一种电液组合式分钢装置的制作方法
1.本实用新型属于连铸连轧生产设备技术领域,涉及一种电液组合式分钢装置。
背景技术:
2.钢坯连铸连轧生产过程中通常是4~6根连铸钢坯通过成排辊道成排热送至轧钢车间,通常需横移或提升实现单根坯料进加热炉。连铸单根来钢时间约27.5s,所以分钢装置必须在这个周期内将单根钢热送出去,避免引起连铸坯堆钢,并减少连铸连轧时热坯能量损失。
3.现有技术中,如公开号为cn112453339b的中国专利,其公开了一种连铸用分钢系统,包括同步轴、液压缸、导轨架和托坯小车,同步轴平行于铸坯纵向,液压缸和导轨架垂直于铸坯纵向且沿铸坯纵向分布在推钢机轨道梁、1#热送辊道和钩钢机钩爪的剩余空间中,托坯小车通过车轮不脱出的配合在导轨架的导轨上,托坯小车上设有用于托起铸坯的升降杆,所有液压缸通过同步轴驱动所有托坯小车同步往复移动,升降杆在托坯小车的两个极限位置分别对应1#热送辊道位和推钢机轨道停止位,升降杆到达推钢机轨道停止位后能上升为高位托起单根铸坯并保持高位、到达1#热送辊道位后能下降为低位放下单根铸坯并保持低位。实现了了将单根铸坯从推钢机轨道停止位运送至1#热送辊道位,避免了钩坯造成的冲击。但其结构复杂、投入和维护成本高、升降小车节奏慢影响轧线生产节奏。
4.又如公开号为cn104368780a的中国专利,公开了一种转轴式分钢机,包括滑轨接钢台架、接钢台架座、分钢机本体、导轨架,其特征是:滑轨接钢台架、拨钢爪、导轨架沿钢坯长度方向依次交错布置,数量各最少2组可根据钢坯长度调整,滑轨接钢台架滑轨倾角使钢坯靠自重自动下滑进钢并准确定位在初始分钢位置;分钢机依次逐根将初始分钢位置的钢坯分出,沿导轨架导轨运动,滑入与其衔接的输送设备;分钢机本体双侧驱动,对称设计;分钢机本体关键零件长轴采用空心轴结构;拨钢爪沿圆周均布两个;采用水冷滑动轴承座,采用一种单排滚子链联轴器。其采用成排钢坯下滑至滑轨接料台架,滑轨受成排坯料的冲击很大,设备容易损坏、且台架基础也容易受冲击松动或破坏,使用寿命短,维护成本高。为避免拨钢爪拨到第二根钢,对不同规格钢坯拨钢爪需更换规格,操作维护成本高。
技术实现要素:
5.有鉴于此,本实用新型的目的在于解决钢坯的单根横移推料的问题,提供一种电液组合式分钢装置。
6.为达到上述目的,本实用新型提供如下技术方案:
7.一种电液组合式分钢装置,包括设于成排辊道一侧的推钢装置,以及设于成排辊道与横移台架之间的取料装置,所述成排辊道与取料装置之间设有缓存台架,所述缓存台架与成排辊道对接;所述缓存台架远离所述成排辊道的一侧固定设有单根支架,所述单根支架上设有呈v形的滑槽,所述滑槽的宽度与单根钢坯的宽度相匹配;所述滑槽一侧与所述缓存台架对接,另一侧设有所述取料装置,所述推钢装置将钢坯从成排辊道上推送至缓存
台架上,钢坯在推钢装置的推动下逐根滑落至所述单根支架上,并通过所述取料装置从单根支架上输送至所述横移台架上。
8.进一步,所述推钢装置包括推钢液压缸、推钢小车、推头;所述成排辊道的间隙中设有小车轨道架,所述推钢小车滑动设于所述小车轨道架上;所述推头固定设于所述推钢小车上;
9.所述推钢液压缸固定设于缸体支座上;所述推钢液压缸的输出轴与所述推钢小车连接,并推动所述推钢小车在小车轨道架上移动,所述推头与成排辊道上的钢坯接触,从而将其推送至缓存台架上。
10.进一步,所述推钢液压缸的输出轴上连接有与其平行设置的导向杆,所述导向杆滑动设于所述缸体支座上。
11.进一步,所述推钢装置有多个,沿所述成排辊道的长度方向间隔布置,每个所述推钢液压缸上均设有位移传感器,且每个所述推钢液压缸的液压回路中均设有比例阀;所述位移传感器用于监控推钢液压缸的伸缩位置,并通过所述比例阀调节各液压回路,控制所有推钢液压缸同步运动。
12.进一步,所述取料装置包括驱动装置、曲轴、取料臂、摆臂、摆臂支座;所述驱动装置与曲轴连接,驱动曲轴转动;所述曲轴上设有曲柄,所述取料臂套设于所述曲柄上,并与曲柄转动连接;
13.所述摆臂转动设于所述摆臂支座上;所述摆臂的一端设有滑套,所述滑套与摆臂转动连接,所述取料臂滑动设于所述滑套中;所述取料臂的上端设有取料头,所述取料头的宽度与单根钢坯的宽度相匹配;
14.所述驱动装置通过曲轴带动取料头在单根支架与横移台架之间移动,实现往复单根取料。
15.进一步,所述取料臂有多个,沿所述成排辊道的长度方向间隔布置;每个所述取料臂均通过曲柄与曲轴转动连接;每个取料臂对应的位置均设有所述单根支架。
16.进一步,所述取料头与所述取料臂可拆卸式连接。
17.进一步,所述驱动装置有两个,分别设于所述曲轴的两端。
18.进一步,所述驱动装置包括电机、减速器,所述电机通过减速器与所述曲轴连接。
19.本实用新型的有益效果在于:本实用新型采用曲柄机构实现了成排连铸坯输送至轧钢车间后,逐根连续输送至轧线;采用钢坯单个下滑至单根支架上,由取料臂进行取料,避免了成排钢坯整体下滑导致的接料设备冲击大的问题。
20.本实用新型推钢装置采用液压驱动,取料装置采用电机驱动,利用了液压驱动与电机驱动的各自优势,两者分布配合实现快速分钢,提高了生产效率。
21.本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
22.为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用
新型作优选的详细描述,其中:
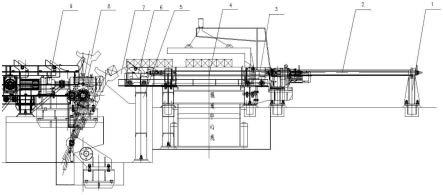
23.图1为本实用新型中电液组合式分钢装置的整体示意图;
24.图2为图1的俯视图;
25.图3为推钢装置的示意图;
26.图4为推钢液压缸示意图;
27.图5为推头示意图;
28.图6为取料装置整体示意图;
29.图7为图6的侧视图;
30.图8为取料臂的结构示意图。
31.附图标记:1-缸体支座;2-液压缸;3-推钢小车;4-成排辊道;5-小车轨道架;6-缓存台架;7-单根支架;8-取料装置;9-横移台架;10-推头;21-导向杆;81-驱动装置;82-曲轴;83-曲柄;84-取料头;85-取料臂;86-摆臂;87-摆臂支座。
具体实施方式
32.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
33.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本实用新型的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
34.本实用新型实施例的附图中相同或相似的标号对应相同或相似的部件;在本实用新型的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本实用新型的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
35.请参阅图1~8,为一种电液组合式分钢装置,包括安装在成排辊道4一侧的推钢装置,以及安装在成排辊道4与横移台架9之间的取料装置8,成排辊道4与取料装置8之间设置有缓存台架6,缓存台架6与成排辊道4对接;缓存台架6远离成排辊道4的一侧固定设置有单根支架7,单根支架7上设置有呈v形的滑槽,滑槽的宽度与单根钢坯的宽度相匹配;滑槽一侧与缓存台架6对接,另一侧设置有取料装置8,推钢装置将钢坯从成排辊道4上推送至缓存台架6上,钢坯在推钢装置的推动下逐根滑落至单根支架7上,并通过取料装置8从单根支架7上输送至横移台架9上。
36.其中,推钢装置包括推钢液压缸2、推钢小车3、推头10;成排辊道4的间隙中设置有小车轨道架5,推钢小车3滑动安装在小车轨道架5上;推头10为偏心式摆块,其在自身重力
作用下处于竖直状态,推头10通过固定架转动安装在推钢小车3上;推钢液压缸2固定安装在缸体支座1上;推钢液压缸2的输出轴与推钢小车3连接,并推动推钢小车3在小车轨道架5上移动,推头10与成排辊道4上的钢坯接触,从而将其推送至缓存台架6上。推钢液压缸2的输出轴上连接有与其平行设置的导向杆21,导向杆21滑动安装在缸体支座1上。
37.本实施例中推钢装置有多个,沿成排辊道4的长度方向间隔布置,每个推钢液压缸2上均设置有位移传感器,且每个推钢液压缸2的液压回路中均设置有比例阀;位移传感器用于监控推钢液压缸2的伸缩位置,并通过比例阀调节各液压回路,控制所有推钢液压缸2同步运动。
38.其中,取料装置8包括驱动装置81、曲轴82、取料臂85、摆臂86、摆臂支座87;驱动装置81与曲轴82连接,驱动曲轴82转动;曲轴82上设置有曲柄83,取料臂85套装在曲柄83上,并与曲柄83转动连接;摆臂86转动安装在摆臂支座87上;摆臂86的一端设置有滑套,滑套与摆臂86转动连接,取料臂85的下段滑动安装在滑套中;取料臂85的上端设置有取料头84,取料头84的宽度与单根钢坯的宽度相匹配;取料头84与取料臂85通过螺栓可拆卸式连接。驱动装置81通过曲轴82带动取料头84在单根支架7与横移台架9之间移动,实现往复单根取料。
39.本实施例中,取料臂85有多个,沿成排辊道4的长度方向间隔布置;每个取料臂85均通过曲柄83与曲轴82转动连接;每个取料臂85对应的位置均设置有单根支架7。
40.本实施例中,驱动装置81有两个,分别安装在曲轴82的两端,驱动装置81包括电机、减速器,电机通过减速器与曲轴82连接。
41.具体实施时,设置推钢液压缸2以200mm/s的速度快速伸出,带动推钢小车3推动成排辊道4上的6根钢坯到缓存台架6上,此时根据推钢液压缸2尾部的位移传感器获得的位置信息,通过控制系统控制液压回路中的比例阀,实现成排钢坯的准确停位;当单根支架7中无钢时,控制推钢液压缸2以50mm/s同步控制推钢小车3推出一根钢坯,单根分钢。同时取料臂85到达取料位置,将钢坯转移至横移台架9。
42.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1