一种扣合件装配机构的制作方法
1.本实用新型属于弹簧圈组装领域,尤其是涉及一种扣合件装配机构。
背景技术:
2.目前市场上的钥匙扣产品多为自锁式钥匙扣,钥匙扣一般由钥匙扣环和扣合件组成,扣合件能够保持与钥匙扣环的扣接状态,而这类钥匙扣环的组装目前主要是人工手工组装完成,操作人员将钥匙扣环内弹簧安装到位并和扣合件对位后,采用铆接机用铆钉将钥匙扣环和扣合件铆接到一起,手工组装钥匙扣不仅效率低下,产品质量参差不齐,质量稳定性差,而且由于钥匙扣结构小巧,铆接时不容易对位,常需要操作人员调整位置,这常会导致安全事故,给操作人员带来危险。
3.现有技术如中国专利申请号201821233193.5,公开日为2019.05.21的专利文献,其公开了一种钥匙扣自动组装机,包括工作台和设置在工作台上并与电机连接的转盘机构,转盘机构上设有若干个绕转盘机构的中心均匀分布的治具,沿转盘机构的转动方向在工作台上依次设有钥匙扣的进料机构、用于将装配好弹簧的扣合件安装到钥匙扣的组装机构、定位机构、对组装后钥匙扣进行装销的装销机构、铆接机构和出料机构;该实用新型能够实现钥匙扣的自动组装过程,改变了以往钥匙扣通过人工组装的方式,但是该结构的扣合件是通过第二组装件中第三夹爪气缸把扣合件夹紧运送到治具上,并扣合件装配至治具上后,通过第二放料件的顶杆向前推动治具,使得装配好的扣合件卡入钥匙扣中,但是其扣合件需要先夹紧运送到治具上,然后通过将治具实现扣合件卡入钥匙扣中,结构复杂,且扣环在治具上并没有进行特别的限定,容易与扣环产生松动移位,阻碍后续的装销操作。
技术实现要素:
4.本实用新型的目的在于提供一种扣合件装配机构,操作方便,且结构可靠。
5.为达到上述目的,一种扣合件装配机构,包括扣合件振动送料盘、扣合件送料装置和扣合件装配装置;扣合件振动送料盘的一侧设有用于设有治具的转盘机构,治具上安装有扣环,且扣合件的一侧设有与扣环的开口端的一侧相匹配的第二开口;
6.在所述扣合件振动送料盘内设有扣合件输送通道,在扣合件振动送料盘的一侧设有扣合件水平送料轨道,所述扣合件水平送料轨道一端与扣合件振动送料盘连接,
7.所述扣合件送料装置包括扣合件送料件,所述扣合件送料件上设有与扣合件送料轨道长度方向相同的扣合件送料槽,所述送料槽一端设有送料槽开口,所述送料槽开口与扣合件水平送料轨道出料端连接,
8.所述扣合件装配装置位于扣合件送料槽上方,所述扣合件装配装置将扣合件移动到治具上且使得扣合件的第二开口推入到治具上装配好有扣环的开口端的一侧。
9.以上设置,通过转盘机构将装有扣环和弹簧件送至扣合件装配装置中,经过扣合件振动送料盘输送扣合件通过扣合件水平送料轨道经过送料槽开口输送到扣合件送料装置上,再通过扣合件装配装置将扣合件移动到治具上且使得扣合件的第二开口推入到治具
上装配好有扣环的开口端的一侧实现将扣合件输送至对应的治具中并与治具上扣环实现装配,因此整个过程无需先将扣合件安装在治具上然后通过推送治具实现装配,且扣合件也是通过输送到送料槽开口然后从送料槽开口推入到治具上,整个过程操作简单,同时由于扣合件与扣环的装配是通过扣合件的第二开口推入到扣环内,通过扣合件的第二开口与扣环的一侧实现装配,仅仅需要推入即可无需进行夹持上下移动并推入,且在多次移动以及推送过程中导致产品的稳定性不好的问题,使得产品结构可靠性高。
10.进一步的,所述治具包括基座、治具压板、第二顶架,所述第二顶架为u型杆,第二顶架包扣合件限位杆、第二顶杆和连接杆,所述扣合件限位杆上端设有与扣合件外侧匹配设置的第二顶杆凸块,扣环限位杆下端与第二顶杆下端通过连接杆连接,所述治具压板设于基座上端,治具压板的中心设有用于放置弹簧扣的容置槽,位于容置槽下方的基座上设有第二顶杆槽和扣合件限位槽,所述第二顶杆沿第二顶杆槽上下活动,所述扣合件限位杆沿扣合件限位槽上下活动,第二顶杆的一侧上设有第二顶杆调节槽,基座内部横向固定设置调节槽固定架,所述调节槽固定架与第二顶杆调节槽活动连接。
11.以上设置,治具中有对应扣合件进行固定的扣合件限位杆,通过扣合件限位杆将扣合件固定在容置槽中,防止治具的扣合件在转盘机构转动的过程中产生松动和移位,进一步提高产品的可靠性。
12.进一步的,扣合件振动送料盘包括扣合件筒形料斗、设于扣合件筒形料斗下端的扣合件固定框架、设于扣合件筒形料斗内壁并螺旋上升至上沿的扣合件螺旋挡板、设于扣合件筒形料斗与扣合件固定框架之间的扣合件振动电磁铁和设于扣合件固定框架底端的扣合件减震胶垫,扣合件减震胶垫设置在工作台上,在扣合件筒形料斗的侧壁与扣合件螺旋的挡板之间形成扣合件输送通道,在扣环筒形料斗的一侧设有扣合件水平送料轨道,扣合件水平送料轨道一端伸入扣合件筒形料斗内并与扣合件输送通道连接,扣合件水平送料轨道的另一端与扣合件送料装置连接,扣合件水平送料轨道下端设有支撑扣合件水平送料轨道的扣合件支撑座。
13.以上设置,扣合件筒形料斗在振动电磁铁的作用下,扣合件逐渐移动到边缘的扣合件螺旋的根部再沿着扣合件螺旋环绕上升,由于振动的作用下,扣合件会在上升过程中后组建整齐堆叠,使得扣合件沿着扣合件水平送料轨道,而减震胶垫可以降低设备在运行时对工作台的振动情况,减少一定的噪音。
14.进一步的,扣合件送料装置还包括第九支架、第九支撑板、第九推送装置和第九推送板,第九支架固定安装于工作台上,第九支架上设有第九支撑板,第九推送板滑动连接在第九支撑板上,第九推送装置固定安装于第九支撑板一端,第九推送装置的输出端与第九推送板固定连接,第九推送装置输出端的活动方向与扣合件送料轨道长度方向垂直,扣合件送料件固定安装在第九推送板上端。
15.以上设置,当扣合件沿扣合件送料轨道进入扣合件送料件中,通过第九推送装置带动第九推送板移动,第九推送板带动扣合件送料件同步移动,因此,扣合件由于扣合件送料件的移动按顺序进入,输送结构简单,方便快捷。
16.进一步的,第九支撑板长度方向设置有第九滑轨,第九推送板一侧固定连接有第九滑块,第九滑块另一侧设有第九滑槽,第九滑槽与第九滑轨活动连接。
17.以上设置,第九滑块通过第九滑槽与第九滑轨滑动连接,位于第九滑块上的扣合
件送料件也随着第九滑块的滑动而移动,滑动结构简单。
18.进一步的,扣合件送料槽两侧设有扣合件限位块,扣合件限位块下端通过伸缩件与第九推送板上端连接,扣合件限位块沿扣合件送料件上下活动。
19.以上设置,当扣合件沿着扣合件送料轨道进入到扣合件送料槽后,随着扣合件送料件的移动,后续的扣合件无法进入,只有当扣合件送料件复位后,后一个扣合件继续沿着送料轨道进入到扣合件送料槽,扣合件逐个逐个按顺序进入,扣合件送料槽两侧的扣合件限位块对扣合件具有抵持作用,限制了扣合件进入到扣合件送料槽时的方向,有效提高送料稳定性。
20.进一步的,扣合件装配装置位于扣合件送料槽上方,扣合件装配装置包括第十支架、扣合件固定板、扣合件水平滑动板、扣合件竖直滑动板、第十推送装置、第十滑块、第十一推送装置、第十一滑块和扣合件夹爪,第十支架固定安装在工作台上,扣合件固定板与第十支架固定连接,第十推送装置固定安装在扣合件固定板上,扣合件水平滑动板滑动设置在扣合件固定板上;第十推送装置的输出端与扣合件水平滑动板固定连接,第十推送装置的输出端的活动方向与扣合件送料槽的宽度方向相同;第十一推送装置固定安装在扣合件水平滑动板上,扣合件竖直滑动板滑动设置在扣合件水平滑动板上;第十一推送装置的输出端与扣合件竖直滑动板固定连接,第十一推送装置的输出端的活动方向为垂直于扣合件送料槽方向;扣合件竖直滑动板一侧上设有扣合件夹爪。
21.以上设置,第十一推送装置向下动作带动扣合件竖直滑动板向下移动,同时带动扣合件竖直滑动板上的扣合件夹爪向下移动,扣合件夹爪向下按压扣合件限位块,扣合件限位块脱离扣合件两侧,扣合件夹爪将扣合件送料槽中的扣合件夹紧,第十一推送装置向上动作带动扣合件竖直滑动板向上移动,第十推送装置向前动作带动扣合件水平滑动板向前移动,扣合件移动至对应治具的上方时,第十一推送装置向下动作带动扣合件竖直滑动板向下移动,此时扣合件位于治具开口一侧,第十推送装置向前移动带动扣合件插入扣环开口中,输送过程简单快捷,装配准精度高,装配效率高。
22.进一步的,扣合件固定板长度方向设置有扣合件水平搬运滑轨,扣合件水平滑动板一侧固定连接有扣合件水平搬运滑块,扣合件水平搬运滑块另一侧设有扣合件水平搬运滑槽,扣合件水平搬运滑槽与扣合件水平搬运滑轨活动连接。
23.以上设置,扣合件水平搬运滑块通过扣合件水平搬运滑槽与扣合件水平搬运滑轨活动连接,位于扣合件水平搬运滑块上的扣合件水平滑动板也随着扣合件水平搬运滑块滑动而移动,滑动结构简单。
24.进一步的,扣合件水平滑动板垂直于扣合件落料槽方向设置有扣合件竖直搬运滑轨,扣合件竖直滑动板一侧固定连接有扣合件竖直搬运滑块,扣合件竖直搬运滑块另一侧设有扣合件竖直搬运滑槽,扣合件竖直搬运滑槽与扣合件竖直搬运滑轨活动连接。
25.以上设置,扣合件竖直搬运滑块通过扣合件竖直搬运滑槽与扣合件竖直搬运滑轨活动连接,位于扣合件竖直搬运滑块上的扣合件竖直滑动板也随着扣合件竖直搬运滑块滑动而移动,滑动结构简单。
26.进一步的,扣合件送料装置靠近治具一侧设有扣合件限位装置,扣合件限位装置包括扣合件限位支架、扣合件限位推送装置和第四顶柱,扣合件限位支架设于工作台上,扣合件限位装置与扣合件限位支架一侧固定连接,第四顶杆与扣合件限位推送装置的输出端
固定连接,扣合件限位推送装置的活动方向垂直于治具,第四顶杆对应治具上第二顶杆的位置。
27.以上设置,当扣合件送入至治具中与扣环连接后,扣合件限位推送装置的输出端带动第四顶杆向上移动,第四顶杆撞击对应治具下端的连接杆,连接杆向上移动带动第二顶杆和扣合件限位杆向上移动并形成固定,扣合件限位杆上端的第二顶杆凸块向上移动,第二顶杆凸块与扣合件外侧贴合抵持,有效限制扣合件向外移动,装配精度高。
附图说明
28.图1为本实用新型中扣合件装配机构的结构示意图。
29.图2为本实用新型中振动盘的结构示意图。
30.图3为本实用新型中扣合件送料装置的结构示意图。
31.图4为本实用新型中扣合件装配装置的结构示意图。
32.图5为本实用新型中扣合件限位装置的结构示意图。
33.图6为本实用新型中工作台的简单布置图。
34.图7为本实用新型中治具的俯视图。
35.图8为本实用新型中治具的爆炸图。
36.图9为本实用新型中制作出的产品弹簧扣的结构爆炸图。
具体实施方式
37.下面结合附图和具体实施方式对本实用新型做进一步详细说明。
38.如图1-9所示,一种扣合件装配机构,包括扣合件振动送料盘61、扣合件送料装置62和扣合件装配装置63;扣合件振动送料盘61的一侧设有用于设有治具20的转盘机构2,治具20上安装有扣环11,且扣合件12的一侧设有与扣环的开口端的一侧相匹配的第二开口121;
39.在所述扣合件振动送料盘61内设有扣合件输送通道,在扣合件振动送料盘61的一侧设有扣合件水平送料轨道613,所述扣合件水平送料轨道613一端与扣合件振动送料盘611连接,
40.所述扣合件送料装置62包括扣合件送料件625,所述扣合件送料件625上设有与扣合件送料轨道613长度方向相同的扣合件送料槽6250,所述送料槽6250一端设有送料槽开口6251,所述送料槽开口6251与扣合件水平送料轨道613出料端连接,
41.所述扣合件装配装置63位于扣合件送料槽6250上方,所述扣合件装配装置63将扣合件12移动到治具20上且使得扣合件12的第二开口121推入到治具20上装配好有扣环的开口端的一侧。
42.该扣合件装配机构的工作原理,通过转盘机构2将装有扣环11和弹簧件12送至扣合件装配装置63中,经过扣合件振动送料盘611输送扣合件12通过扣合件水平送料轨道613经过送料槽开口6251输送到扣合件送料装置62上,再通过扣合件装配装置63将扣合件12移动到治具20上且使得扣合件12的第二开口121推入到治具2上装配好有扣环11的开口端1111的一侧实现将扣合件12输送至对应的治具20中并与治具20上扣环实现装配,因此整个过程无需先将扣合件12安装在治具20上然后通过推送治具201实现装配,且扣合件12也是
通过输送到送料槽开口6251然后从送料槽开口6251推入到治具20上,整个过程操作简单,同时由于扣合件12与扣环的装配是通过扣合件12的第二开口121推入到扣环11内,通过扣合件121的第二开口121与扣环11的一侧实现装配,仅仅需要推入即可无需进行夹持上下移动并推入,且在多次移动以及推送过程中导致产品的稳定性不好的问题,使得产品结构可靠性高。
43.如图7和图8所示,所述治具20包括基座201、治具压板202、第二顶架205,所述第二顶架205为u型杆,第二顶架205包扣合件限位杆2054、第二顶杆2055和连接杆2056,所述扣合件限位杆2054上端设有与扣合件12外侧匹配设置的第二顶杆凸块2050,扣环限位杆2050下端与第二顶杆2055下端通过连接杆2056连接,所述治具压板202设于基座201上端,治具压板202的中心设有用于放置弹簧扣的容置槽206,位于容置槽206下方的基座201上设有第二顶杆槽2051和扣合件限位槽2053,所述第二顶杆2055沿第二顶杆槽2051上下活动,所述扣合件限位杆2054沿扣合件限位槽2053上下活动,第二顶杆2055的一侧上设有第二顶杆调节槽2052,基座201内部横向固定设置调节槽固定架2057,所述调节槽固定架2057与第二顶杆调节槽2052活动连接。
44.以上设置,治具20中有对应扣合件12进行固定的扣合件限位杆2054,通过扣合件限位杆2054将扣合件12固定在容置槽206中,防止治具20的扣合件12在转盘机构2转动的过程中产生松动和移位,进一步提高产品的可靠性。
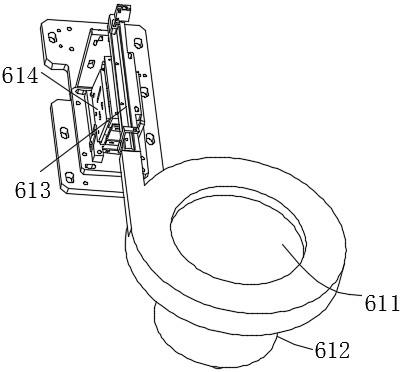
45.如图1-3所示,扣合件装配机构6包括扣合件振动送料盘61、扣合件送料装置62和扣合件装配装置63,扣合件振动送料盘61包括扣合件筒形料斗611、设于扣合件筒形料斗611下端的扣合件固定框架612、设于扣合件筒形料斗611内壁并螺旋上升至上沿的扣合件螺旋挡板(图中未示出)、设于扣合件筒形料斗611与扣合件固定框架612之间的扣合件振动电磁铁(图中未示出)和设于扣合件固定框架612底端的扣合件减震胶垫(图中未示出),扣合件减震胶垫设置在工作台1上,在扣合件筒形料斗611的侧壁与扣合件螺旋的挡板之间形成扣合件输送通道,在扣环筒形料斗611的一侧设有扣合件水平送料轨道613,扣合件水平送料轨道613一端伸入扣合件筒形料斗611内并与扣合件输送通道连接,扣合件水平送料轨道613的另一端与扣合件送料装置62连接,扣合件水平送料轨道下613端设有支撑扣合件水平送料轨道613的扣合件支撑座614。
46.以上设置,扣合件筒形料斗611在振动电磁铁的作用下,扣合件逐渐移动到边缘的扣合件螺旋的根部再沿着扣合件螺旋环绕上升,由于振动的作用下,扣合件12会在上升过程中后组建整齐堆叠,使得扣合件沿着扣合件水平送料轨道613,而减震胶垫可以降低设备在运行时对工作台1的振动情况,减少一定的噪音;通过螺旋上升输送扣合件的方式为现有技术(如中国专利申请号为201920635751.9的专利文献),在此不再累述。
47.如图3所示扣合件送料装置62还包括第九支架621、第九支撑板622、第九推送装置623和第九推送板624,第九支架621固定安装于工作台1上,第九支架621上设有第九支撑板622,第九推送板624滑动连接在第九支撑板622上,第九推送装置623固定安装于第九支撑板622一端,第九推送装置623的输出端与第九推送板624固定连接,第九推送装置623输出端的活动方向与扣合件送料轨道长度方向垂直,扣合件送料件625固定安装在第九推送板624上端。
48.以上设置,当扣合件沿扣合件送料轨道613进入扣合件送料件625中,通过第九推
送装置623带动第九推送板624移动,第九推送板624带动扣合件送料件625同步移动,因此,扣合件12由于扣合件送料件625的移动按顺序进入,输送结构简单,方便快捷。
49.如图3所示,第九支撑板622长度方向设置有第九滑轨6221,第九推送板624一侧固定连接有第九滑块6222,第九滑块6222另一侧设有第九滑槽6223,第九滑槽6223与第九滑轨6222活动连接。
50.以上设置,第九滑块6222通过第九滑槽与6223第九滑轨6221滑动连接,位于第九滑块6222上的扣合件送料件625也随着第九滑块6222的滑动而移动,滑动结构简单。
51.如图3所示,扣合件送料槽6250两侧设有扣合件限位块626,扣合件限位块626下端通过伸缩件627与第九推送板624上端连接,扣合件限位块626沿扣合件送料件625上下活动。
52.以上设置,当扣合件沿着扣合件送料轨道613进入到扣合件送料槽6250后,随着扣合件送料件625的移动,后续的扣合件12无法进入,只有当扣合件送料件625复位后,后一个扣合件12继续沿着送料轨道613进入到扣合件送料槽6250,扣合件12逐个逐个按顺序进入,扣合件送料槽6250两侧的扣合件限位块626对扣合件具有抵持作用,限制了扣合件12进入到扣合件送料槽6250时的方向,有效提高送料稳定性。
53.如图4所示,扣合件装配装置63位于扣合件送料槽62上方,扣合件装配装置63包括第十支架631、扣合件固定板632、扣合件水平滑动板633、扣合件竖直滑动板634、第十推送装置637、第十一推送装置638和扣合件夹爪639,第十支架631固定安装在工作台1上,扣合件固定板632与第十支架631固定连接,第十推送装置637固定安装在扣合件固定板632上,扣合件水平滑动板633滑动设置在扣合件固定板632上;第十推送装置637的输出端与扣合件水平滑动板633一侧固定连接,第十推送装置637的输出端的活动方向与扣合件送料槽6250的宽度方向相同;第十一推送装置638固定安装在扣合件水平滑动板633上,扣合件竖直滑动板634滑动设置在扣合件水平滑动板633上;第十一推送装置638的输出端与扣合件竖直滑动板634固定连接,第十一推送装置638的输出端的活动方向为垂直于扣合件送料槽6250方向;扣合件竖直滑动板634一侧上设有扣合件夹爪639。
54.以上设置,第十一推送装置638向下动作带动扣合件竖直滑动板634向下移动,同时带动扣合件竖直滑动板634上的扣合件夹爪639向下移动,扣合件夹爪639向下按压扣合件限位块626,扣合件限位块626脱离扣合件两侧,扣合件夹爪639将扣合件送料槽6250中的扣合件夹紧,第十一推送装置638向上动作带动扣合件竖直滑动板634向上移动,第十推送装置637向前动作带动扣合件水平滑动板633向前移动,扣合件12移动至对应治具20的上方时,第十一推送装置638向下动作带动扣合件竖直滑动板634向下移动,此时扣合件12位于治具开口一侧,第十推送装置637向前移动带动扣合件12插入扣环开口1111中,输送过程简单快捷,装配准精度高,装配效率高。
55.如图4所示,扣合件固定板632长度方向设置有扣合件水平搬运滑轨6321,扣合件水平滑动板633一侧固定连接有扣合件水平搬运滑块6322,扣合件水平搬运滑块6322另一侧设有扣合件水平搬运滑槽6323,扣合件水平搬运滑槽6323与扣合件水平搬运滑轨6322活动连接。
56.以上设置,扣合件水平搬运滑块6322通过扣合件水平搬运滑槽6323与扣合件水平搬运滑轨6322活动连接,位于扣合件水平搬运滑块6322上的扣合件水平滑动板633也随着
扣合件水平搬运滑块6322滑动而移动,滑动结构简单。
57.如图1和图4所示,扣合件水平滑动板633垂直于扣合件落料槽6250方向设置有扣合件竖直搬运滑轨6331,扣合件竖直滑动板634一侧固定连接有扣合件竖直搬运滑块6332,扣合件竖直搬运滑块6332另一侧设有扣合件竖直搬运滑槽6333,扣合件竖直搬运滑槽6333与扣合件竖直搬运滑轨6331活动连接。
58.以上设置,扣合件竖直搬运滑块6332通过扣合件竖直搬运滑槽6333与扣合件竖直搬运滑轨6331活动连接,位于扣合件竖直搬运滑块6332上的扣合件竖直滑动板634也随着扣合件竖直搬运滑块6332滑动而移动,滑动结构简单。
59.如图1和图5所示,扣合件送料装置62靠近治具一侧设有扣合件限位装置64,扣合件限位装置64包括扣合件限位支架641、扣合件限位推送装置642和第四顶柱643,扣合件限位支架641设于工作台1上,扣合件限位装置64与扣合件限位支架641一侧固定连接,第四顶杆643与扣合件限位推送装置642的输出端固定连接,扣合件限位推送装置642的活动方向垂直于治具20,第四顶杆643对应治具20上第二顶杆2055的位置。
60.以上设置,当扣合件送入至治具20中与扣环连接后,扣合件限位推送装置642的输出端带动第四顶杆643向上移动,第四顶杆643撞击对应治具20下端的连接杆2056,连接杆2056向上移动带动第二顶杆2055和扣合件限位杆2052向上移动并形成固定,扣合件限位杆2054上端的第二顶杆凸块2050向上移动,第二顶杆凸块2050与扣合件12外侧贴合抵持,有效限制扣合件12向外移动,装配精度高。
61.以上结构,当装配正常的弹簧与扣环组装的治具20沿转盘机构2进入到扣合件装配工位后,扣合件12沿着扣合件水平送料轨道313进入到扣合件送料件625中的扣合件送料槽6250内,而扣合件送料槽6250内只能容纳一个扣合件,第九推送装置623向前移动带动扣合件送料件625向前移动,后续的扣合件12受到扣合件送料件625侧壁的阻碍无法继续向前进入,当扣合件送料件625移动至扣合件装配装置63下端时,第九推送装置623停止动作,第十一推送装置638向下动作带动扣合件竖直滑动板634向下移动,同时带动扣合件竖直滑动板634上的扣合件夹爪639向下移动,扣合件夹爪639向下按压扣合件限位块626,扣合件限位块626脱离扣合件12两侧,扣合件夹爪639将扣合件送料槽6250中的扣合件夹紧,第十一推送装置638向上动作带动扣合件竖直滑动板634向上移动,第十推送装置637向前动作带动扣合件水平滑动板633向前移动,扣合件12移动至对应治具20的上方时,第十一推送装置638向下动作带动扣合件竖直滑动板634向下移动,此时扣合件位于治具开口207一侧,在本实施例中治具开口207与扣环开口1111方向相同,第十推送装置637向前移动带动扣合件插入扣环开口1111中,限位件推送装置642的输出端带动第四顶杆643向上移动,第四顶杆643撞击对应治具20下端的连接杆2056,连接杆2056向上移动带动第二顶杆2055和扣合件限位杆2052向上移动并形成固定,扣合件限位杆2054上端的第二顶杆凸块2050向上移动,第二顶杆凸块2050与扣合件12外侧贴合抵持,限制扣合件12向外移动,组装完成后,扣合件夹爪松开,第十一推送装置638向上动作,第十推送装置637向后动作,完成复位,等待重复上述操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1