喷嘴更换模块、焊接设备及生产线的制作方法
1.本实用新型涉及焊接领域,特别是一种喷嘴更换模块、焊接设备及生产线。
背景技术:
2.在焊接设备中,特别是锡球焊等喷出型焊接设备中,需要定时对喷嘴进行更换工作。
3.目前,在现有设备中,普遍采用人工更换的方式对喷嘴进行更换工作,不仅耗费大量人力物力,且严重影响生产效率,也增加了人工操作的安全风险,不利于进行全自动化的高效率生产,降低了生产效益。另一方面,现有设备中喷嘴容易因各种杂质的堆积而影响喷嘴的性能,导致喷嘴的更换频率高,不仅导致物料成本高,且频繁停机更换喷嘴也带来更多的时间损耗,进一步降低了生产效率及生产效益。
4.综上,现有设备中存在喷嘴更换频率高、时间及人工成本高、物料浪费严重、影响生产效率及生产效益等技术缺陷,所述种种缺陷严重限制了本领域进一步推广应用。
5.为此,本实用新型的目的在于提供一种新的技术方案以解决现存的技术缺陷。
技术实现要素:
6.为了克服现有技术的不足,本实用新型提供一种喷嘴更换模块、焊接设备及生产线,解决了现有技术存在的喷嘴更换麻烦、人工及时间成本高、工作效率低下及生产效益差等技术缺陷。
7.本实用新型解决其技术问题所采用的技术方案是:
8.一种喷嘴更换模块,包括喷嘴更换x轴移动模组、设置在喷嘴更换x轴移动模组输出端的喷嘴更换y轴移动模组、设置在喷嘴更换y轴移动模组输出端的喷嘴更换z轴移动模组及设置在喷嘴更换z轴移动模组输出端的旋转安装座,所述旋转安装座上安装有旋转驱动机构,所述旋转驱动机构的输出端设置有批头组件,批头组件包括批头,旋转驱动机构可带动批头组件中的批头旋转以实现喷嘴的更换工作。
9.作为上述技术方案的改进,所述批头组件包括批头导向件及套设在批头导向件一端的批头滑动件,所述批头固定安装在所述批头滑动件端部,批头导向件另一端与旋转驱动机构输出端之间连接有批头联轴器,批头导向件上套设有位于批头滑动件与批头连接轴之间的压缩弹簧。
10.作为上述技术方案的进一步改进,所述旋转安装座上设置有夹紧气缸,所述夹紧气缸的输出端设置有喷嘴夹爪。
11.作为上述技术方案的进一步改进,所述旋转安装座上设置有喷嘴存放治具板及废喷嘴收集槽,所述喷嘴存放治具板上具有多个用于存放待使用喷嘴的存放槽,所述废喷嘴收集槽用于存放更换下来的废喷嘴。
12.作为上述技术方案的进一步改进,所述旋转驱动机构为旋转电机,所述旋转安装座为旋转电机座。
13.本实用新型还提供了:
14.一种焊接设备,包括上述的喷嘴更换模块,还包括横向移动模组,所述横向移动模组输出端设置有竖向移动模组,所述竖向移动模组的输出端设置有工作模组,所述工作模组包括焊接喷嘴,所述喷嘴更换模块用于更换工作模组上的焊接喷嘴。
15.作为上述技术方案的进一步改进,所述工作模组上设置有喷嘴夹取装置,所述喷嘴夹取装置用于配合喷嘴更换模块中的喷嘴更换x轴移动模组、喷嘴更换y轴移动模组、喷嘴更换z轴移动模组实现新喷嘴的及废喷嘴的夹持到位工作。
16.作为上述技术方案的进一步改进,所述工作模组包括设置在竖向移动模组输出端的x轴微调平台、设置在x轴微调平台输出端的y轴微调平台及设置在y轴微调平台输出端的z轴微调平台,所述z轴微调平台输出端设置有喷嘴模组安装座,所述喷嘴模组安装座设置有喷嘴模组,所述喷嘴模组的下端部设置有所述的焊接喷嘴。
17.作为上述技术方案的进一步改进,还包括对刀模组,所述对刀模组包括对刀仪及ccd相机,对刀模组用于对新更换的焊接喷嘴进行对刀。
18.作为上述技术方案的进一步改进,还包括喷嘴擦拭模组,所述喷嘴擦拭模组用于对焊接喷嘴的口部进行擦拭,以延长焊接喷嘴的使用寿命。
19.作为上述技术方案的进一步改进,所述喷嘴擦拭模组包括擦拭模组安装板及设置在擦拭模组安装板上的放卷电机、收卷电机、导向轮、卷材弹性顶升装置,所述卷材弹性顶升装置包括固定在擦拭模组安装板上的顶升基座及设置在顶升基座上的弹性支撑柱,所述弹性支撑柱的上端部设置有擦拭支撑板,所述擦拭支撑板用于支撑擦拭用的卷材,擦拭所述焊接喷嘴用的卷材从擦拭支撑板表面通过。
20.作为上述技术方案的进一步改进,所述擦拭模组安装板上设置有清洗液喷头,所述清洗液喷头用于将清洗液预喷到卷材上以提升卷材对焊接喷嘴的清洗效果,还包括配合清洗液喷头使用的清洗液存放箱。
21.作为上述技术方案的进一步改进,所述擦拭模组安装板上设置有卷材感应传感器及卷材长度计数装置。
22.作为上述技术方案的进一步改进,还包括工作台移动模组,所述工作台移动模组的移动方向与所述横向移动模组的移动方向相互垂直,所述工作台移动模组的输出端设置有焊接工作台。
23.作为上述技术方案的进一步改进,所述工作台移动模组具有两组,每一组工作台移动模组上均设置一个焊接工作台。
24.作为上述技术方案的进一步改进,包括龙门架装置,所述横向移动模组安装在所述龙门架装置上。
25.本实用新型还提供:
26.一种生产线,所述生产线采用的焊接设备包括上述的喷嘴更换模块或所述生产线包括上述的焊接设备。
27.本实用新型的有益效果是:本实用新型提供了一种喷嘴更换模块、焊接设备及生产线,通过所述喷嘴更换模块、焊接设备及生产线,可对焊接喷嘴实现自动化更换工作,一方面降低了操作难度,全程实现自动化,另一方面也减少了时间及人工成本,有效提高生产效率,进一步也提升了生产效益;另外,通过喷嘴擦拭模组可对喷嘴进行定期或不定期的擦
拭工作,避免喷嘴被工作中产生的杂质损伤,可有效延长焊接喷嘴的使用寿命,延长喷嘴更换的周期,既节省了喷嘴的物料成本,同时也减少了因频繁更换喷嘴带来的时间损伤,进一步提升了生产效率,进一步节省生产成本,也进一步提升了生产效益。
28.综上,该种喷嘴更换模块、焊接设备及生产线解决了现有技术存在的喷嘴更换麻烦、人工及时间成本高、工作效率低下及生产效益差等技术缺陷。
附图说明
29.下面结合附图和实施例对本实用新型进一步说明。
30.图1是本实用新型实施例中喷嘴更换模块的装配示意图;
31.图2是本实用新型实施例中喷嘴更换模块的另一装配示意图;
32.图3是本实用新型中批头组件的装配示意图;
33.图4是图3中a-a方向的剖视图;
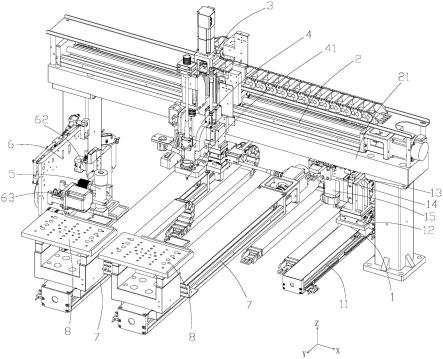
34.图5是本实用新型实施例中焊接设备的装配示意图;
35.图6是本实用新型实施例中工作模组的装配示意图;
36.图7是本实用新型中对刀模组的装配示意图;
37.图8是本实用新型中喷嘴擦拭模组的装配示意图。
具体实施方式
38.以下将结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本实用新型的目的、特征和效果。显然,所描述的实施例只是本实用新型的一部分实施例,而不是全部实施例,基于本实用新型的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本实用新型保护的范围。另外,专利中涉及到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少联接辅件,来组成更优的联接结构。本实用新型创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合,参照图1-8。
39.具体参照图1-2及图5,本实用新型提供了:
40.一种喷嘴更换模块,包括喷嘴更换x轴移动模组11、设置在喷嘴更换x轴移动模组11输出端的喷嘴更换y轴移动模组12、设置在喷嘴更换y轴移动模组12输出端的喷嘴更换z轴移动模组13及设置在喷嘴更换z轴移动模组13输出端的旋转安装座14,所述旋转安装座14上安装有旋转驱动机构15,所述旋转驱动机构15的输出端设置有批头组件16,本实施例中,所述旋转驱动机构15为旋转电机,所述旋转安装座14为旋转电机座,在其他可实施的条件下,还可以选择其他能够达到旋转要求的旋转驱动装置作为本技术方案中的旋转驱动机构15,具体根据实施需要决定。进一步地,所述批头组件16包括批头161,具体地,所述批头组件16包括批头导向件162及套设在批头导向件162一端的批头滑动件163,所述批头161固定安装在所述批头滑动件163端部,批头导向件162另一端与旋转驱动机构15输出端之间连接有批头联轴器164,批头导向件162上套设有位于批头滑动件163与批头连接轴164之间的压缩弹簧165。旋转驱动机构15可带动批头组件16中的批头161旋转以实现喷嘴的更换工作。
41.所述旋转安装座14上还设置有夹紧气缸17,所述夹紧气缸17的输出端设置有喷嘴
夹爪171;所述旋转安装座14上设置有喷嘴存放治具板18及废喷嘴收集槽19,所述喷嘴存放治具板18上具有多个用于存放待使用喷嘴的存放槽,所述废喷嘴收集槽19用于存放更换下来的废喷嘴。
42.上述的喷嘴更换x轴移动模组11安装在焊接设备的机架或安装平台上,通过喷嘴焊接x轴移动模组11、喷嘴焊接y轴移动模组12及喷嘴焊接z轴移动模组13可将批头组件16移动合适的位置,所述批头161具有一批头凹槽,该批头凹槽内侧具有防止其与焊接喷嘴41相互转动的突出部,在具体应用时,新的喷嘴进入批头161的批头凹槽后,焊接喷嘴41与批头161是不可相互转动的,其功能类似打螺丝功能,这时候,当旋转驱动机构15通过批头联轴器164、批头导向件162及批头滑动件163带动批头161转动后,批头161就可以将焊接喷嘴41安装上喷嘴安装座上。
43.在旋转驱动机构15带动批头161旋转的过程中,喷嘴焊接z轴移动模组13配合将整个批头组件16及旋转驱动机构15上升,以补偿旋转过程中产生的高度差。
44.其中,采用压缩弹簧165给批头161提供一个弹性缓冲的作用,避免在安装喷嘴过程中产生硬性冲击,对喷嘴有一个弹性保护功能,批头导向件162用于对批头滑动件163提供一个滑动导向作用,批头导向件162与批头滑动件162之间的连接采用长条形孔及销轴连接,提供一定的伸缩滑动空间,配合和压缩弹簧165共同实现弹性缓冲功能。
45.所述夹紧气缸17用于驱动两个喷嘴夹爪171进行夹持工作,在喷嘴卸下过程中,利用喷嘴夹爪171夹住焊接喷嘴41两侧的预设缺口,使得焊接喷嘴41能顺利卸下。
46.另外,在批头161的两侧可设置光电传感器,用于检测喷嘴是否到位,配合实现自动化控制。
47.基于上述的喷嘴更换模块1,本实用新型还提供了一种新的技术方案,具体参照图5:
48.一种焊接设备,该焊接设备包括上述的喷嘴更换模块1,还包括机架(图中未示出),横向移动模组2,机架上设置有龙门架装置21,机架上还设置有工作台移动模组7,所述工作台移动模组7的移动方向与所述横向移动模组2的移动方向相互垂直,所述工作台移动模组7的输出端设置有焊接工作台8,本实施例中,所述工作台移动模组7具有两组,每一组工作台移动模组7上均设置一个焊接工作台8。在其他实施例中,也可根据需要设定其他数量的工作台移动模组7及焊接工作台8。具体工作时,需要进行焊接加工的工件在焊接工作台8中完成焊接工作。
49.参照图5、图6,所述横向移动模组2安装在所述龙门架装置21上。所述横向移动模组2输出端设置有竖向移动模组3,所述竖向移动模组3的输出端设置有工作模组4,所述工作模组4包括焊接喷嘴41,所述喷嘴更换模块1用于更换工作模组4上的焊接喷嘴41,进一步地,所述工作模组4上设置有喷嘴夹取装置(图中未示出),所述喷嘴夹取装置用于配合喷嘴更换模块1中的喷嘴更换x轴移动模组11、喷嘴更换y轴移动模组12、喷嘴更换z轴移动模组13实现新喷嘴的及废喷嘴的夹持到位工作。具体地,当废喷嘴卸下在批头模组16后,通过喷嘴更换x轴移动模组11、喷嘴更换y轴移动模组12、喷嘴更换z轴移动模组13配合移动到合适的位置,喷嘴夹取装置将废喷嘴夹取,进一步在喷嘴更换x轴移动模组11、喷嘴更换y轴移动模组12、喷嘴更换z轴移动模组13的共同作用下,废喷嘴移动到废喷嘴收集槽19上方,喷嘴夹取装置松开并将废喷嘴放入到废喷嘴收集槽19内进行存放处理,进一步,采用类似的移
动动作,喷嘴夹取装置将喷嘴存放治具板18上存放的新的喷嘴夹持并送到批头组件16的批头161上,通过喷嘴更换模块1完成焊接喷嘴41的更换工作,整个过程实现自动化。
50.另外,所述工作模组4包括设置在竖向移动模组3输出端的x轴微调平台42、设置在x轴微调平台42输出端的y轴微调平台43及设置在y轴微调平台43输出端的z轴微调平台44,所述z轴微调平台44输出端设置有喷嘴模组安装座45,所述喷嘴模组安装座45设置有喷嘴模组46,所述喷嘴模组46的下端部设置有所述的焊接喷嘴41。
51.参照图7,该种焊接设备还包括对刀模组5,所述对刀模组5包括对刀仪51及ccd相机52,对刀模组5用于对新更换的焊接喷嘴41进行对刀。在焊接喷嘴41更换完成后,需要采用对刀模组5进行对刀工作,这个过程通过横向移动模组2及竖向移动模组3配合实现焊接喷嘴41的移动工作。
52.另外,在该类型焊接设备中,喷嘴容易因喷口各种杂物堵塞而需要频繁更换,这不仅增加了物料成本,且频繁更换喷嘴导致时间损耗及人工成本大幅度增加,也极大降低了生产效率。
53.为了解决该问题,该种焊接设备提供了喷嘴擦拭模组6,以延长焊接喷嘴41的使用寿命,降低喷嘴的更换频率。所述喷嘴擦拭模组6用于对焊接喷嘴41的口部进行擦拭,以延长焊接喷嘴41的使用寿命。
54.参照图8,具体地,所述喷嘴擦拭模组6包括擦拭模组安装板61及设置在擦拭模组安装板61上的放卷电机62、收卷电机63、导向轮64、卷材弹性顶升装置,所述卷材弹性顶升装置包括固定在擦拭模组安装板61上的顶升基座65及设置在顶升基座65上的弹性支撑柱66,所述弹性支撑柱66的上端部设置有擦拭支撑板67,所述擦拭支撑板67用于支撑擦拭用的卷材60,擦拭所述焊接喷嘴41用的卷材60从擦拭支撑板67表面通过。所述擦拭模组安装板61上设置有清洗液喷头68,所述清洗液喷头68用于将清洗液预喷到卷材60上以提升卷材60对焊接喷嘴41的清洗效果,还包括配合清洗液喷头68使用的清洗液存放箱681。所述擦拭模组安装板61上设置有卷材感应传感器691及卷材长度计数装置692。
55.一般地,所述卷材60使用无纺布俊才,放料盘621设置在放卷电机62输出端,收料盘631设置在收卷电机63输出端,需要对焊接喷嘴41进行擦拭清洁时,在放卷电机62及收卷电机63的共同作用下,卷材60绕过导向轮64从擦拭支撑板67的上表面经过,卷材60经过擦拭支撑板67前,清洗液喷头68会将清洗液喷在无纺布材质的卷材60上,清洗液喷头68从清洗液存放箱681中抽取清洗液,本实施例中,清洗液选取清洁酒精。清洗液喷到卷材60后,在擦拭支撑板67的位置,焊接喷嘴41在竖向移动模组3的作用下下压一定距离,这时候,在弹性支撑柱66的弹性支撑作用下,擦拭支撑板67与焊接喷嘴41之间具有一定的相互作用力,有助于提升擦拭效果,擦拭后的卷材60被收料盘631回收。在卷材60收料过程中,通过卷材感应传感器691感应料卷60是否正常,通过卷材长度计数装置692计算料卷的市场长度,以便于操作人员进行更换。卷材长度计数装置692采用转动计数式装置,没转动一定角度,通过感应器计算一个读数,然后通过算法转换成长度即可。
56.基于上述的喷嘴更换模块1及焊接设备,本实用新型还提供了:
57.一种生产线,所述生产线采用的焊接设备包括上述的喷嘴更换模块或所述生产线包括上述的焊接设备。
58.以上是对本实用新型的较佳实施进行了具体说明,但本实用新型创造并不限于所
述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1