剃须刀头自动装配线用压块自动上料机构的制作方法
1.本实用新型涉及一种剃须刀头自动装配领域,特别涉及一种剃须刀头自动装配线用压块自动上料机构。
背景技术:
2.电动剃须刀:利用电力带动刀片,剃剪胡须和鬓发的整容电器,电动剃须刀按刀片动作方式分为旋转式和往复式两类,前者结构简单,噪声较小,剃须力适中;后者结构复杂,噪声大,但剃须力大,锋利度高,电动剃须刀是否能把胡子刮干净,最重要因素就是刀头。目前,市面上出售的剃须刀的刀头大致可分为涡轮式、错刀式和网膜式三种,其中错刀式刀头:利用两块金属刀片交错震动的原理,将胡子推入沟槽内刮除。
3.现有的剃须刀头如图1、图2所示,主要包括刀头外壳、固定在刀头外壳上的定刀片、贴合在所述定刀片上的动刀片、用于将所述动刀片压合在所述定刀片上的压块、设置在所述刀头外壳内并将所述压块扣压在所述刀头外壳上的扭簧、以及固定设置在所述刀头外壳上的卡座。
4.目前,这类的电动剃须刀头的装配,主要采用人工取料、手动安装的方式,这种装配方式在存在人工成本过高、且效率低下、装配精度不高、工人容易受伤的缺点。
技术实现要素:
5.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种剃须刀头自动装配线用压块自动上料机构,实现压块自动上料,替代人工作,可有效地提高生产效率,降低人工成本。
6.为实现上述目的,本实用新型提供了如下技术方案:剃须刀头自动装配线用压块自动上料机构,包括机架、设置在机架上的压块输送组件、设置在机架上间歇旋转的第一分度盘以及设置在压块输送组件一侧的压块上料组件,所述压块输送组件包括压块输送架,所述压块输送架上设有与压块振动发生器连接的压块振动板,所述压块振动板上架设有压块走料夹板,所述压块走料夹板与压块振动板之间形成供压块通过的压块走料通道,所述压块走料通道一端与压块振动盘连接,另一端设有将压块逐个送出压块走料通道的压块送料组件,所述第一分度盘对应压块送料组件的一端为压块上料工位,所述第一分度盘上设有若干个等距设置的第一刀头夹具,所述第一刀头夹具间歇停留于压块上料工位内,所述压块上料组件包括压块上料架以及将压块送料组件处的压块转送至第一刀头夹具上的压块转料组件。
7.采用上述技术方案,压块统一放置到压块振动盘内,通过压块振动盘将其振动分筛后使压块具有压块固定座的一端朝上且按预设方向呈统一状态进入到压块走料通道内,压块振动发生器用于驱动压块走料通道内的压块持续往压块送料板处运动,再有压块送料组件将压块逐个送出压块走料通道后供压块转料组件进行转移,使压块能自动化送入第一分度盘内,实现压块自动上料,替代人工作,可有效地提高生产效率,降低人工成本。
8.上述的剃须刀头自动装配线用压块自动上料机构,可进一步设置为:所述压块送料组件包括设置在压块输送架与压块上料架之间的压块送料架、设置在压块送料架一侧的压块送料气缸以及设置于压块送料气缸输出端的压块送料板,所述压块送料板与压块走料通道相抵设置,且一端开设有与压块走料通道相导通的压块送料槽,所述压块送料气缸带压块送料槽靠近或远离第一分度盘。
9.采用上述技术方案,压块统一放置到压块振动盘内,通过压块振动盘将其振动分筛后使压块具有压块固定座的一端朝上且按预设方向呈统一状态进入到压块走料通道内,当压块进入到压块送料板处时,由于此时压块送料槽与压块走料通道相导通,故压块直接进入到压块送料槽内,压块送料气缸就会驱动压块送料板将压块朝着第一分度盘的运送,且压块送料板的移动,使压块走料通道与压块送料板相抵不能前进,实现压块的逐个送料。
10.上述的剃须刀头自动装配线用压块自动上料机构,可进一步设置为:所述压块输送架与压块送料架上均设有压块检测传感器。
11.采用上述技术方案,通过设置压块检测传感器,检测压块输送架上与压块转料组件上压块是否完全到位,避免无效组装。
12.上述的剃须刀头自动装配线用压块自动上料机构,可进一步设置为:所述压块转料组件包括用于夹持压块的压块夹爪、驱动压块夹爪张开或合拢的压块夹爪气缸、驱动压块夹爪气缸在压块送料组件与第一刀头夹具之间来回往复位移的压块横向驱动机构以及驱动压块夹爪轴向升降的压块纵向驱动机构。
13.采用上述技术方案,压块夹爪气缸为气动夹爪,主要驱动压块夹爪夹持压块,而压块纵向驱动机构会带动压块夹爪气缸升降夹取压块,而压块横向驱动机构有会带动压块送料组件与第一刀头夹具之间来回往复位移完成送料。
14.上述的剃须刀头自动装配线用压块自动上料机构,可进一步设置为:所述压块纵向驱动机构包括压块升降气缸,所述压块夹爪气缸设置于压块升降气缸的输出端,所述压块夹爪朝向压块送料组件的一端设有与压块相适配的仿形腔。
15.采用上述技术方案,压块升降气缸主要带动压块夹爪气缸升降,使其能夹持住压块送料组件上的压块,而仿形腔的设置能使夹爪在和合拢时主要夹住压块上凸起压块固定座,提高夹取稳定性。
16.上述的剃须刀头自动装配线用压块自动上料机构,可进一步设置为:所述压块横向驱动机构包括压块横向安装座以及设置于压块横向安装座一侧的压块转料气缸,所述压块升降气缸设置于压块转料气缸的输出端,进而带动压块夹爪在压块送料组件与第一刀头夹具之间来回往复移动。
17.采用上述技术方案,压块转料气缸带动压块夹爪在压块送料组件与第一刀头夹具之间来回往复移动,实现自动化上料。
18.上述的剃须刀头自动装配线用压块自动上料机构,可进一步设置为:所述压块升降气缸的输出端设有夹爪气缸安装板,所述夹爪气缸安装板一端安装有所述压块夹爪气缸,另一端安装有压块压料气缸,所述压块压料气缸的输出端设有压块压料杆,所述压块压料杆设置于所述压块夹爪之间,所述压块压料气缸带动压块压料杆穿过或脱离所述仿形腔。
19.采用上述技术方案,由于需要将压块的压块卡环插入到动刀片的动刀片卡孔内,
当压块夹爪将压块夹持后放到动刀片上时,压块压料气缸带动压块压料杆穿过仿形腔将压块压在动刀片卡孔上,进而将压块与动刀片相组装,避免工人与动刀片接触时受伤,同时由于压块固定座之间存有间隙,故压块夹爪在夹持压块固定座时,压块固定座容易相向倒塌,通过设置压块压料杆,使压块压料杆优先插入压块固定座之间,对压块固定座进行支撑,避免夹坏,故该压块压料杆结构优先为t型结构。
20.上述的剃须刀头自动装配线用压块自动上料机构,可进一步设置为:所述压块横向安装座两端均设有朝向压块升降气缸的防震挡柱。
21.采用上述技术方案,通过设置防震挡柱,避免压块升降气缸在横向位置时脱出压块横向安装座,同时避免其在到位后发生碰撞,导致压块掉落,提高压块上料时的稳定性。
22.上述的剃须刀头自动装配线用压块自动上料机构,可进一步设置为:所述压块夹爪气缸横向设置于夹爪气缸安装板上,所述压块夹爪垂直安装于所述压块夹爪气缸的输出端。
23.采用上述技术方案,通过将压块夹爪气缸横向设置在夹爪气缸安装板上,使压块夹爪气缸的输出端能与压块压料杆垂直设置,进而方便压块压料杆能通过压块夹爪气缸插入到直接插入压块夹爪的仿形腔内。
24.下面结合附图对本实用新型作进一步描述。
附图说明
25.图1为剃须刀头的整体结构示意图。
26.图2为剃须刀头的的拆解示意图。
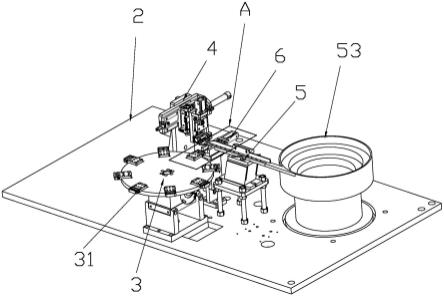
27.图3为本实用新型实施例的立体示意图。
28.图4为本实用新型实施例删除机架与第一分度盘后的结构示意图。
29.图5为本实用新型实施例压块输送组件删去压块振动盘后的结构示意图。
30.图6为本实用新型实施例压块上料组件的立体示意图。
具体实施方式
31.如图1、图2所示,剃须刀头主要包括刀头外壳1、固定在刀头外壳1上的定刀片11、贴合在所述定刀片11上的动刀片12、用于将所述动刀片12压合在所述定刀片11上的压块13、设置在所述刀头外壳1内并将所述压块13扣压在所述刀头外壳1上的扭簧14、以及固定设置在所述刀头外壳1上的卡座15,本实用新型主要公开了剃须刀头自动装配线中的压块自动上料机构,其结构的压块13一端设有压块固定座131,另一端设有压块卡环132,动刀片12上包括与压块卡环132相对设置的动刀片卡孔121。
32.如图3-图5所示,剃须刀头自动装配线用压块自动上料机构,包括机架2、设置在机架2上的压块输送组件、设置在机架2上间歇旋转的第一分度盘3以及设置在压块输送组件一侧的压块上料组件4,所述压块输送组件包括压块输送架5,所述压块输送架5上设有与压块振动发生器55连接的压块振动板56,所述压块振动板56上架设有压块走料夹板51,所述压块走料夹板51与压块振动板56之间形成供压块13通过的压块走料通道52,所述压块走料通道52一端与压块振动盘53连接,另一端设有将压块13逐个送出压块走料通道52的压块送料组件6,所述第一分度盘3对应压块送料组件6的一端为压块上料工位a,所述第一分度盘3
上设有若干个等距设置的第一刀头夹具31,所述第一刀头夹具31间歇停留于压块上料工位a内,所述压块上料组件4包括压块上料架41以及将压块送料组件6处的压块13转送至第一刀头夹具31上的压块转料组件7,所述压块送料组件6包括设置在压块输送架5与压块上料架41之间的压块送料架61、设置在压块送料架61一侧的压块送料气缸62以及设置于压块送料气缸62输出端的压块送料板63,所述压块送料板63与压块走料通道52相抵设置,且一端开设有与压块走料通道52相导通的压块送料槽64,所述压块送料气缸62带压块送料槽64靠近或远离第一分度盘3,所述压块输送架5与压块送料架61上均设有压块检测传感器54。
33.如图6所示,所述压块转料组件7包括用于夹持压块13的压块夹爪71、驱动压块夹爪71张开或合拢的压块夹爪气缸72、驱动压块夹爪气缸72在压块送料组件6与第一刀头夹具31之间来回往复位移的压块横向驱动机构以及驱动压块夹爪71轴向升降的压块纵向驱动机构,所述压块纵向驱动机构包括压块升降气缸73,所述压块夹爪气缸72设置于压块升降气缸73的输出端,所述压块夹爪71朝向压块送料组件6的一端设有与压块13相适配的仿形腔711,所述压块横向驱动机构包括压块横向安装座74以及设置于压块横向安装座85一侧的压块转料气缸75,所述压块升降气缸73设置于压块转料气缸75的输出端,进而带动压块夹爪71在压块送料组件6与第一刀头夹具31之间来回往复移动,所述压块升降气缸73的输出端设有夹爪气缸安装板76,所述夹爪气缸安装板76一端安装有所述压块夹爪气缸72,另一端安装有压块压料气缸77,所述压块压料气缸77的输出端设有压块压料杆771,所述压块压料杆771设置于所述压块夹爪71之间,所述压块压料气缸77带动压块压料杆771穿过或脱离所述仿形腔711,所述压块横向安装座74两端均设有朝向压块升降气缸73的防震挡柱741,所述压块夹爪气缸72横向设置于夹爪气缸安装板76上,所述压块夹爪71垂直安装于所述压块夹爪气缸72的输出端。
34.如图3-图6所示,本实用新型的剃须刀头自动装配线用压块自动上料机构在使用过程中,其中第一分度盘3会带动第一刀头夹具31间歇转动,而压块13则统一放置到压块振动盘53内,通过压块振动盘53将其振动分筛后使压块13具有压块固定座131的一端朝上且按预设方向呈统一状态进入到压块走料通道52内,当压块13进入到压块送料板63处时,由于此时压块送料槽64与压块走料通道52相导通,故压块13会直接进入到压块送料槽64内,压块送料气缸62就会驱动压块送料板63将压块13朝着第一分度盘3的运送,且压块送料板63的移动,使压块走料通道52与压块送料板63相抵不能前进,实现压块13的逐个送料,此时第一分度盘3带动以及装配好动刀片12的第一刀头夹具31进入到压块上料工位a内,压块升降气缸73会驱动整个夹爪气缸安装板76下移,压块压料气缸77带动压块压料杆771插入到压块13的两个压块固定座131之间,然后
35.压块夹爪气缸72驱动压块夹爪71合拢夹持住压块13的压块固定座131,压块升降气缸73在上移并被压块转料气缸75带动移动至第一刀头夹具31上方,然后通过压块升降气缸73将压块13与第一刀头夹具31内的动刀片12相抵,此时压块压料气缸77带动压块压料杆771穿出仿形腔711后将压块13按压到动刀片12上,使其压块卡环132内插入到动刀片12的动刀片卡孔121内,完成压块13自动上料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1