一种压簧折弯多工位级进模具的制作方法
1.本实用新型涉及模具技术领域,具体是一种压簧折弯多工位级进模具。
背景技术:
2.在电池和电机组成的主回路中,通常串入旁路开关进行回路的通断控制,旁路开关的主要用途是对故障电池进行通路切除与旁路保护,旁路开关中的重要部件为压簧,压簧在加工过程中,需要对片板材进行裁切和折弯成型,多道工序分别进行加工,而且压簧在折弯过程中,需要通过多次折弯成型,通常在折弯一次后,将工件取出,送入下一道工序继续折弯成型,不仅工作效率低,无法满足大批量的生产需求。
3.因此,需要一种压簧折弯多工位级进模具,用以解决现有技术存在的不足。
4.实用新型目的:针对上述现有技术中的存在的问题和不足,本实用新型的目的是提供一种压簧折弯多工位级进模具。通过一副模具的冲压即可将压簧折弯成型,不仅工作效率高,而且有利于降低模具的购置成本。
技术实现要素:
5.技术方案:为达到上述目的,本实用新型所述的一种压簧折弯多工位级进模具,包括上模座和下模座,所述下模座的下方设有底座,所述上模座通过支架设置在上模座的上方,所述支架上设有液压缸,液压缸的伸缩端与上模座连接,所述上模座的下侧设有折弯凸模,所述下模座的上侧设有折弯凹模,折弯凸模和折弯凹模上下位置相对应。
6.进一步地,所述折弯凸模上设有冲压凸块一、冲压凸块二和冲压切刀,所述冲压切刀位于冲压凸块一和冲压凸块二之间。冲压凸块一和冲压凸块二之间的设计可以同时进行两个压簧的折弯动作,提高工作效率。
7.进一步地,所述折弯凹模包括成型腔一和成型腔二,所述成型腔一和成型腔二结构相同,成型腔一和成型腔二之间设有切刀槽;所述成型腔一的两侧面设有成型垂直面,所述成型垂直面的下侧通过支撑架安装转动成型模块,成型腔一的底部位于转动成型模块之间设有的u形槽。成型腔一的成型垂直面用于冲压凸块一下降时压簧板材的一次成型,板材在冲压凸块一的作用下,继续下压只转动成型模块处,实现压簧的二次成型。
8.进一步地,所述转动成型模块与折弯凹模之间设有拉伸弹簧。拉伸弹簧的设计,可以使得冲压凸块一和冲压块二在冲压结束后,转动成型块能够回归原位,便于下次板材冲压。
9.进一步地,所述转动成型模块包括弧形转动部,所述弧形转动部嵌入设置在折弯凹模内,所述弧形转动部上设有二次成型倾斜面和过渡成型面。弧形转动部在折弯凹模内转动,二次成型斜面对板材的侧面进行二次成型,过渡成型面对一次成型的压簧从底部的两侧进行成型。
10.进一步地,所述上模座和下模座的两侧设有导向杆。
11.进一步地,导向杆上设有压缩弹簧。导向杆以及压缩弹簧的设计使得上模座和下
模座之间,可以保证折弯凸模在上升和下降过程中,能够平稳下落和上升,不易发生偏斜。
12.上述技术方案可以看出,本实用新型的有益效果为:
13.本实用新型所述的一种压簧折弯多工位级进模具,结构设计合理,解决了单工序模具的缺点,实现了多种工序整合在一起,缩短了加工时间,降低模具的购置成本;使用时,将待折弯的板材送至到折弯凹模上,液压缸带动折弯凸模向下运动,将板材进行冲压折弯一次成型,操作简单,工作效率高。
附图说明
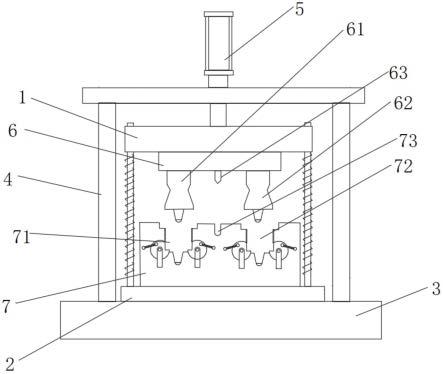
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的折弯凹模的结构示意图。
具体实施方式
16.下面结合附图和具体实施例,进一步阐明本实用新型。
17.如图1-2所示的一种压簧折弯多工位级进模具,包括上模座1和下模座2,所述下模座2的下方设有底座3,所述上模座1通过支架4设置在上模座1的上方,所述支架4上设有液压缸5,液压缸5的伸缩端与上模座1连接,所述上模座1的下侧设有折弯凸模6,所述下模座2的上侧设有折弯凹模7,折弯凸模6和折弯凹模7上下位置相对应。
18.其中,所述折弯凸模6上设有冲压凸块一61、冲压凸块二62和冲压切刀63,所述冲压切刀63位于冲压凸块一61和冲压凸块二62之间。
19.所述折弯凹模7包括成型腔一71和成型腔二72,所述成型腔一71和成型腔二72结构相同,成型腔一71和成型腔二72之间设有切刀槽73;所述成型腔一71的两侧面设有成型垂直面711,所述成型垂直面711的下侧通过支撑架712安装转动成型模块713,成型腔一71的底部位于转动成型模块713之间设有的u形槽。
20.作为本实用新型的进一步改进,所述转动成型模块713与折弯凹模7之间设有拉伸弹簧714。
21.本实施例中所述转动成型模块713包括弧形转动部713a,所述弧形转动部713a嵌入设置在折弯凹模7内,所述弧形转动部713a上设有二次成型倾斜面713b和过渡成型面713c。
22.本实施例中所述上模座1和下模座2的两侧设有导向杆8。
23.本实施例中所述导向杆8上设有压缩弹簧9。
24.实施例仅用于说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价均落于本申请所附权利要求所限定的范围。
技术特征:
1.一种压簧折弯多工位级进模具,其特征在于:包括上模座(1)和下模座(2),所述下模座(2)的下方设有底座(3),所述上模座(1)通过支架(4)设置在上模座(1)的上方,所述支架(4)上设有液压缸(5),液压缸(5)的伸缩端与上模座(1)连接,所述上模座(1)的下侧设有折弯凸模(6),所述下模座(2)的上侧设有折弯凹模(7),折弯凸模(6)和折弯凹模(7)上下位置相对应。2.根据权利要求1所述的一种压簧折弯多工位级进模具,其特征在于:所述折弯凸模(6)上设有冲压凸块一(61)、冲压凸块二(62)和冲压切刀(63),所述冲压切刀(63)位于冲压凸块一(61)和冲压凸块二(62)之间。3.根据权利要求2所述的一种压簧折弯多工位级进模具,其特征在于:所述折弯凹模(7)包括成型腔一(71)和成型腔二(72),所述成型腔一(71)和成型腔二(72)结构相同,成型腔一(71)和成型腔二(72)之间设有切刀槽(73);所述成型腔一(71)的两侧面设有成型垂直面(711),所述成型垂直面(711)的下侧通过支撑架(712)安装转动成型模块(713),成型腔一(71)的底部位于转动成型模块(713)之间设有u形槽。4.根据权利要求3所述的一种压簧折弯多工位级进模具,其特征在于:所述转动成型模块(713)与折弯凹模(7)之间设有拉伸弹簧(714)。5.根据权利要求4所述的一种压簧折弯多工位级进模具,其特征在于:所述转动成型模块(713)包括弧形转动部(713a),所述弧形转动部(713a)嵌入设置在折弯凹模(7)内,所述弧形转动部(713a)上设有二次成型倾斜面(713b)和过渡成型面(713c)。6.根据权利要求1所述的一种压簧折弯多工位级进模具,其特征在于:所述上模座(1)和下模座(2)的两侧设有导向杆(8)。7.根据权利要求6所述的一种压簧折弯多工位级进模具,其特征在于:所述导向杆(8)上设有压缩弹簧(9)。
技术总结
本实用新型公开了一种压簧折弯多工位级进模具,包括上模座和下模座,所述下模座的下方设有底座,所述上模座通过支架设置在上模座的上方,所述支架上设有液压缸,液压缸的伸缩端与上模座连接,所述上模座的下侧设有折弯凸模,所述下模座的上侧设有折弯凹模,折弯凸模和折弯凹模上下位置相对应。本实用解决了单工序模具的缺点,实现了多种工序整合在一起,缩短了加工时间,降低模具的购置成本。降低模具的购置成本。降低模具的购置成本。
技术研发人员:唐惠明 唐体健
受保护的技术使用者:太仓市惠得利弹簧有限公司
技术研发日:2022.07.06
技术公布日:2022/10/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1