一种自动回绕压印破锡机的制作方法
1.本实用新型涉及锡焊工艺生产设备领域,尤其涉及一种自动回绕压印破锡机。
背景技术:
2.在电子行业中,锡焊工艺是保证产品质量的重要一环,精确控制锡焊对产品质量、一致性可靠性具有很大影响,锡焊质量对产品的阻抗具有关键效果。一方面,由于锡线内有助焊剂,锡线在高温焊接时助焊剂会被加热气化引起锡线内部高压,导致锡线在高温焊接时产生飞溅,影响焊接质量,危害操作人员的人身安全,爆锡产生的细小金属颗粒对电子产品有致命的危险,容易形成短路的品质问题;另一方面,不管是自动化焊锡还是人工焊锡,需要控制焊锡的用量,锡用量少导致电子元件无法正常通电,锡用量多导致电子元件短路。
3.现有的破锡机将锡线剖开或打孔,参照现有公开专利202023148898.7自动焊锡机的自动送料机构,能解决“锡爆”现象;但却无法解决焊锡量控制的问题;且现有的破锡机在把扎孔后的锡丝重新绕起来时缠绕不整齐。
技术实现要素:
4.本实用新型针对现有技术的不足,提出一种自动回绕压印破锡机。
5.为实现上述目的,本实用新型采用了如下技术方案:
6.一种自动回绕压印破锡机,包括机座和设置于所述机座上的放料机构、破锡机构、打点机构、成品机构,所述放料机构用于放置待加工的锡线,锡线绕入破锡机构,所述破锡机构用于对锡线进行扎孔,扎孔后的锡线绕入打点机构,所述打点机构用于对锡线压出标记,带有标记的锡线回绕于所述成品机构上,所述成品机构用于将带有标记的锡线卷绕成一筒。
7.进一步地,所述打点机构包括第一打点块、第二打点块和气缸,所述第一打点块位于第二打点块的上方,且所述第一打点块垂直对齐第二打点块,所述气缸连接第二打点块,通过气缸推动第二打点块做轴向运动,将位于第二打点块和第一打点块之间的锡线进行压痕标记。
8.进一步地,所述打点机构还包括固定块和移动块,在所述固定块内设有通槽和固定槽,所述移动块包括有垂直端和平行端,第一打点块设于所述固定槽内,第二打点块设于所述平行端上,所述垂直端安装在所述通槽的下方,且垂直端在通槽内轴向运动。
9.进一步地,在所述固定块的上方设有固定板和调节螺丝,在所述固定板上设有圆孔,所述圆孔位于通槽的正上方,所述调节螺丝安装在圆孔内,通过伸缩调节螺丝,将垂直端的轴向运动距离延长或缩短。
10.进一步地,在所述固定块的侧边设有导向轮,压痕标记后的锡线绕过所述导向轮,所述导向轮引导锡线进入成品机构。
11.进一步地,所述成品机构包括旋转组件和排列组件,所述排列组件设于旋转组件的下方,通过旋转组件将锡线绕圈,排列组件将绕圈的锡线整齐排列成一筒。
12.进一步地,所述旋转组件包括固定座、旋转电机、旋转轴、锡卷、第一齿轮、第二齿轮和皮带,所述旋转电机、旋转轴、第一齿轮、第二齿轮和皮带均设于固定座上,所述锡卷套在旋转轴上,所述旋转电机连接第一齿轮,所述旋转轴连接第二齿轮,所述第一齿轮与第二齿轮并列设置,所述皮带套设于第一齿轮和第二齿轮外围,通过旋转电机驱动第一齿轮,皮带将第二齿轮带动,所述旋转轴和锡卷随第二齿轮进行转动。
13.进一步地,所述排列组件包括丝杆电机、导轨座和滑块,所述丝杆电机设于导轨座内,所述滑块的一端与丝杆电机连接,所述滑块的另一端与固定座连接,通过丝杆电机驱动滑块沿导轨座移动,带动固定座纵向运动。
14.进一步地,在所述导轨座的一侧设有2个限位块,在所述滑块一侧设有限位挡片,限位挡片位于限位块之间,通过限位块和限位挡片限定滑块的移动距离。
15.进一步地,所述机座的一侧设有数码显示器、调节旋钮和触摸屏,所述数码显示器和调节旋钮电连接旋转电机,所述触摸屏连接破锡机构、打点机构和成品机构,通过数码显示器显示旋转电机的工作电压值,调节旋钮调节旋转电机的转速,触摸屏控制或显示破锡机构、打点机构和成品机构的工作。
16.与现有技术相比,本实用新型提供了一种新型自动回绕压印破锡机,具备以下有益效果:
17.(1)将打点机构设于破锡机构和成品机构中间,通过打点机构将已经破锡好的锡线按照设定的距离进行压痕标记,方便操作人员根据标记送锡,压痕标记能够限定焊锡的用量;
18.(2)通过成品机构的旋转组件和排列组件实现把锡线整齐的排列到锡卷上,解决现有的破锡机在把加工过的锡线重新绕起来时缠绕不整齐的问题。
附图说明
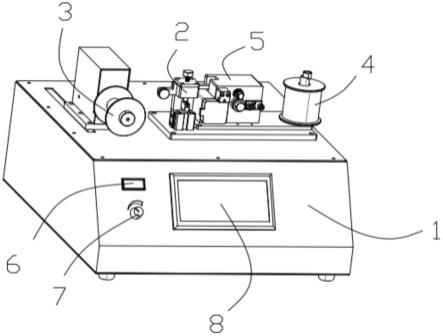
19.图1是本实用新型的整体结构示意图;
20.图2是本实用新型的打点机构的结构示意图;
21.图3是本实用新型的打点机构拆卸固定板和调节螺丝的结构示意图;
22.图4是本实用新型的成品机构的结构示意图;
23.图5是本实用新型的放料机构和破锡机构的放大结构示意图;
24.图6是本实用新型的成品机构中的限位块和限位挡片的结构示意图。
25.附图标记:1、机座;2、打点机构;21、第一打点块;22、第二打点块;23、气缸;24、固定块;25、移动块;241、通槽;242、固定槽;251、垂直端;252、平行端;26、固定板;27、调节螺丝;28、导向轮;3、成品机构;31、旋转组件;311、固定座;312、旋转电机;313、旋转轴;314、第二锡卷;315、第一齿轮;316、第二齿轮;317、皮带;32、排列组件;321、丝杆电机;322、导轨座;323、滑块;324、限位块;325、限位挡片;4、放料机构;41、锡卷固定柱;411、错位杆;42、第一锡卷;5、破锡机构;51、破锡基座;511、第一破锡导轮;512、第二破锡导轮;513、第三破锡导轮;514、破锡刀轮;6、数码显示器;7、调节旋钮;8、触摸屏。
具体实施方式
26.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对
本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
27.实施例1
28.参照图1-图6,一种自动回绕压印破锡机,包括机座1和设置于机座1上设置的放料机构4、破锡机构5、打点机构2、成品机构3,放料机构4、破锡机构5、打点机构2、成品机构3沿锡线加工方向设置在机座1上,放料机构4用于放置待加工的锡线,锡线绕入破锡机构5,破锡机构5用于对锡线进行扎孔,扎孔后的锡线绕入打点机构2,打点机构2用于对锡线压出标记,带有标记的锡线回绕于成品机构3上,成品机构3用于将带有标记的锡线卷绕成一筒。图1中,机座上1的放料机构4、破锡机构5、打点机构2和成品机构3从右往左设置。
29.打点机构2包括第一打点块21、第二打点块22和气缸23,第一打点块21位于第二打点块22的上方,且第一打点块21垂直对齐第二打点块22,气缸23连接第二打点块22,通过气缸23推动第二打点块22做轴向运动,将位于第二打点块22和第一打点块21之间的锡线进行压痕标记。
30.打点机构2还包括固定块24和移动块25,在固定块24内设有通槽241和固定槽242,移动块25包括有垂直端251和平行端252,整个移动块呈l型,第一打点块21设于固定槽242内,第二打点块22设于平行端252上,所述垂直端251安装在通槽的下方,且垂直端251在通槽241内轴向运动。
31.在固定块24的上方设有固定板26和调节螺丝27,在固定板26上设有圆孔261,圆孔261位于通槽241的正上方,调节螺丝27安装在圆孔261内,通过伸缩调节螺丝27,将垂直端251的轴向运动距离延长或缩短。当锡线较粗时,加大调整第一打点块21和第二打点块22的距离,这样能压出较明显的痕迹;当锡线较细时,需要缩小第一打点块21和第二打点块22的距离,防止压断锡线。
32.在固定块24一侧靠近沿成品机构3方向设有导向轮28,经过压痕标记后的锡线绕过导向轮28,导向轮28引导锡线进入成品机构3。
33.成品机构3包括旋转组件31和排列组件32,排列组件32设于旋转组件31的下方,通过旋转组件31将锡线绕圈,排列组件31将绕圈的锡线整齐排列成一筒。
34.旋转组件31包括固定座311、旋转电机312、旋转轴313、第二锡卷314、第一齿轮315、第二齿轮316和皮带317,旋转电机312、旋转轴313、第一齿轮315、第二齿轮316和皮带317均设于固定座311上,第二锡卷314套在旋转轴313上,旋转电机312连接第一齿轮315,旋转轴313连接第二齿轮316,第一齿轮315与第二齿轮316并列设置,皮带317套设于第一齿轮315和第二齿轮316外围,通过旋转电机312驱动第一齿轮315,皮带317将第二齿轮316带动,旋转轴313和第二锡卷314随第二齿轮316进行转动。
35.排列组件32包括丝杆电机321、导轨座322和滑块323,丝杆电机321设于导轨座322内,滑块323的一端与丝杆电机321连接,滑块323的另一端与固定座311连接,通过丝杆电机321驱动滑块323沿导轨座322移动,带动固定座311纵向运动。
36.在导轨座322的一侧设有2个限位块324,在滑块323一侧设有限位挡片325,限位挡片325位于限位块324之间,通过限位块324和限位挡片325限定滑块323的移动距离。
37.固定座311包括上底板、下底板和2块连接板,旋转组件31固定在上底板,机座1上位于固定座311下方设有2个限位凹槽33,限位凹槽33宽度大于连接板板厚,连接板穿过限
位凹槽33连接上底板和下底板,通过排列组件32上的滑块带动下底板纵向移动,通过限位凹槽33也进一步限定固定座311的移动距离,实现旋转组件31将加工后的锡线整齐排列到第二锡卷314上。
38.放料机构4包括锡卷固定柱41和第一锡卷42,锡卷固定柱41用于放置待加工的锡线,锡卷固定柱41上设有错位杆411,放料时将锡线放入锡卷固定柱411后旋转错位杆411,用于防止第一锡卷42破锡时往上移动。
39.破锡机构5包括内中空的破锡基座51,破锡基座51的内设有破锡电机,破锡基座51一侧设有第一破锡导轮511、第二破锡导轮512、第三破锡导轮513和破锡刀轮514;破锡基座51设置在机座1上,破锡电机连接第三破锡导轮513,第三破锡导轮513和破锡刀轮514上分别设有锯齿轮,第三破锡导轮513上的锯齿轮和破锡刀轮514上的锯齿轮相互啮合,锡线从第一破锡导轮511绕到第二破锡导轮512,从第二破锡导轮512绕到第三破锡导轮513,绕到第三破锡导轮513时破锡电机驱动第三破锡导轮513转动,从而带动破锡刀轮514旋转,从而破锡刀轮514对经过的锡线进行破锡。
40.机座1的一侧设有数码显示器6、调节旋钮7和触摸屏8,数码显示器6和调节旋钮7电连接旋转电机312,触摸屏8连接破锡机构5、打点机构2和成品机构3,通过数码显示器6显示旋转电机312的工作电压值,调节旋钮7调节旋转电机312的转速,使得旋转电机312不会因为转速过快或过慢导致锡线回收不整齐,触摸屏8控制或显示破锡机构5、打点机构2和成品机构3的工作。
41.机座1一侧设有散热风扇和电源接口,通过电源接口连接电源,散热风扇对机座1内部的所有电子硬件进行散热,避免电子硬件在机座内由于高温不通风烧坏。
42.使用方法:接通电源接口,将锡卷固定柱41上的锡线从第一破锡导线轮511、第二破锡导线轮512、第三破锡导线轮513和导向轮28绕过缠绕到成品机构3上。锡线绕到第三破锡导线轮513时,通过机座1上的触摸屏8控制破锡电机驱动第三破锡导轮513转动,从而第三破锡导轮513做旋转运动并带动破锡导轮514旋转,从而破锡导轮514对经过的锡线进行破锡,随后加工后的锡线进入打点机构2,通过机座1上的触摸屏8控制打点机构2的气缸23推动第二打点块22对第一打点块1做轴向运动,从而对锡线进行压痕打点,打点后的锡线通过导向轮28绕入成品机构,通过机座1上的触摸屏8控制排列组件32对固定座311做纵向运动,通过限位凹槽33限定固定座311移动的范围,通过调节旋钮27调节旋转电机312回收锡线的转速,从而使得旋转组件31能够整齐的回收锡线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1