一种药片生产用压片成型装置的制作方法
1.本实用新型涉及药片生产设备技术领域,具体为一种药片生产用压片成型装置。
背景技术:
2.药材在进行加工生产过程中,最常见的就是对粉末或待加工的半成品类的颗粒状物料压制成西药片,中药片或消毒片等,药片压片机是一种将粉末和颗粒状物料压制成片状药物的机器。
3.现有的用于药片成型的压片机在对粉末进行成型操作时,大多是上模运动与下模贴合,对粉末进行挤压成型,成型后下模内的残留粉末不便于进行清除,同时挤压效果只能够通过调节液压缸进行调节。
技术实现要素:
4.本实用新型的目的在于提供一种药片生产用压片成型装置,包括粉末上顶台单元和固定设置在粉末上顶台单元上端面的定型架单元,方便对残留粉末进行清除,且便于对挤压效果进行调节,从而解决背景技术中的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种药片生产用压片成型装置,包括粉末上顶台单元和固定设置在粉末上顶台单元上端面的定型架单元,所述粉末上顶台单元设置有固定台箱和固定安装在固定台箱内部的液压顶动件,并在液压顶动件上连接手压杆,且在固定台箱上端面固定设置粉末放置台;
6.所述定型架单元包括固定焊接在固定台箱上端的支撑架和螺纹安装在支撑架上的定型压杆件。
7.优选的,液压顶动件包括固定安装在固定台箱内部的液压缸和连接在液压缸驱动端上的连轴杆,连轴杆与手压杆连接。
8.优选的,粉末放置台设置有固定连接在液压缸伸缩端上的粉末上顶柱,并在粉末上顶柱的侧面固定焊接插接槽板,插接槽板与粉末上顶柱上端的粉末放置槽位连通,且在插接槽板的插槽内活动插接安装推板。
9.优选的,粉末上顶柱上端的粉末放置槽位一侧开设推料口。
10.优选的,支撑架包括固定焊接在固定台箱上端的支撑柱和固定焊接在支撑柱上端的连接横架,并在连接横架的中间固定设置内螺纹管座,内螺纹管座贯穿连接横架。
11.优选的,定型压杆件包括螺纹连接在内螺纹管座上的螺杆和固定焊接在螺杆上端的转块,且在螺杆的下端卡拆卸的磁吸安装有定型模块。
12.优选的,螺杆的下端开设有定位插槽,且在定位插槽内固定安装磁铁,定型模块的上端面固定设置定位插头,定位插头活动插接在定位插槽内,并通过磁铁吸附固定。
13.与现有技术相比,本实用新型的有益效果如下:
14.1、本实用新型提供的一种药片生产用压片成型装置,将插接槽板与粉末上顶柱上端的粉末放置槽位连通,并在插接槽板的插槽内活动插接安装推板,粉末上顶柱上端的粉
末放置槽位内有残留的粉末时,通过推动推板将残留的粉末从粉末放置槽位一侧开设的推料口内推出,方便对残留粉末进行清除。
15.2、本实用新型提供的一种药片生产用压片成型装置,将螺杆螺纹连接在定型压杆件设置的内螺纹管座上,同时将粉末上顶柱与液压缸的伸缩端连接,当对粉末进行挤压成型时,液压缸的伸缩端带动粉末上顶柱上移,粉末上顶柱上端的粉末放置槽位与定型模块挤压贴合完成对粉末的成型操作,同时可根据需要进行转动螺杆,调节定型模块与粉末放置槽位的距离,在液压缸的伸缩端移动距离固定的情况下,调节定型模块与粉末放置槽位的距离越近,对粉末的挤压力效果越好,且方便根据压片的成型厚度进行调节定型模块与粉末放置槽位的距离,将定位插头活动插接在定位插槽内,并通过磁铁吸附固定,方便根据压片成型形状进行更换定型模块。
附图说明
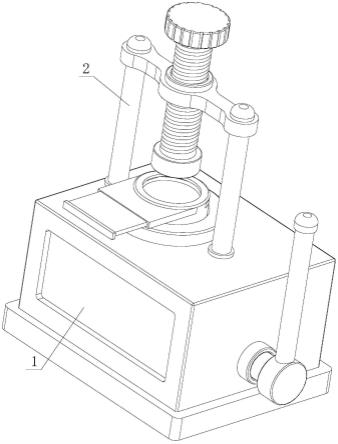
16.图1为本实用新型的整体结构示意图;
17.图2为本实用新型的粉末上顶台单元结构示意图;
18.图3为本实用新型的固定台箱内部结构示意图;
19.图4为图2中a处放大图;
20.图5为本实用新型的定型架单元结构示意图;
21.图6为本实用新型的螺杆下端截面图。
22.图中:1、粉末上顶台单元;11、固定台箱;12、液压顶动件;121、液压缸;122、连轴杆;13、手压杆;14、粉末放置台;141、粉末上顶柱;1411、推料口;142、插接槽板;143、推板;2、定型架单元;21、支撑架;211、支撑柱;212、连接横架;213、内螺纹管座;22、定型压杆件;221、螺杆;201、定位插槽;202、磁铁;222、转块;223、定型模块;203、定位插头。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1-5,一种药片生产用压片成型装置,包括粉末上顶台单元1和固定设置在粉末上顶台单元1上端面的定型架单元2,粉末上顶台单元1设置有固定台箱11和固定安装在固定台箱11内部的液压顶动件12,并在液压顶动件12上连接手压杆13,且在固定台箱11上端面固定设置粉末放置台14;
25.定型架单元2包括固定焊接在固定台箱11上端的支撑架21和螺纹安装在支撑架21上的定型压杆件22。
26.请参阅图2-4,液压顶动件12包括固定安装在固定台箱11内部的液压缸121和连接在液压缸121驱动端上的连轴杆122,连轴杆122与手压杆13连接。
27.粉末放置台14设置有固定连接在液压缸121伸缩端上的粉末上顶柱141,并在粉末上顶柱141的侧面固定焊接插接槽板142,插接槽板142与粉末上顶柱141上端的粉末放置槽位连通,且在插接槽板142的插槽内活动插接安装推板143,粉末上顶柱141上端的粉末放置
槽位一侧开设推料口1411,将插接槽板142与粉末上顶柱141上端的粉末放置槽位连通,并在插接槽板142的插槽内活动插接安装推板143,粉末上顶柱141上端的粉末放置槽位内有残留的粉末时,通过推动推板143将残留的粉末从粉末放置槽位一侧开设的推料口1411内推出,方便对残留粉末进行清除。
28.请参阅图5-6,支撑架21包括固定焊接在固定台箱11上端的支撑柱211和固定焊接在支撑柱211上端的连接横架212,并在连接横架212的中间固定设置内螺纹管座213,内螺纹管座213贯穿连接横架212。
29.定型压杆件22包括螺纹连接在内螺纹管座213上的螺杆221和固定焊接在螺杆221上端的转块222,且在螺杆221的下端卡拆卸的磁吸安装有定型模块223,螺杆221的下端开设有定位插槽201,且在定位插槽201内固定安装磁铁202,定型模块223的上端面固定设置定位插头203,定位插头203活动插接在定位插槽201内,并通过磁铁202吸附固定,将螺杆221螺纹连接在定型压杆件22设置的内螺纹管座213上,同时将粉末上顶柱141与液压缸121的伸缩端连接,当对粉末进行挤压成型时,液压缸121的伸缩端带动粉末上顶柱141上移,粉末上顶柱141上端的粉末放置槽位与定型模块223挤压贴合完成对粉末的成型操作,同时可根据需要进行转动螺杆221,调节定型模块223与粉末放置槽位的距离,在液压缸121的伸缩端移动距离固定的情况下,调节定型模块223与粉末放置槽位的距离越近,对粉末的挤压力效果越好,且方便根据压片的成型厚度进行调节定型模块223与粉末放置槽位的距离,将定位插头203活动插接在定位插槽201内,并通过磁铁202吸附固定,方便根据压片成型形状进行更换定型模块223。
30.工作原理:粉末上顶柱141上端的粉末放置槽位内有残留的粉末时,通过推动推板143将残留的粉末从粉末放置槽位一侧开设的推料口1411内推出,方便对残留粉末进行清除;当对粉末进行挤压成型时,液压缸121的伸缩端带动粉末上顶柱141上移,粉末上顶柱141上端的粉末放置槽位与定型模块223挤压贴合完成对粉末的成型操作,同时可根据需要进行转动螺杆221,调节定型模块223与粉末放置槽位的距离,在液压缸121的伸缩端移动距离固定的情况下,调节定型模块223与粉末放置槽位的距离越近,对粉末的挤压力效果越好,且方便根据压片的成型厚度进行调节定型模块223与粉末放置槽位的距离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1