一种螺柱焊枪及螺柱焊接系统的制作方法
1.本实用新型涉及螺柱焊接工具技术领域,尤其涉及一种螺柱焊枪及螺柱焊接系统。
背景技术:
2.螺柱焊枪用于将螺柱焊接在加工板上。螺柱焊枪中的枪头中具有导电接收块,导电接块中具有用于输送螺柱的螺柱输送通道。螺柱输送通道的通道进口处于导电接收块的底部,通道出口处于导电接收块的前端,在通道进口与通道出口之间具有弯曲通道。枪头的底部安装有连接板,送钉管连接在连接板上,送料管的出料口插入在通道进口中。枪身中具有推动杆,其由驱动机构控制前后伸缩。
3.送料器中的螺柱经送料管进入通道进口中,然后被弯曲通道作用转向朝前。此时,推动杆向前伸出,以将螺柱从通道出口推出。在完全将螺柱推出之前,螺柱由推动杆端部的夹具夹持住。
4.焊机与加工板通过地线连接,焊枪与焊机通过导线连接,导电接收块可将电流传输给螺柱,螺柱与加工板为两个电极。
5.在焊接时,加工板平放,螺柱焊枪在加工板上方,枪头与加工板垂直布置,螺柱先被推动杆向下推出并被夹具夹住,然后通过焊枪内部的电机控制推动杆提升,以带动螺柱提升一小段距离,使得螺柱与加工板之间形成一定间隔,螺柱与加工板作为两个电极使用,从而产生焊弧进行加热,经过预设时间后,夹具松开螺柱,螺柱自由落体落下,从而与加工板焊接在一起,推动杆退回至初始位置,以准备下一次焊接操作。
6.现有技术中,由于送料管的出料口直接插入在通道进口中,无法保证出料口与通道进口同心,如出料口在通道进口中偏置的幅度大,则会影响螺柱的输送及转向,螺柱输送效果还有待改善。
7.有鉴于此,提供一种能够提高螺柱输送效果的螺柱焊枪及螺柱焊接系统成为必要。
技术实现要素:
8.本实用新型的目的在于克服现有技术的不足,提供一种能够提高螺柱输送效果的螺柱焊枪及螺柱焊接系统。
9.本实用新型技术方案提供一种螺柱焊枪,包括具有手柄的枪身、具有导电接收块的枪头、安装在所述枪头下方的连接板和用于与螺柱输送管连接的连接管;
10.所述导电接收块中具有螺柱输送通道,所述螺柱输送通道的通道进口处于所述导电接收块的底部,所述螺柱输送通道的通道出口处于所述导电接收块的前端;
11.所述螺柱输送通道包括有与所述通道出口连接的直线通道段和连接在所述直线通道段与所述通道进口之间的弧形通道段;
12.所述连接板与所述枪头或枪身连接,所述连接板处于所述导电接收块的下方,所
述连接板上具有与所述通道进口同心布置的连接板通孔;
13.所述连接管的上端部具有同心布置的第一圆环和第二圆环,所述第一圆环的外径大于所述第二圆环的外径,所述第二圆环处于所述第一圆环的上方;
14.所述第二圆环装配在所述通道进口中,所述第一圆环装配在所述连接板通孔中。本实用新型提供的螺柱焊枪,在导电接收块的通道进口的下方配置有连接板,连接板通孔与通道进口同心布置,连接管的上端具有第二圆环,第二圆环的下方为第一圆环,第二圆环的外径小于第一圆环的外径,第二圆环与第一圆环同心布置。组装时,第二圆环装配在通道进口中,第一圆环装配在连接板通孔中,从而可确保连接管的出料口与通道进口同心布置,尽量使得螺柱沿着螺柱输送通道的中线移动,提高了螺柱在螺柱输送通道中的输送效果。
15.在其中一项可选技术方案中,所述连接板上设置有用于顶紧所述第一圆环的锁紧螺钉,起到锁紧第一圆环的作用。
16.在其中一项可选技术方案中,所述连接板上沿着连接板通孔的周向间隔地设置有多个所述锁紧螺钉,进一步提高对第一圆环的锁紧效果。
17.在其中一项可选技术方案中,所述连接板上设置有避让槽,所述锁紧螺钉的头部处于所述避让槽中,便于安装锁紧螺钉。
18.在其中一项可选技术方案中,所述第二圆环、所述第一圆环及所述连接管一体成型,提高了结构强度。
19.在其中一项可选技术方案中,所述枪头的前端安装有防护套筒,所述导电接收块的前端处于所述防护套筒中,可防止焊接时火花飞溅,起到保护作用。
20.在其中一项可选技术方案中,所述连接板通过连接螺钉与所述枪头或所述枪身连接,便于安装连接板。
21.本实用新型技术方案还提供一种螺柱焊接系统,包括焊机、送料器和前述任一技术方案所述的螺柱焊枪;
22.所述焊机与所述送料器电连接,所述送料器与所述螺柱焊枪电连接;
23.所述送料器的出料口与所述连接管的下端通过螺柱输送管连接。
24.本实用新型提供的螺柱焊接系统,在枪头的通道进口的下方配置有连接板,连接板通孔与通道进口同心布置,连接管的上端具有第二圆环,第二圆环的下方为第一圆环,第二圆环的外径小于第一圆环的外径,第二圆环与第一圆环同心布置。组装时,第二圆环装配在通道进口中,第一圆环装配在连接板通孔中,从而可确保连接管的出料口与通道进口同心布置,尽量使得螺柱沿着螺柱输送通道的中线移动,提高了螺柱在螺柱输送通道中的输送效果。
25.在其中一项可选技术方案中,所述焊机的底部设置有转轮,便于移动焊机。
26.采用上述技术方案,具有如下有益效果:
27.本实用新型提供的螺柱焊枪及螺柱焊接系统,在导电接收块的通道进口的下方配置有连接板和连接管,连接板通孔与通道进口同心布置,连接管的上端具有第二圆环,第二圆环的下方为第一圆环,第二圆环的外径小于第一圆环的外径,第二圆环与第一圆环同心布置。组装时,第二圆环装配在通道进口中,第一圆环装配在连接板通孔中,从而可确保连接管的出料口与通道进口同心布置,尽量使得螺柱沿着螺柱输送通道的中线移动,提高了螺柱在螺柱输送通道中的输送效果。
附图说明
28.参见附图,本实用新型的公开内容将变得更易理解。应当理解:这些附图仅仅用于说明的目的,而并非意在对本实用新型的保护范围构成限制。图中:
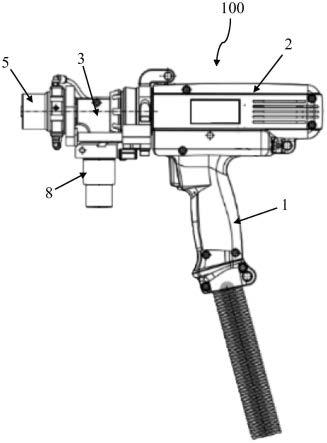
29.图1为本实用新型一实施例提供的螺柱焊枪的立体图;
30.图2为连接板、连接管与螺柱输送通道的装配示意图;
31.图3为连接管、第一圆环及第二圆环的剖视图;
32.图4为第二圆环装配在通道进口中,第一圆环装配在连接板通孔中的示意图;
33.图5为连接板装配在通道进口的下方的示意图;
34.图6为本实用新型一实施例提供的螺柱焊接系统的示意图。
具体实施方式
35.下面结合附图来进一步说明本实用新型的具体实施方式。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
36.如图1-5所示,本实用新型一实施例提供的一种螺柱焊枪100,包括具有手柄1的枪身2、具有导电接收块6的枪头3、安装在枪头3下方的连接板7和用于与螺柱输送管连接的连接管8。
37.导电接收块6中具有螺柱输送通道61。螺柱输送通道61的通道进口611处于导电接收块6的底部,螺柱输送通道61的通道出口614处于导电接收块6的前端。
38.螺柱输送通道61包括有与通道出口614连接的直线通道段613和连接在直线通道段613与通道进口611之间的弧形通道段612。
39.连接板7与枪头3或枪身2连接,连接板7处于导电接收块6的下方,连接板7上具有与通道进口611同心布置的连接板通孔71。
40.连接管8的上端部具有同心布置的第一圆环81和第二圆环82,第一圆环81的外径大于第二圆环82的外径,第二圆环82处于第一圆环81的上方。
41.第二圆环82装配在通道进口611中,第一圆环81装配在连接板通孔71中。
42.本实用新型提供的螺柱焊枪100包括手柄1、枪身2、枪头3、推料杆4和导电接收块6。
43.手柄1连接在枪身2上,枪头3连接在枪身2的前端,推料杆4可滑动地安装在枪身2中。导电接收块6安装在枪头3中,导电接收块6中具有螺柱输送通道61。导电接收块6为铜块,其可导电。螺柱9为金属件,可导电。导电接收块6可将电流传给螺柱9,在焊接时,螺柱9作为一个电极使用。
44.螺柱输送通道61的通道进口611处于导电接收块6的底部,螺柱输送通道61的通道出口614处于导电接收块6的前端。通道进口611和通道出口614都为圆形。螺柱输送通道61还包括有直线通道段613和弧形通道段612。直线通道段613的前端连接至通道出口614处,直线通道段613的后端与弧形通道段612的上端连接,弧形通道段612的下端与通道进口611连接。弧形通道段612的中心角优选为90
°
。
45.螺柱9可从通道进口611进入,然后经弧形通道段612作用转向后进入直线通道段
613中。推料杆4可从枪身2向前伸出,以伸入直线通道段613中,将螺柱9向前推动,经通道出口614推出。在焊接时,螺柱9被推料杆4推出,同时被推料杆4的端部的夹具夹持住。驱动机构(例如电机驱动机构、活塞驱动机构等)稍微向上拉动推料杆4,使得螺柱9与图6所示的金属的加工板800(实际操作时,加工板800平放)之间形成一定距离,螺柱9与加工板800作为两个电极产生焊弧进行焊接,焊接完成后,推动杆4复位至初始位置,以备下一次焊接操作。
46.手柄1、枪身2、枪头3、推料杆4、夹具、驱动机构等元件为现有的螺柱焊枪中的元器件,其不涉及本案的发明点,关于其结构及工作原理,可参考现有技术中的内容,在此不再赘述。
47.本实用新型提供的螺柱焊枪100上配置有连接管8,连接管8用于转接图6所示的螺柱输送管700与通道进口611,以确保螺柱9从通道进口611的中部进入。
48.连接板7可拆卸地安装在枪头3或枪身2的底部,连接板7上开设有连接板通孔71。在连接板7装配到位后,连接板通孔71与通道进口611同心布置。
49.连接管8的上端部具有第一圆环81和第二圆环82,第二圆环82处于第一圆环81的上方,且同心布置。第一圆环81的外径大于第二圆环82的外径。
50.组装时,第二圆环82装配在通道进口611中,第一圆环81装配在连接板通孔71中,从而使得连接管8的顶部的出料口与通道进口611同心,尽量使得螺柱9沿着螺柱输送通道61的中线移动,提高了螺柱9在螺柱输送通道61中的输送效果。
51.在其中一个实施例中,如图4-5所示,连接板7上设置有用于顶紧第一圆环81的锁紧螺钉72,起到锁紧第一圆环81的作用。
52.连接板7上处于连接板通孔71的周围具有沿着径向布置的内螺纹孔74,锁紧螺钉72连接在内螺纹孔74中,锁紧螺钉72的端部顶紧第一圆环81。
53.在其中一个实施例中,连接板7上沿着连接板通孔71的周向间隔地设置有多个锁紧螺钉72,进一步提高对第一圆环81的锁紧效果。
54.在其中一个实施例中,如图4-5所示,连接板7上设置有避让槽75,锁紧螺钉72的头部处于避让槽75中。避让槽75为锁紧螺钉72的安装提供避让空间,便于通过扳手转动锁紧螺钉72。
55.在其中一个实施例中,第二圆环82、第一圆环81及连接管8一体成型,提高了结构强度。
56.第二圆环82、第一圆环81及连接管8都为铜件,可采用一体铸造成型。
57.在其中一个实施例中,如图1-2所示,枪头3的前端安装有防护套筒5,导电接收块6的前端处于防护套筒5中,可防止焊接时火花飞溅,起到保护作用。
58.在其中一个实施例中,如图4所示,连接板7通过连接螺钉73与枪头3连接,便于安装连接板7。
59.如图6所示,本实用新型一实施例提供的一种螺柱焊接系统,包括焊机200、送料器300和前述任一实施例所述的螺柱焊枪100。
60.焊机200与送料器300电连接,送料器300与螺柱焊枪100电连接。
61.送料器300的出料口301与连接管8的下端通过螺柱输送管700连接。
62.本实用新型提供的螺柱焊接系统包括螺柱焊枪100、焊机200和送料器300。
63.焊机200具有操作面板201和电源接线202。送料器300用于提供螺柱9。焊机200与
送料器300通过线缆400连接,进行控制信号传输和电信号传输。送料器300与螺柱焊枪100通过线缆500连接,进行控制信号传输和电信号传输。
64.加工板800可平放在支架上。焊机200与加工板800之间连接有地线600。
65.螺柱输送管700连接在送料器300的出料口301与连接管8的下端之间。
66.在需要对平放的加工板800焊接螺柱9时,螺柱焊枪100处于加工板800的上方。开启焊机200及送料器300,螺柱9经出料口301、螺柱输送管700进入连接管8中。然后从通道进口611的中心进入螺柱输送通道61,再经弧形通道段612转向后进入直线通道段613中。操作螺柱焊枪100的控制按钮,推料杆4被驱动向下伸出,以伸入直线通道段613中,将螺柱9向下推动,经通道出口614推出,并由推料杆4的端头的夹具夹住。驱动机构(例如电机驱动机构、活塞驱动机构等)稍微向上拉动推料杆4,使得螺柱9与加工板800之间形成一定距离,螺柱9与加工板800作为两个电极产生焊弧进行焊接。焊接完成后,推料杆4复位至初始位置,以备下一次焊接操作。
67.在其中一个实施例中,焊机200的底部设置有转轮203,便于移动焊机200。
68.根据需要,可以将上述各技术方案进行结合,以达到最佳技术效果。
69.以上的仅是本实用新型的原理和较佳的实施例。应当指出,对于本领域的普通技术人员来说,在本实用新型原理的基础上,还可以做出若干其它变型,也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1