一种液压锻件加工圆柱锻压模具的制作方法
1.本实用新型涉及液压锻件加工技术领域,具体领域为一种液压锻件加工圆柱锻压模具。
背景技术:
2.锻件按坯料在加工时的温度,可分为冷锻温锻和热锻,热锻是在高于金属坯料的再结晶温度下加工,通过液压冲压机对坯料进行冲压锻造,使金属坯料因锻造变形得到的工件或毛坯,但是在锻压圆柱毛坯时,需要工作人员反复转动坯料进行锻压,操作过程非常不方便,而且锻压的圆柱规格差异过大,因此我们提出一款液压锻件加工圆柱锻压模具。
技术实现要素:
3.本实用新型的目的在于提供一种液压锻件加工圆柱锻压模具,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种液压锻件加工圆柱锻压模具,包括液压冲压机,所述液压冲压机的侧壁固定连接有底座,所述底座的上表面固定连接有圆槽板,所述圆槽板的上表面设置有圆柱毛坯,所述圆柱毛坯的上表面贴合有圆槽块,所述圆槽块的侧壁固定连接有拉杆。
5.优选的,所述圆槽板的前侧壁固定连接有凹形杆,所述凹形杆外壁套接有滑块,所述滑块的前侧壁固定连接有方孔块,所述方孔块的内腔套接有直角杆,所述直角杆的顶端与所述圆槽块的侧壁固定连接。
6.优选的,所述底座的侧壁固定连接有挡板,所述挡板的内腔与所述拉杆的侧壁间隙配合。
7.优选的,所述圆槽块的顶端固定连接有支板。
8.与现有技术相比,本实用新型的有益效果是:液压冲压机会下压圆槽块,会使圆柱毛坯逐渐形成圆柱形,通过往复拉动圆槽块带动圆柱毛坯一同移动,由于圆槽块内腔具有弧度,会使圆柱毛坯进行转动,再次下压圆槽块使圆柱毛坯趋于圆柱形,通过反复进行拉动圆槽块进行锻压,方便得到锻压圆柱坯料,使工作人员操作过程更方便,而且通过圆槽块与圆槽板的锻压,使锻压的圆柱规格趋于相同,方便后续的加工使用。
附图说明
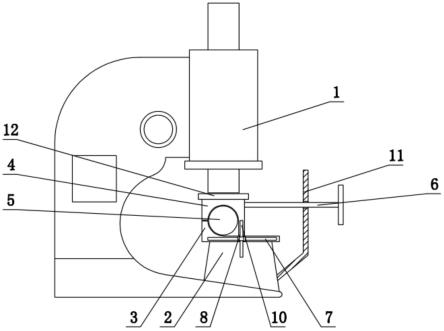
9.图1为本实用新型的结构示意图;
10.图2为图1中滑块的结构细节图;
11.图3为本实用新型的结构立体图;
12.图4为图3中滑块的结构细节图;
13.图中:1、液压冲压机;2、底座;3、圆槽板;4、圆柱毛坯;5、圆槽块;6、拉杆;7、凹形杆;8、滑块;9、方孔块;10、直角杆;11、挡板;12、支板。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
15.请参阅图1-4,本实用新型提供一种液压锻件加工圆柱锻压模具,包括液压冲压机1,液压冲压机1的侧壁固定连接有底座2,底座2的上表面固定连接有圆槽板3,圆槽板3的上表面设置有圆柱毛坯4,圆柱毛坯4的上表面贴合有圆槽块5,圆槽块5的侧壁固定连接有拉杆6,在进行锻压工作时,先将加热的圆柱毛坯4放置在圆槽板3的表面,圆槽板3通过底座2进行支撑,然后将圆槽块5与圆柱毛坯4进行扣合,然后通过液压冲压机1进行冲压工作,圆槽块5与圆槽板3的内腔设置为圆形,液压冲压机1会下压圆槽块5,会使圆柱毛坯4逐渐形成圆柱形,然后进行拉动拉杆6,使圆槽块5带动圆柱毛坯4一同移动,然后推动圆槽块5复位,由于圆槽块5内腔具有弧度,会使圆柱毛坯4进行转动,再次下压圆槽块5使圆柱毛坯4趋于圆柱形,通过反复进行拉动圆槽块5进行锻压,方便得到锻压圆柱坯料。
16.圆槽板3的前侧壁固定连接有凹形杆7,凹形杆7外壁套接有滑块8,滑块8的前侧壁固定连接有方孔块9,方孔块9的内腔套接有直角杆10,直角杆10的顶端与圆槽块5的侧壁固定连接,在将圆柱毛坯4放置在圆槽板3表面时,圆槽块5会与圆柱毛坯4贴合,直角杆10可以在方孔块9内腔滑动,不影响圆槽块5的上升运动,在圆槽块5进行移动时,滑块8会在凹形杆7外壁进行滑动,使圆槽块5的移动更平稳,同时可以进行限位,使圆槽块5的滑动与上升更平稳,方便对圆柱毛坯4进行锻压工作。
17.底座2的侧壁固定连接有挡板11,挡板11的内腔与拉杆6的侧壁间隙配合,挡板11可以增加遮挡功能,可以对冲压时圆柱毛坯4的碎屑溅射遮挡,避免对工作人员造成伤害。
18.圆槽块5的顶端固定连接有支板12,支板12可以与液压冲压机1进行贴合,使圆槽块5的受力更均匀。
19.工作原理:在进行锻压工作时,先将加热的圆柱毛坯4放置在圆槽板3的表面,圆槽板3通过底座2进行支撑,然后将圆槽块5与圆柱毛坯4进行扣合,然后通过液压冲压机1进行冲压工作,圆槽块5与圆槽板3的内腔设置为圆形,液压冲压机1会下压圆槽块5,会使圆柱毛坯4逐渐形成圆柱形,然后进行拉动拉杆6,使圆槽块5带动圆柱毛坯4一同移动,然后推动圆槽块5复位,由于圆槽块5内腔具有弧度,会使圆柱毛坯4进行转动,再次下压圆槽块5使圆柱毛坯4趋于圆柱形,通过反复进行拉动圆槽块5进行锻压,方便得到锻压圆柱坯料。
20.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种液压锻件加工圆柱锻压模具,其特征在于:包括液压冲压机(1),所述液压冲压机(1)的侧壁固定连接有底座(2),所述底座(2)的上表面固定连接有圆槽板(3),所述圆槽板(3)的上表面设置有圆柱毛坯(4),所述圆柱毛坯(4)的上表面贴合有圆槽块(5),所述圆槽块(5)的侧壁固定连接有拉杆(6)。2.根据权利要求1所述的一种液压锻件加工圆柱锻压模具,其特征在于:所述圆槽板(3)的前侧壁固定连接有凹形杆(7),所述凹形杆(7)外壁套接有滑块(8),所述滑块(8)的前侧壁固定连接有方孔块(9),所述方孔块(9)的内腔套接有直角杆(10),所述直角杆(10)的顶端与所述圆槽块(5)的侧壁固定连接。3.根据权利要求1所述的一种液压锻件加工圆柱锻压模具,其特征在于:所述底座(2)的侧壁固定连接有挡板(11),所述挡板(11)的内腔与所述拉杆(6)的侧壁间隙配合。4.根据权利要求1所述的一种液压锻件加工圆柱锻压模具,其特征在于:所述圆槽块(5)的顶端固定连接有支板(12)。
技术总结
本实用新型公开了一种液压锻件加工圆柱锻压模具,包括液压冲压机,液压冲压机的侧壁固定连接有底座,底座的上表面固定连接有圆槽板,圆槽板的上表面设置有圆柱毛坯,圆柱毛坯的上表面贴合有圆槽块,圆槽块的侧壁固定连接有拉杆。液压冲压机会下压圆槽块,会使圆柱毛坯逐渐形成圆柱形,通过往复拉动圆槽块带动圆柱毛坯一同移动,由于圆槽块内腔具有弧度,会使圆柱毛坯进行转动,再次下压圆槽块使圆柱毛坯趋于圆柱形,通过反复进行拉动圆槽块进行锻压,方便得到锻压圆柱坯料,使工作人员操作过程更方便,而且通过圆槽块与圆槽板的锻压,使锻压的圆柱规格趋于相同,方便后续的加工使用。用。用。
技术研发人员:里荣刚
受保护的技术使用者:鞍山嘉阳重工科技有限公司
技术研发日:2022.07.29
技术公布日:2022/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1