、导柱螺纹连接。
27.在一种优选的实施方式中,本实用新型所述的铝合金模锻件为阻尼器座模锻件。所述支撑杆的个数为4个,均布于所述下模具的底面,采用焊接或者同上述螺纹的方式与下模具连接,所述支撑杆与所述打料板采用焊接或螺纹连接(支撑杆杆体上以及打料板开孔处设置螺纹)的方式连接。
28.本实用新型借助两种不同底面积的模芯之间相互切换,保证模锻件成品不带裙边,模锻件成型后自动脱模和脱离。当切换上第一模芯时,可以锻压出半成品模锻件,当切换上第二模芯时,可以锻压出成品模锻件,模锻件成品不带裙边;当上第二模芯上升后带动成品模锻件一同上升,实现成品模锻件脱模;当成品模锻件上升至一定高度后,打料板阻止成品模锻件继续上升,第二模芯与成品模锻件完成脱离。
29.本实用新型解决了现有的铝合金模锻件热锻模具一次性成型带裙边,需要人工控制顶杆实现成品模锻件脱模,最后成品模锻件人工脱离的问题,采用不同的底面积的模芯,先用大面积的第一模芯锻制,再采用第二模芯进行锻制,避免了一次性锻制造成的铝合金模锻件开裂的问题,本实用新型模锻件成型后自动脱模和下料。
30.以上附图及解释说明仅为本实用新型的一种具体实施方式,但本实用新型的具体保护范围不仅限以上解释说明,任何在本实用新型揭露的技术思路范围内,及根据本实用新型的技术方案加以简单地替换或改变,都应在本实用新型的保护范围之内。
技术特征:
1.一种铝合金模锻件热锻模具,其特征在于,所述热锻模具包括上模具(1)、下模具(4)、第一模芯(9)、第二模芯(10),所述上模具(1)、下模具(4)之间设置导柱(6)及限位杆(3),所述上模具(1)的底部设置凹槽(11),所述凹槽(11)与导柱(6)的外径的尺寸适配,所述导柱(6)底部与下模具(4)连接,顶部伸入到所述凹槽(11)中,所述限位杆(3)垂直与下模具(4)设置;所述第一模芯(9)、第二模芯(10)先后分别与所述上模具(1)连接,所述第一模芯(9)的底面积大于第二模芯(10)的底面积。2.根据权利要求1所述的铝合金模锻件热锻模具,其特征在于,所述上、下模具(4)之间设置支撑杆(12),所述支撑杆(12)的底部与下模具(4)连接,所述支撑杆(12)的杆体上安装打料板(2)。3.根据权利要求2所述的铝合金模锻件热锻模具,其特征在于,所述打料板(2)为圆形板,该打料板(2)中部设置圆孔,所述第一模芯(9)、第二模芯(10)的芯体穿过所述圆孔伸入下模具(4),该圆形板边沿设置与支撑杆(12)连接的通孔。4.根据权利要求3所述的铝合金模锻件热锻模具,其特征在于,所述第一模芯(9)、第二模芯(10)的芯体上均设置扳手槽(8)。5.根据权利要求1-4任一项所述的铝合金模锻件热锻模具,其特征在于,所述下模具(4)上设置螺纹孔,所述限位杆(3)杆体外壁设置螺纹,下模具(4)与限位杆(3)螺纹连接。6.根据权利要求5所述的铝合金模锻件热锻模具,其特征在于,所述下模具(4)设置与导柱(6)连接的螺纹孔,所述导柱(6)下部的柱体上设置螺纹,所述导柱(6)与下模具(4)螺纹连接。7.根据权利要求6所述的铝合金模锻件热锻模具,其特征在于,所述第一、第二模芯(9、10)的顶部与所述上模具(1)螺纹连接。
技术总结
本实用新型涉及模具领域,公开了一种铝合金模锻件热锻模具,所述热锻模具包括上模具、下模具、第一模芯、第二模芯,所述上模具、下模具之间设置导柱及限位杆,所述上模具的底部设置凹槽,所述凹槽与导柱的外径的尺寸适配,所述导柱底部与下模具连接,顶部伸入到所述凹槽中,所述限位杆垂直与下模具设置;所述第一模芯、第二模芯先后分别与所述上模具连接,所述第一模芯的底面积大于第二模芯的底面积。本实用新型解决了现有技术中传统铝合金模模具压制出的铝合金模锻件开裂、带裙边的问题。带裙边的问题。带裙边的问题。
技术研发人员:袁春龙 范长龙 高天
受保护的技术使用者:光智科技股份有限公司
技术研发日:2022.06.28
技术公布日:2022/10/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1