一种半自动刷架加工定位孔钻孔装置的制作方法
一种半自动刷架加工定位孔钻孔装置
[技术领域]
[0001]
本实用新型涉及刷架加工技术领域,具体地说是一种半自动刷架加工定位孔钻孔装置。
[
背景技术:
]
[0002]
目前,刷架加工定位孔用钻床加专用钻模加工,该产品加工用铜套内孔定位,夹具芯棒过松会发生尺寸偏差,过紧则卸料困难;且,刷架需二次钻孔会有未加工现象发生,操作人员如用力不均钻头容易断裂;而若采用传统加工方式,则费时费力,且质量无法保证。因此,若能提供一种采用半自动钻孔方式,解决上述问题,将具有非常重要的意义。
[
技术实现要素:
]
[0003]
本实用新型的目的就是要解决上述的不足而提供一种半自动刷架加工定位孔钻孔装置,能够避免漏加工和定位不准的质量问题,确保产品质量,工作稳定,且操作简单、可靠。
[0004]
为实现上述目的设计一种半自动刷架加工定位孔钻孔装置,包括用于放置待加工刷架的工装5,所述工装5连接在送料气缸1的活塞端,所述送料气缸1水平布置,所述送料气缸1用于将刷架送到加工位置,所述送料气缸1前后端分别装设有传感器一3、传感器二2,所述传感器一3、传感器二2用于检测工装5的位置,所述传感器一3电连接下压气缸7,所述下压气缸7竖直布置,所述下压气缸7设于加工位置上方,且活塞端指向加工位置,所述下压气缸7前后端分别装设有传感器三9、传感器四8,所述传感器三9用于检测工件压紧到位,所述传感器三9分别电连接钻头电机一23、钻头电机二30,所述钻头电机一23、钻头电机二30设置在加工位置左右两侧,且分别连接气缸一18、气缸二26的活塞端,所述钻头电机一23、钻头电机二30的输出端分别装设有钻头一24、钻头二31,所述气缸一18、气缸二26分别推动钻头电机一23、钻头电机二30将旋转的钻头一24、钻头二31送入工装5钻模孔中。
[0005]
进一步地,所述钻头电机一23、钻头电机二30分别安装在滑台二21、滑台三29上,所述滑台二21、滑台三29分别连接在气缸一18、气缸二26的活塞端,所述气缸一18、气缸二26分别推动滑台二21、滑台三29进而将旋转的钻头一24、钻头二31送入工装5钻模孔中,从而运行更平稳,也使得钻头电机带动钻头更精准地钻孔。
[0006]
进一步地,所述工装5下方设置有卸料气缸13,所述卸料气缸13电连接传感器四8,所述卸料气缸13的活塞端连接有顶针16,并通过顶针16将刷架顶出工装5,利用卸料气缸将工件(刷架)顶出工装并用压缩空气吹落滑槽入箱,使得卸料更加方便。
[0007]
进一步地,所述卸料气缸13前后端分别装设有传感器九14、传感器十15,所述传感器十15电连接送料气缸1,确保获得更高的工作关联性,提高了工作效率。
[0008]
进一步地,所述工装5处设置有气嘴22,所述气嘴22与压缩空气管道连接,所述气嘴22用于将刷架吹落至滑槽17内。
[0009]
进一步地,所述送料气缸1的活塞端连接有滑台一4,所述滑台一4可滑动式连接在
工作台上,所述工装5安装在滑台一4上,并随滑台一4将刷架送到加工位置,这使得工装5随滑台一4在送料气缸1的带动下运行更平稳。
[0010]
进一步地,所述钻头一24、钻头二31下方分别设置有缓冲器一25、缓冲器二32,所述缓冲器一25设置在滑台二21与工装5之间,所述缓冲器二32设置在滑台三29与工装5之间,从而经缓冲器一25、缓冲器二32均速对刷架铜套定位加工。
[0011]
进一步地,所述气缸一18前后端分别装设有传感器五20、传感器六19,所述气缸二26前后端分别装设有传感器七28、传感器八27,所述传感器五20、传感器七28分别电连接气缸一18、气缸二26,所述传感器六19、传感器八27分别电连接钻头电机一23、钻头电机二30。
[0012]
本实用新型同现有技术相比,通过将刷架放入工装,由送料气缸将刷架送到加工位置,下压气缸将工件压紧后,左、右装有钻头的电机运转,并将高速运转的钻头送入工装钻模孔中,经缓冲器均速对刷架铜套定位加工,能够确保产品质量、工作稳定,效率可提高50%以上,且能够避免漏加工和定位不准的质量问题;此外,本实用新型所述的刷架钻定位孔的装置对操作人员的要求可以降低,只需经过安全培训就能正常操作,操作简单、可靠,值得推广应用。
[附图说明]
[0013]
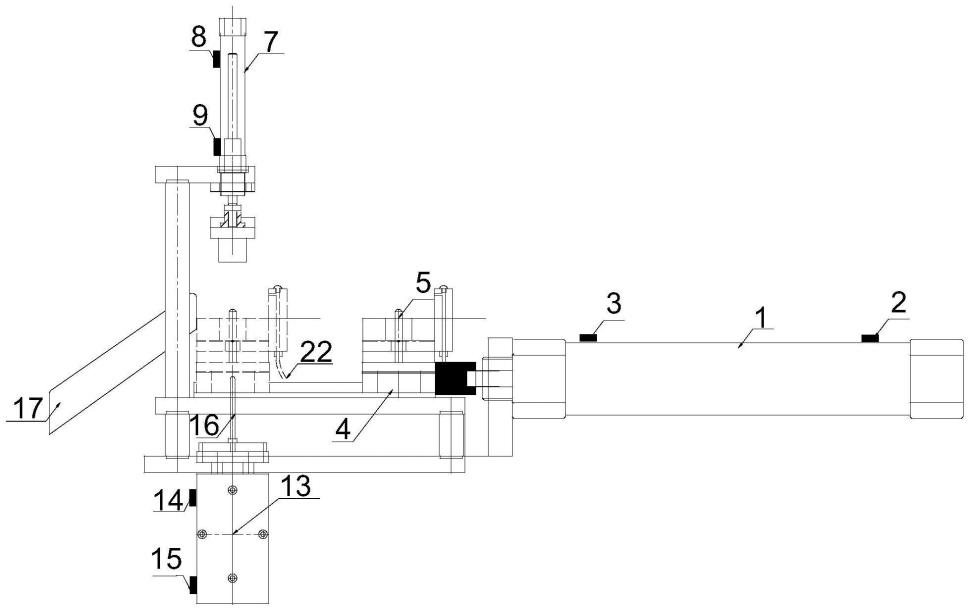
图1是本实用新型的结构示意图;
[0014]
图2是图1的侧面结构示意图;
[0015]
图3是本实用新型加工产品图;
[0016]
图4是图3的俯视图;
[0017]
图中:1、送料气缸 2、传感器二 3、传感器一 4、滑台一 5、工装 7、下压气缸 8、传感器四 9、传感器三 13、卸料气缸 14、传感器九 15、传感器十 16、顶针 17、滑槽 18、气缸一 19、传感器六 20、传感器五 21、滑台二 22、气嘴 23、钻头电机一 24、钻头一 25、缓冲器一 26、气缸二 27、传感器八 28、传感器七 29、滑台三 30、钻头电机二 31、钻头二 32、缓冲器二。
[具体实施方式]
[0018]
下面结合附图对本实用新型作以下进一步说明:
[0019]
如附图1和附图2所示,本实用新型提供了一种半自动刷架加工定位孔钻孔装置,包括用于放置待加工刷架的工装5,工装5连接在送料气缸1的活塞端,送料气缸1水平布置,送料气缸1用于将刷架送到加工位置,送料气缸1前后端分别装设有传感器一3、传感器二2,传感器一3、传感器二2用于检测工装5的位置,传感器一3电连接下压气缸7,下压气缸7竖直布置,下压气缸7设于加工位置上方,且活塞端指向加工位置,下压气缸7前后端分别装设有传感器三9、传感器四8,传感器三9用于检测工件压紧到位,传感器三9分别电连接钻头电机一23、钻头电机二30,钻头电机一23、钻头电机二30设置在加工位置左右两侧,且分别连接气缸一18、气缸二26的活塞端,钻头电机一23、钻头电机二30的输出端分别装设有钻头一24、钻头二31,气缸一18、气缸二26分别推动钻头电机一23、钻头电机二30将旋转的钻头一24、钻头二31送入工装5钻模孔中;工装5下方设置有卸料气缸13,卸料气缸13电连接传感器四8,卸料气缸13的活塞端连接有顶针16,并通过顶针16将刷架顶出工装5,利用卸料气缸将
工件(刷架)顶出工装并用压缩空气吹落滑槽入箱,使得卸料更加方便。
[0020]
其中,钻头电机一23、钻头电机二30分别安装在滑台二21、滑台三29上,滑台二21、滑台三29分别连接在气缸一18、气缸二26的活塞端,气缸一18、气缸二26分别推动滑台二21、滑台三29进而将旋转的钻头一24、钻头二31送入工装5钻模孔中,从而运行更平稳,也使得钻头电机带动钻头更精准地钻孔。卸料气缸13前后端分别装设有传感器九14、传感器十15,传感器十15电连接送料气缸1,确保获得更高的工作关联性,提高了工作效率;工装5处还设置有气嘴22,气嘴22与压缩空气管道连接,气嘴22用于将刷架吹落至滑槽17内。
[0021]
本实用新型中,送料气缸1的活塞端连接有滑台一4,滑台一4可滑动式连接在工作台上,工装5安装在滑台一4上,并随滑台一4将刷架送到加工位置,这使得工装5随滑台一4在送料气缸1的带动下运行更平稳。钻头一24、钻头二31下方分别设置有缓冲器一25、缓冲器二32,缓冲器一25设置在滑台二21与工装5之间,缓冲器二32设置在滑台三29与工装5之间,从而经缓冲器一25、缓冲器二32均速对刷架铜套定位加工。气缸一18前后端分别装设有传感器五20、传感器六19,气缸二26前后端分别装设有传感器七28、传感器八27,传感器五20、传感器七28分别电连接气缸一18、气缸二26,传感器六19、传感器八27分别电连接钻头电机一23、钻头电机二30。
[0022]
本实用新型的工作原理为,将刷架放入工装按动启动按钮,送料气缸将刷架送到加工位置,下压气缸将工件压紧后;左、右装有钻头的电机运转,并将高速运转的钻头送入工装钻模孔中,经缓冲器均速对刷架铜套定位加工。深度满足后电机及钻头退回停止,压紧气缸上升放松;当压紧气缸至上限时,卸料气缸将工件(刷架)顶出工装并用压缩空气吹落滑槽入箱;送料气缸退回准备下一工件加工循环。本实用新型所述的刷架加工定位孔钻孔装置能够避免漏加工和定位不准的质量问题。
[0023]
本实用新型的具体工作进程为:
[0024]
(1)将待加工的刷架放入工装5中,送料气缸1将工件经滑台一4,送入加工工作位置;气缸前端传感器二2、传感器一3能检测到工装5的位置,到工作位置后传感器一3动作;
[0025]
(2)传感器一3感知后,下压气缸7动作下压,工件压紧后传感器三9动作;
[0026]
(3)传感器三9起动钻头电机一23、钻头电机二30,经检流计检测到工作电流确认电机旋转后,气缸一18、气缸二26同时推动滑台二21、滑台三29,将旋转的钻头一24、钻头二31送入工装钻孔中;经缓冲器一25、缓冲器二32均速切削;传感器五20、传感器七28动作后延时1s,确保钻削成功;
[0027]
(4)钻孔结束后气缸一18、气缸二26同时回退,传感器六19、传感器八27检测到位后钻头电机一23、钻头电机二30断电停止;压紧气缸7上升;
[0028]
(5)压紧气缸7上升后传感器四8动作,卸料气缸13通过项针16将工件顶出,同时压缩空气通过气嘴22将工件吹落至滑槽17内,工件滑入周转箱中,传感器九14动作后延时2s左右,卸料气缸回退;
[0029]
(6)传感器十15动作后,送料气缸1回退,传感器二2感知后一个工作循环结束;
[0030]
(7)该装置采用压缩空气、电磁阀、plc编程顺序控制,工作可靠。
[0031]
本实用新型并不受上述实施方式的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1