烧结炉炉顶盖底板冲压模具的制作方法
:
1.本申请涉及冲压模具技术领域,尤其是涉及一种烧结炉炉顶盖底板冲压模具。
背景技术:
2.目前,现有烧结炉顶盖是由独立的高温材料制成的扇形小块构成,根据实际生产和设备,一般分为高温内衬层、中间层和外层;生产时,由内层开始,一片一片拼合后,再拼合中间层,最后是外层;整体造价高昂,更换周期长;生产中拼装效率低下;并且由于烧结温差大和多次拼装,易于损坏(开裂、碎裂、掉渣、塌陷等)且影响炉内保温性;不能确保产品质量稳定性。整体使用寿命短,更换成本太高。
3.本公司针对以上缺点设计了一种新型一体式高温烧结炉顶盖,顶盖整体吊装效率高,耐材经久耐用,其内层为一体式成型的斗锥形底板,而为了生产此底板,需要设计一种冲压模具。
技术实现要素:
4.为了解决上述的问题,本申请提供一种结构简单,易于使用的烧结炉炉顶盖底板冲压模具。
5.本申请提供的一种烧结炉炉顶盖底板冲压模具采用如下的技术方案:
6.一种烧结炉炉顶盖底板冲压模具,包括上压模、下压模及预压组件,所述预压组件设置在所述上压模上,所述上压模底部具有型芯,所述型芯中部开设有定位腔,所述下压模内开设有与所述型芯相适配的型腔,所述下压模内对应所述定位腔的位置设置有定位主轴。
7.优选的,所述预压组件包括压环,所述压环上螺纹连接有多个导向轴,所述导向轴底端凸出所述压环设置,所述导向轴顶部贯穿所述上压模,所述导向轴顶部螺纹连接有螺母,所述导向轴表面套设有压簧,所述压簧设置在所述上压模与所述压环之间。
8.通过采用上述技术方案,压环通过压簧预压在圆形钼板上,对圆形钼板进行定位,能够有效防止在冲压过程中,圆形钼板边缘处翘起。
9.优选的,所述下压模对应所述导向轴的位置开设有导向孔。
10.通过采用上述技术方案,导向轴插入到导向孔内后,位于导向轴上的压环能够被定位。
11.优选的,所述型腔的形状为斗锥形。
12.通过采用上述技术方案,斗锥形型腔的设置能够一次性完成一体式斗锥形底板的成型。
13.综上所述,本申请包括以下至少一种有益技术效果:
14.1.该冲压模具能够一次性加工出斗锥形底板,成型效率高,且冲压模具结构简单,易于使用;
15.2.通过预压组件的设置,压环通过压簧预压在圆形钼板上,对圆形钼板进行定位,
能够有效防止在冲压过程中,圆形钼板边缘处翘起,成型效果较好。
附图说明:
16.图1是本申请实施例未冲压状态的结构示意图。
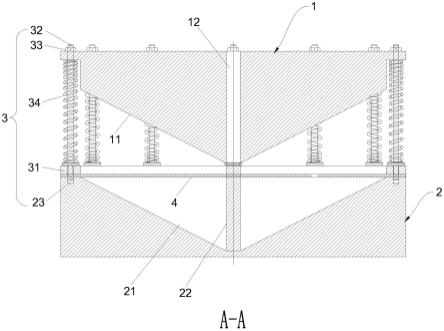
17.图2是图1中a-a部分的剖面结构示意图。
18.图3是本申请实施例冲压后的结构示意图。
19.图4是图3中b-b部分的剖面结构示意图。
20.附图标记说明:1、上压模;11、型芯;12、定位腔;2、下压模;21、型腔;22、定位主轴;23、导向孔;3、预压组件;31、压环;32、导向轴;33、螺母;34、压簧;4、圆形钼板。
具体实施方式:
21.以下结合附图1-4对本申请作进一步详细说明。
22.本申请实施例公开一种烧结炉炉顶盖底板冲压模具,参照图1-4,包括上压模1、下压模2及预压组件3,预压组件3设置在上压模1上,预压组件3包括压环31,压环31上螺纹连接有多个导向轴32,导向轴32底端凸出压环31设置,导向轴32顶部贯穿上压模1,导向轴32顶部螺纹连接有螺母33,导向轴32表面套设有压簧34,压簧34设置在上压模1与压环31之间,压簧34的弹力方向指向压簧34伸展的方向,上压模1底部具有型芯11,型芯11中部开设有定位腔12,下压模2内开设有与型芯11相适配的型腔21,型腔21的形状为斗锥形,下压模2内对应定位腔12的位置设置有定位主轴22。
23.参照图2,下压模2对应导向轴32的位置开设有导向孔23,同时为了减少导向轴32与导向孔23之间的摩擦力,导向轴32靠近底部的位置开设有螺纹丝,导向轴32通过螺纹丝与压环31螺纹连接。
24.本申请实施例一种烧结炉炉顶盖底板冲压模具的实施原理为:
25.先将预压组件3安装在上压模1上,然后将上压模1和下压模2分别定位固定在油压机上下工作平台上,此时便可以将加热好的圆形钼板4转运并放置到下压模2上(圆形钼板4上加工有定位孔,定位孔套在定位主轴22上),油压机工作带动上压模1快速下压,在此过程中,压环31通过压簧34预压在圆形钼板4上,对圆形钼板4进行定位,随着上压模1快速下压,圆形钼板4被挤压延伸热变形,下压到位一体式斗锥形底板成型完成。
26.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
技术特征:
1.一种烧结炉炉顶盖底板冲压模具,其特征在于:包括上压模(1)、下压模(2)及预压组件(3),所述预压组件(3)设置在所述上压模(1)上,所述上压模(1)底部具有型芯(11),所述型芯(11)中部开设有定位腔(12),所述下压模(2)内开设有与所述型芯(11)相适配的型腔(21),所述下压模(2)内对应所述定位腔(12)的位置设置有定位主轴(22)。2.根据权利要求1所述的烧结炉炉顶盖底板冲压模具,其特征在于:所述预压组件(3)包括压环(31),所述压环(31)上螺纹连接有多个导向轴(32),所述导向轴(32)底端凸出所述压环(31)设置,所述导向轴(32)顶部贯穿所述上压模(1),所述导向轴(32)顶部螺纹连接有螺母(33),所述导向轴(32)表面套设有压簧(34),所述压簧(34)设置在所述上压模(1)与所述压环(31)之间。3.根据权利要求2所述的烧结炉炉顶盖底板冲压模具,其特征在于:所述下压模(2)对应所述导向轴(32)的位置开设有导向孔(23)。4.根据权利要求1所述的烧结炉炉顶盖底板冲压模具,其特征在于:所述型腔(21)的形状为斗锥形。
技术总结
本申请涉及一种烧结炉炉顶盖底板冲压模具,属于冲压模具技术领域,其包括上压模、下压模及预压组件,所述预压组件设置在所述上压模上,所述上压模底部具有型芯,所述型芯中部开设有定位腔,所述下压模内开设有与所述型芯相适配的型腔,所述下压模内对应所述定位腔的位置设置有定位主轴。本申请能够一次性加工出斗锥形底板,成型效率高,且冲压模具结构简单,易于使用,通过预压组件的设置,压环通过压簧预压在圆形钼板上,对圆形钼板进行定位,能够有效防止在冲压过程中,圆形钼板边缘处翘起,成型效果较好。型效果较好。型效果较好。
技术研发人员:史大成 黄岩 金飞
受保护的技术使用者:常州苏晶电子材料有限公司
技术研发日:2022.08.04
技术公布日:2023/1/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1