一种总装焊接夹具的制作方法
1.本实用新型涉及机械加工技术领域,具体为一种总装焊接夹具。
背景技术:
2.焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术;现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。
3.目前,我公司在生产过程中发现:在对转轴和风机叶片进行组装焊接时使用的焊接夹具只能对单面进行焊接,需要人工翻动焊接件才能对另一面进行焊接工作,这个过程容易使叶片产生形变和位移,影响产品的加工精度与效率;且在焊接过程中各种风机的叶片具有一个弯曲的弧度,现有的焊接夹具只对叶片两端有所固定,对叶片的中间部分没有进行固定与支撑,容易导致叶片品质参差不齐。
4.基于此,本实用新型设计一款总装焊接夹具,以解决上述问题。
技术实现要素:
5.本实用新型的目的在于克服上述背景技术困难,提供一种总装焊接夹具,以解决生产过程中需要人工翻动焊接件和弧形叶片焊接容易出现品质不一的问题。
6.为达到上述目的,采用的技术方案为:一种总装焊接夹具,包含支架和固定面板,其特征是:所述固定面板通过轴承固定在支架上,所述固定面板与支架之间设有锁紧扣;所述固定面板中心设有通孔,通孔外侧设有限位块,所述固定面板在通孔处设有焊接台;所述固定面板上围绕中心通孔设有多个对称的夹持构件;所述夹持构件包含底块、夹爪和锁紧螺钉,所述底块的上表面呈弧形形状且一侧较高。
7.上述的总装焊接夹具,其中:所述底块的上表面与固定面板所呈角度为15-20
°
,所述底块的底面贴合固定面板、底块最高处到固定面板的垂直距离为3cm。
8.上述的总装焊接夹具,其中:所述焊接台为山字形,所述焊接台较低的两端连接固定面板,较高的一端位于通孔中心。
9.上述的总装焊接夹具,其中:所述锁紧扣通过螺母设置在支架上,所述锁紧扣数量为4-6个且均匀分布在支架上。
10.上述的总装焊接夹具,其中:所述限位块是长、宽、高分别为15cm、2cm、2cm的长方体。
11.上述的总装焊接夹具,其中:所述通孔为直径20-30cm的圆孔。
12.采用上述方案的有益效果为:这种总装焊接夹具在固定面板与支架间设有轴承,使得固定面板能够进行180
°
翻转,在翻转过程中不再需要人工翻动焊接件和二次固定焊接件连接位置,只需要翻动固定面板即可对另一面需要焊接的位置进行焊接,在焊接过程中不易产生焊接件的位移和形变,因此能有效提高焊接精度与效率;且生产的风机叶片通常具有弧度,这种总装焊接夹具在夹持构件和限位块的中间位置设有底块,底块弧度与加工
生产的叶片的弧度一致,能够对叶片焊接时的弧度起到固定效果,使得生产出来的产品质量更加优良稳定。
附图说明
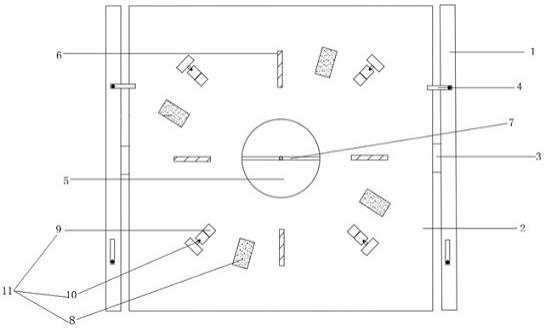
13.图1为本实用新型总装焊接夹具的俯视图。
14.图2为本实用新型总装焊接夹具的侧视图。
15.图3为本实用新型总装焊接夹具的底块示意图。
16.图中,1、支架;2、固定面板;3、轴承;4、锁紧扣;5、通孔;6、限位块;7、焊接台;8、底块;9、夹爪;10、锁紧螺钉;11、夹持构件。
具体实施方式
17.下面结合本实用新型的具体实施例,对本实用新型的技术方案进行清楚、完整地描述。所描述的实施例仅仅是本实用新型一部分实施例,而不是全部。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.实施例1,如图1-3,本实用新型是一种总装焊接夹具,包含支架1和固定面板2,固定面板2通过轴承3固定在支架1上,轴承3在焊接过程中能够带动固定面板2进行180
°
翻转,方便对焊接件的另外一面进行焊接工作,只需要人工翻动固定面板即可,不再需要人工手动翻动和固定焊接件;当固定面板2通过轴承3进行180
°
的翻转后,支架1上设有锁紧扣4,在固定面板2的翻转完成后,只需人工轻轻拨动锁紧扣4即可完成对固定面板2的固定,这样固定面板2在焊接过程中不会轻易产生晃动进而影响焊接精度。
19.在固定面板2的中心设有一个通孔5,通孔5是一个直径大小为30cm的圆孔,设置通孔5的目的是方便在固定面板2完成翻转后,通过通孔5对焊接件的另外一面进行焊接。在通孔5的周围设有四个限位块6,所述限位块6是一个长为15cm、宽和高皆为2cm的一个长方体,限位块6的作用是固定焊接件的最低端,对焊接件进行卡死,使其不轻易产生位移,提高焊接精度;在固定面板2的通孔5位置设有焊接台7,焊接台7形状呈山字形,焊接台7的较低的两端为a端和c端,较高的一端为b端,其中,a端和c端连接在固定面板2上,所处位置靠近通孔5边缘,b端长度长于a端和c端,所处位置为通孔5的圆心处 ,在对风机叶片等有转轴的产品进行焊接时,可以将转轴连接并固定在焊接台7的b端,有利于焊接工作的快速进行。
20.在固定面板2上围绕通孔5设有与限位块6数量相对应的夹持构件11,所述夹持构件11用于夹持需要进行焊接的风机叶片,所述夹持构件11包含底块8、夹爪9和锁紧螺钉10,夹爪9通过锁紧螺钉10调节夹持开合度,所述锁紧螺钉10通过人工手动调节。底块8设于夹爪9和限位块6之间,底块8具有和风机叶片相同的弧度,在对风机叶片和转轴进行焊接时,将叶片的最低端固定在限位块6处,叶片中间部分放置在底块8上,叶片最高处固定在夹爪9上,形成对风机叶片两端的固定和中间弯曲部分的弧度固定。
21.实施例2,如图3,在本实施例中,所述底块8弯曲弧度趋近风机叶片的弯曲弧度,底块8的上表面与固定面板2间的夹角度数大约为15-20
°
,所述底块8的底面与贴合固定面板2,最高点到固定面板2的垂直距离为3cm。
22.实施例3,在本实施例中,所述锁紧扣4数量为4个,在支架1两边均匀分布且位置对
称,当固定面板2翻转完成后,人工手动对锁紧扣4进行90
°
旋转即可完成对固定面板2的锁紧。
23.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
24.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种总装焊接夹具,包含支架(1)和固定面板(2),其特征是:所述固定面板(2)通过轴承(3)固定在支架(1)上,所述固定面板(2)与支架(1)之间设有锁紧扣(4);所述固定面板(2)中心设有通孔(5),通孔(5)外侧设有限位块(6),所述固定面板(2)在通孔(5)处设有焊接台(7);所述固定面板(2)上围绕中心通孔(5)设有多个对称的夹持构件(11);所述夹持构件(11)包含底块(8)、夹爪(9)和锁紧螺钉(10),所述底块(8)的上表面呈弧形形状且一侧较高。2.根据权利要求1所述的总装焊接夹具,其特征是:所述底块(8)的上表面与固定面板(2)所呈角度为15-20
°
,所述底块(8)的底面贴合固定面板(2)、底块(8)最高处到固定面板(2)的垂直距离为3cm。3.根据权利要求1所述的总装焊接夹具,其特征是:所述焊接台(7)为山字形,所述焊接台(7)较低的两端连接固定面板(2),较高的一端位于通孔(5)中心。4.根据权利要求1所述的总装焊接夹具,其特征是:所述锁紧扣(4)通过螺母设置在支架(1)上,所述锁紧扣(4)数量为4-6个且均匀分布在支架(1)上。5.根据权利要求1所述的总装焊接夹具,其特征是:所述限位块(6)是长、宽、高分别为15cm、2cm、2cm的长方体。6.根据权利要求1所述的总装焊接夹具,其特征是:所述通孔(5)为直径20-30cm的圆孔。
技术总结
本实用新型公开了一种总装焊接夹具,属于机械加工技术领域,包含支架和固定面板,所述固定面板通过轴承固定在支架上,所述固定面板与支架之间设有锁紧扣;所述固定面板中心设有通孔,通孔外侧设有限位块,所述固定面板在通孔处设有焊接台;所述固定面板上围绕中心通孔设有多个对称的夹持构件;所述夹持构件包含底块、夹爪和锁紧螺钉,所述底块的上表面呈弧形形状且一侧较高。本实用新型提供的总装焊接夹具,通过设置轴承和通孔使得不再需要人工翻动和固定焊接件,通过在夹持构件和限位块间设置具有弧度的底块,使得风机叶片弧度得到固定,有效提高了产品生产的效率与品质。有效提高了产品生产的效率与品质。有效提高了产品生产的效率与品质。
技术研发人员:叶友才 钱小虎 刘剑平 刘庶 黄秀芝
受保护的技术使用者:贵州汇天诚安全设施有限公司
技术研发日:2022.07.11
技术公布日:2022/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1