一种桩模密封边焊铣一体机的制作方法
1.本实用新型涉及焊接装置技术领域,具体而言,涉及一种桩模密封边焊铣一体机。
背景技术:
2.桩模由上下两个半圆弧形的工件组成,里面装有混凝土,在使用过程中工件的连接处会产生摩擦,磨损程度不同平整的密封边就出现大小不同的凹陷处,为了防止混凝土从凹陷处泄漏,就需要对凹陷处重新进行焊接加工。
3.在焊接桩模密封边时,一般是人工进行焊接和清理,但是由于工件密封边凹陷深度不同,有的凹陷程度大,有的凹陷程度小,而人工操作误差很大,导致焊接凹陷程度小的部位时产生的飞边量大,焊接凹陷程度大的部位时不能完全密封,造成焊接不完整,还需要进行二次焊接,而焊接完成后,还需对焊接部位进行清理,这就为后续的清理工作带来了困难,生产的效率低,增加生产成本。
技术实现要素:
4.本实用新型的目的在于提供一种桩模密封边焊铣一体机,拟解决人工焊接密封边时误差大,造成焊接量过多或者过少,为后续的清理工作带来困难的技术问题。
5.为解决上述技术问题,本实用新型通过以下技术方案实现:
6.一种桩模密封边焊铣一体机,包括铣削装置、焊接装置和直线移动机构,铣削装置和焊接装置设置在直线移动机构上,能够沿直线滑动,铣削装置包括铣刀,焊接装置包括焊枪,焊接装置还包括第二跟踪器、焊接提升机构和焊接处理器,第二跟踪器用于检测桩模密封边的平整度及直线度,焊枪连接在焊接提升机构上,焊接提升机构和第二跟踪器均连接至焊接处理器上。
7.优选的,铣削装置还包括第一跟踪器、铣削横移机构和铣削处理器,第一跟踪器用于检测桩模密封边的直线度和桩模密封边与直线移动机构的平行度,铣刀连接在铣削横移机构上,铣削横移机构和第一跟踪器均连接至铣削处理器上。
8.优选的,第二跟踪器、焊枪、第一跟踪器和铣刀沿装置移动方向依次设置。
9.优选的,第一跟踪器和第二跟踪器均设置在侧面。
10.优选的,直线移动机构包括横梁,铣削横移机构包括横向设置在横梁上的第一滑轨,第一滑轨连接有第一滑块,铣削装置还包括铣削提升机构,第一滑块与铣削提升机构连接,铣削提升机构包括竖直设置的提升梁,提升梁与铣刀连接,提升梁上设置有电机和第三滑轨,第三滑轨连接有第三滑块,第三滑块连接在第一滑板上,电机的输出轴连接有滚珠丝杠,滚珠丝杠与第一滑板连接,第一滑板与第一滑块连接,第一滑板连接有第一驱动装置。
11.优选的,焊接提升机构包括摆动器,摆动器与焊枪连接,摆动器连接有过渡板,过渡板连接有提升器,焊接装置还包括焊接横移机构,提升器与焊接横移机构连接,焊接横移机构包括竖直设置的第二滑板,第二滑板连接有第二驱动装置,第二滑板上设置有若干个第二滑块,第二滑块连接有第二滑轨,第二滑轨沿横梁的的长度方向设置。
12.优选的,横梁的两端分别设置有控制柜,焊接处理器和铣削处理器设置在控制柜内,通过控制柜控制铣刀和焊枪同时同步工作,或单独工作,或按程序分步骤自动工作。
13.优选的,铣刀和焊枪分别在横梁上镜像设置。
14.本实用新型的技术方案至少具有如下有益效果:
15.本实用新型包括铣削装置、焊接装置和直线移动机构,铣削装置和焊接装置设置在直线移动机构上,能够沿直线滑动,铣削装置包括铣刀,焊接装置包括焊枪,焊接装置还包括第二跟踪器、焊接提升机构和焊接处理器,第二跟踪器用于检测桩模密封边的平整度及直线度,焊枪连接在焊接提升机构上,焊接提升机构和第二跟踪器均连接至焊接处理器上,第二跟踪器发射激光检测密封边凹陷程度的的大小,焊接处理器接收到信号进行处理后,自动控制焊接提升机构带动焊枪上下移动,凹陷程度的大的移动的距离大,凹陷程度小的移动的距离小,避免了飞边量过大或焊接不到位的问题,精确焊接,提高焊接的质量。
附图说明
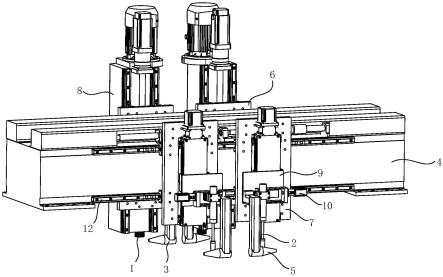
16.图1为本实用新型的立体图;
17.图2为本实用新型的正视图;
18.图3为图2中沿a-a的剖视图。
19.图标:1-铣刀;2-焊枪;3-第一跟踪器;4-横梁;5-第二跟踪器;6-第一滑板;7-第二滑板;8-提升梁;9-过渡板;10-摆动器;11-第一滑轨;12-第二滑轨;13-第三滑轨;14-电机。
具体实施方式
20.实施例
21.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
22.下面结合图1-图3对本实用新型作详细说明。
23.一种桩模密封边焊铣一体机,包括铣削装置、焊接装置和直线移动机构,铣削装置和焊接装置设置在直线移动机构上,能够沿直线滑动,铣削装置包括铣刀1,焊接装置包括焊枪2,焊接装置还包括第二跟踪器5、焊接提升机构和焊接处理器,第二跟踪器5用于检测桩模密封边的平整度及直线度,焊枪2连接在焊接提升机构上,焊接提升机构和第二跟踪器5均连接至焊接处理器上,第二跟踪器5包括两个激光器,两个激光器分别发射激光检测密封边凹陷程度的的大小,即凹陷的深度和凹陷的宽度,焊接处理器根据测量激光往返凹陷处所需时间来确定凹陷处的深度和宽度,自动控制焊接提升机构带动焊枪2上下移动,凹陷程度的大的移动的距离大,凹陷程度小的移动的距离小,避免了飞边量过大或焊接不到位的问题,精确焊接,提高焊接的质量。
24.铣削装置还包括第一跟踪器3、铣削横移机构和铣削处理器,第一跟踪器3用于检测桩模密封边的直线度和桩模密封边与直线移动机构的平行度,铣刀1连接在铣削横移机构上,铣削横移机构和第一跟踪器3均连接至铣削处理器上,第一跟踪器3发射激光检测装置与工件密封边的距离,铣削处理器接收到信号处理后,铣削横移机构带动铣刀1的左右移动,使铣刀1与工件焊接位置保持平行,并对焊接缝隙的倒刺进行清理,保证铣削后的密封边直线度保持一致。
25.第二跟踪器5、焊枪2、第一跟踪器3和铣刀1沿装置移动方向依次设置,采用数字联动控制,即焊接参数与铣销参数相关联,边焊边铣,实现焊铣一体。
26.第一跟踪器3和第二跟踪器5均设置在侧面,这样设置的作用是可以避免弧光和焊接飞溅对其的影响。
27.直线移动机构包括横梁4,铣削横移机构包括横向设置在横梁4上的第一滑轨11,第一滑轨11连接有第一滑块,铣削装置还包括铣削提升机构,第一滑块与铣削提升机构连接,铣削提升机构包括竖直设置的提升梁8,提升梁8与铣刀1连接,提升梁8上设置有电机14和第三滑轨13,第三滑轨13连接有第三滑块,第三滑块连接在第一滑板6上,电机14的输出轴连接有滚珠丝杠,滚珠丝杠与第一滑板6连接,第一滑板6与第一滑块连接,第一滑板6连接有第一驱动装置,这样设置增加了铣刀1移动的方向,铣刀1可以上下左右移动,但是上下只有在预处理的时候调整,调整好后不再改变铣刀1上下的位置,是一个选择功能,而铣刀1左右移动是实时调整的,使焊缝位置倒刺的清理更到位。
28.第一驱动装置设置在横梁4的顶部,包括丝杆保护罩,丝杆保护罩内放置有驱动电机,驱动电机的输出轴连接有滚珠丝杆,驱动电机转动带动滚珠丝杆做直线运动,即第一滑板6在横梁4上左右移动,铣刀1随之运动。
29.焊接提升机构包括摆动器10,摆动器10包括步进电机,步进电机的输出轴连接有丝杆螺母,丝杆螺母连接有底座,底座上设置有夹持块,夹持块与焊枪2连接,可以使焊枪2在小范围内左右移动;摆动器10连接有过渡板9,过渡板9连接有提升器,提升器包括驱动电机,驱动电机的输出轴连接有滚珠丝杆,驱动电机转动带动过渡板9上下移动,即焊枪2上下移动;焊接装置还包括焊接横移机构,提升器与焊接横移机构连接,焊接横移机构包括竖直设置的第二滑板7,第二滑板7连接有第二驱动装置,第二滑板7上设置有若干个第二滑块,第二滑块连接有第二滑轨12,第二滑轨12沿横梁4的的长度方向设置,第二驱动装置带动第二滑板7在第二滑轨12上左右移动,即焊枪2上下或左右移动,焊接到位。
30.第二驱动装置设置在横梁4的顶部,包括丝杆保护罩,丝杆保护罩内放置有驱动电机,驱动电机的输出轴连接有滚珠丝杆,驱动电机转动带动滚珠丝杆做直线运动,即第二滑板7在横梁4上左右移动,焊枪2随之运动。
31.横梁4的两端分别设置有控制柜,焊接处理器和铣削处理器设置在控制柜内,通过控制柜控制铣刀1和焊枪2同时同步工作,或单独工作,或按程序分步骤自动工作,提高工作效率。
32.控制柜内部设置有冷却系统,冷却系统包括水箱,水箱连接有抽吸泵,通过抽吸泵控制水箱进行循环带走焊枪2焊接时产生的热量,延长焊枪2的使用寿命;控制柜顶部设置有送丝机,为焊枪2稳定地提供焊丝,焊接效率高。
33.铣刀1和焊枪2分别在横梁4上镜像设置,控制柜控制两个铣刀1分别移动,两个铣刀1各自配有一个驱动电机,即一个铣刀1向左移动时,另一个铣刀1可能向右移动,或者两个铣刀1同时向左或向右移动;控制柜控制两个焊枪2分别移动,两个焊枪2各自配有一个驱动电机,分工明确,互不打扰。
34.以上所述实施例仅表达了本实用新型的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型技术方案构思的前提下,还可以做出若干变形和改进,
这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1