一种用于铜管弯管的工装的制作方法
1.本实用新型涉及金属管件加工制造领域,具体涉及一种用于铜管弯管的工装。
背景技术:
2.在加工制造换热管时,需要进行管道的弯曲,常规弯管加工通过定位块与测量工具进行手工弯管,通常需要工作人员使用定位块定住金属管,使用测量工具进行尺寸测量,之后进行人工弯管,弯管过后确认尺寸以及角度,之后重复进行上述操作;此种方法对于工作人员的要求较高,在弯管过程中重复定位工序繁琐;测量相关尺寸和角度费时费力,在多次折弯时需要人员进行多次走动。
3.因此,有必要提供一种用于铜管弯管的工装以解决上述问题。
技术实现要素:
4.为实现上述目的,本实用新型提供如下技术方案:一种用于铜管弯管的工装,包括:
5.工作架;
6.底座,连接在所述工作架一端;
7.旋转底托,与所述底座连接所述工作架的另一面轴连接;
8.工装面,与所述工作架连接所述底座的另一端相连接。
9.进一步,作为优选,所述工装面包括:
10.工装板,与所述工作架一端相连接;
11.导向轮,多组布设在所述工装板上表面;
12.压紧固件,固定所述工装板上表面,处在最外侧一组所述导向轮的;
13.气缸,固定在所述工装板下表面,处在所述压紧固件下方;
14.起点块,布设在所述工装板上表面;
15.终点块,布设在所述工装板上表面。
16.进一步,作为优选,所述导向轮包括:
17.导向柱,与所述工装板固定连接;
18.导向轮槽,设置在所述导向柱的柱面上;
19.中心孔,设置在所述导向轮的圆面中心。
20.进一步,作为优选,所述工装板上设有工装板孔,且所述气缸固定在所述工装板下方;所述气缸输出端连接有气缸施力杆,所述气缸施力杆穿过所述工装板孔。
21.进一步,作为优选,所述压紧固件包括:
22.下压紧块,固定在所述工装板上表面;
23.下压紧孔,所述下压紧块一端连接所述工装板,另一端端面设有所述下压紧孔;
24.压紧块,一端与所述气缸施力杆相连接,另一端与所述气缸施力杆相接触;
25.压紧孔,布设在所述压紧块与所述气缸施力杆相接触的一端。
26.与现有技术相比,本实用新型提供了一种用于铜管弯管的工装,具有以下有益效果:
27.本实用新型实施例中,通过在工装板上固定多组导向轮,通过导向轮的位置确定弯管长度与角度,使用压紧固件固定铜管,之后进行弯管操作;在弯管过程中,如存在多次弯折时,可通过旋转旋转底托避免人员走动。
附图说明
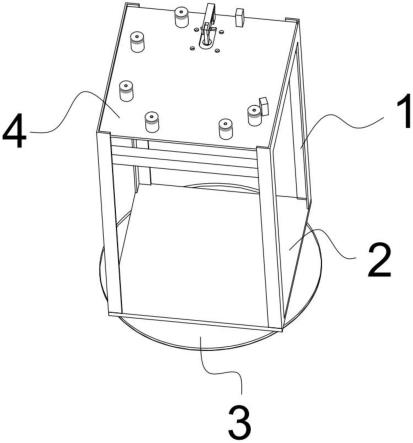
28.图1为一种用于铜管弯管的工装的结构示意图;
29.图2为一种用于铜管弯管的工装的工装面示意图;
30.图3为一种用于铜管弯管的工装的工装面俯视示意图;
31.图4为一种用于铜管弯管的工装的压紧固件与气缸示意图;
32.图5为一种用于铜管弯管的工装的部分重返板示意图;
33.图中:1、工作架;2、底座;3、旋转底托;4、工装面;40、工装板孔;41、工装板;42、导向轮;421、导向柱;422、导向轮槽;423、中心孔;43、起点块;44、终点块;45、压紧固件;451、下压紧块;452、下压紧孔;453、压紧块;454、压紧孔;46、气缸;461、气缸施力杆。
具体实施方式
34.请参阅图1~5,本实用新型实施例中,一种用于铜管弯管的工装,包括:
35.工作架1;
36.底座2,连接在所述工作架1一端;
37.旋转底托3,与所述底座2连接所述工作架1的另一面轴连接;
38.工装面4,与所述工作架1连接所述底座2的另一端相连接;
39.作为较佳的实施例,所述旋转底托3可进行旋转,进而带动所述工装面4进行旋转,在对铜管进行多次弯折时,可通过旋转底托3旋转,将需要进行弯折的部位转至作业人员面前。
40.本实施例中,如图2,所述工装面4包括:
41.工装板41,与所述工作架1一端相连接;
42.导向轮42,多组布设在所述工装板41上表面;
43.压紧固件45,固定所述工装板41上表面,处在最外侧一组所述导向轮42的;
44.气缸46,固定在所述工装板41下表面,处在所述压紧固件45下方;
45.起点块43,布设在所述工装板41上表面;
46.终点块44,布设在所述工装板41上表面。
47.作为较佳的实施例,可根据铜管的弯折需求调整所述导向轮42的数量以及位置,所述起点块43与所述终点块44也可自行调整位置;所述压紧固件45通过所述气缸46进行固定作业。
48.本实施例中,如图4,所述导向轮42包括:
49.导向柱421,与所述工装板41固定连接;
50.导向轮槽422,设置在所述导向柱421的柱面上;
51.中心孔423,设置在所述导向轮42的圆面中心。
52.作为较佳的实施例,可根据弯管需求确认所述导向轮42的位置,通过所述中心孔423确认位置,将所述导向柱421固定在所述工装板41,所述导向轮槽422深和弧度精准控制,槽深过深会引起换热管变形,过浅换热管容易滑出所述导向轮槽422,所述导向轮槽422边角要设计成圆角,否则换热管会划伤,所述导向轮42和导向轮42之间的距离要精准设计,否则会影响折弯角度和尺寸。
53.本实施例中,如图5,所述工装板41上设有工装板孔40,且所述气缸46固定在所述工装板41下方;所述气缸46输出端连接有气缸施力杆461,所述气缸施力杆461穿过所述工装板孔40。
54.本实施例中,如图5,所述压紧固件45包括:
55.下压紧块451,固定在所述工装板41上表面;
56.下压紧孔452,所述下压紧块451一端连接所述工装板41,另一端端面设有所述下压紧孔452;
57.压紧块453,一端与所述气缸施力杆461相连接,另一端与所述气缸施力杆461相接触;
58.压紧孔454,布设在所述压紧块453与所述气缸施力杆461相接触的一端。
59.作为较佳的实施例,所述气缸46控制所述气缸施力杆461进行拉伸收缩作业,进而控制所述压紧块453进行上升下压,铜管穿过所述压紧孔454和所述下压紧孔452,通过控制所述下压紧块451,进而控制所述下压紧孔452,从而固定待折弯铜管。
60.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种用于铜管弯管的工装,其特征在于:包括:工作架(1);底座(2),连接在所述工作架(1)一端;旋转底托(3),与所述底座(2)连接所述工作架(1)的另一面轴连接;工装面(4),与所述工作架(1)连接所述底座(2)的另一端相连接。2.根据权利要求1所述的一种用于铜管弯管的工装,其特征在于:所述工装面(4)包括:工装板(41),与所述工作架(1)一端相连接;导向轮(42),多组布设在所述工装板(41)上表面;压紧固件(45),固定所述工装板(41)上表面,处在最外侧一组所述导向轮(42)的;气缸(46),固定在所述工装板(41)下表面,处在所述压紧固件(45)下方;起点块(43),布设在所述工装板(41)上表面;终点块(44),布设在所述工装板(41)上表面。3.根据权利要求2所述的一种用于铜管弯管的工装,其特征在于:所述导向轮(42)包括:导向柱(421),与所述工装板(41)固定连接;导向轮槽(422),设置在所述导向柱(421)的柱面上;中心孔(423),设置在所述导向轮(42)的圆面中心。4.根据权利要求2所述的一种用于铜管弯管的工装,其特征在于:所述工装板(41)上设有工装板孔(40),且所述气缸(46)固定在所述工装板(41)下方;所述气缸(46)输出端连接有气缸施力杆(461),所述气缸施力杆(461)穿过所述工装板孔(40)。5.根据权利要求2所述的一种用于铜管弯管的工装,其特征在于:所述压紧固件(45)包括:下压紧块(451),固定在所述工装板(41)上表面;下压紧孔(452),所述下压紧块(451)一端连接所述工装板(41),另一端端面设有所述下压紧孔(452);压紧块(453),一端与所述气缸施力杆(461)相连接,另一端与所述气缸施力杆(461)相接触;压紧孔(454),布设在所述压紧块(453)与所述气缸施力杆(461)相接触的一端。
技术总结
本实用新型公开了一种用于铜管弯管的工装,涉及金属管件加工制造领域,包括:工作架;底座,连接在所述工作架一端;旋转底托,与所述底座连接所述工作架的另一面轴连接;工装面,与所述工作架连接所述底座的另一端相连接;以此达到简化铜管折弯步骤,提高折弯准确性,增加折弯管生产效率。加折弯管生产效率。加折弯管生产效率。
技术研发人员:李玉柱
受保护的技术使用者:艾普尔换热器(苏州)有限公司
技术研发日:2022.07.18
技术公布日:2022/12/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1