一种流水线的灯珠进料机构的制作方法
1.本实用新型属于流水线组装领域,涉及一种流水线的灯珠进料机构。
背景技术:
2.小夜灯内部的发光部件一般采用led发光底座。led发光底座的流水线组装中,需要将灯珠与座体进行组装。led灯珠原料的两条引脚一般在灯珠的底面垂直向下平行延伸,如果要在流水线中进行灯珠的自动组装,需要将灯珠的引脚按照座体上插孔的位置进行弯折,才能完成灯珠与座体的插接装配备,现有的灯具装配流水线没有可以对灯珠引脚进行定向弯折的机构,灯珠与座体的流水线自动化装配存在难题。
技术实现要素:
3.本实用新型的目的在于解决缺少led发光底座的灯珠引脚弯折机构,灯珠与座体的自动化装配存在难题的问题,提供一种流水线的灯珠进料机构,在灯珠进料的过程中对灯珠的引脚进行弯折,使灯珠引脚对齐座体插孔,实现自动化装配。
4.本实用新型解决其技术问题所采用的一种技术方案是:一种流水线的灯珠进料机构,包括机体,机体设置有输送座体的输送线,所述机体上设有灯珠振动上料盘,灯珠振动上料盘输出通道末端设有灯珠拾取工位,输送线与灯珠拾取工位对齐设置有灯珠装配工位,灯珠拾取工位和灯珠装配工位之间的中心位置设有引脚折弯工位,灯珠拾取工位和引脚折弯工位之间还设有预折弯工位,灯珠拾取工位和灯珠装配工位之间的上方设有可同步平移和升降的第一灯珠手指气缸和第二灯珠手指气缸,第一灯珠手指气缸和第二灯珠手指气缸的间距为灯珠拾取工位和灯珠装配工位间距的一半。
5.作为优选,所述引脚折弯工位设置有纵向滑动的定型滑块,定型滑块的中间设有灯珠座,灯珠座的两侧分别设有向下凹的台阶槽,灯珠座与台阶槽之间设有引脚定位槽,定型滑块的一端设置有定型滑块气缸,定型滑块另一端的上方设有与台阶槽适配的冲压块,冲压块上端连接有第二灯珠竖向气缸。
6.作为优选,所述预折弯工位包括灯珠顶块,灯珠顶块中部设有灯珠座,灯珠座的一侧或两侧设有导向斜面。灯珠在进入引脚折弯工位之前,先进行引脚的斜向展开预折弯,预折弯工位位于灯珠拾取工位和引脚折弯工位之间,由第一灯珠手指气缸下压完成,此时,第二灯珠手指气缸同步进行一个空的下降行程。灯珠下压到灯珠座时,引脚沿导向斜面展开,为引脚后续折弯做好准备。
7.作为优选,灯珠拾取工位和灯珠装配工位之间上方设有横向滑轨,横向滑轨上设置有横向滑块,横向滑块表面设有竖向滑轨,竖向滑轨上设有竖向滑块,横向滑块上端设有驱动竖向滑块的第一灯珠竖向气缸,竖向滑块两端分别朝下设置有第一灯珠手指气缸和第二灯珠手指气缸。
8.作为优选,所述第一灯珠手指气缸的两气动手指之间设有灯珠压块,所述灯珠压块上端连接有压块气缸,压块气缸与第一灯珠手指气缸同步平移和升降。
9.作为优选,灯珠振动上料盘的输出通道末端设置有灯珠位置传感器。
10.作为优选,振动上料盘输出通道中间设有容置并供引脚导向的狭缝,狭缝宽度小于灯珠等灯头直径。
11.本装置的灯珠通过灯珠振动上料盘进料,灯珠沿振动上料盘进料输出通道进料时,保持灯珠的灯头朝向,引脚朝下的竖直姿态。第一灯珠手指气缸和第二灯珠手指气缸夹持灯头进行搬运。通过横向滑块的横向运动和竖向滑块的升降,第一灯珠手指气缸完成从灯珠拾取工位到引脚折弯工位之间的灯珠搬运,第二灯珠手指气缸完成从引脚折弯工位到灯珠装配工位之间的灯珠搬运。灯珠放置到定型滑块时,第一灯珠手指气缸下压,使灯珠放入灯珠座,引脚向两侧水平展开,然后定型滑块气缸推动定型滑块到冲压块下方,第二灯珠竖向气缸推动冲压块,冲压块与调节槽形状适配,将引脚两端向下折弯到竖直形态,方便后续的插接装配。第一灯珠手指气缸的搬运的灯珠引脚进行预折弯、冲压折弯两道工序后,两引脚之间间距增大,并处于向下折弯的竖直状态,可以在灯珠装配工位完成自动化插接装配,本机构灯珠进料后自动完成引脚折弯直至自动装配,无需手动介入,实现灯珠装配的全程自动化,提高生产效率。本灯珠进料机构并不局限单一种类的灯具装配,只要是需要进行灯珠引脚弯折的装配流水线,均匀通过小幅度适应性调整进行适配。
12.本实用新型在灯珠进料后自动完成引脚折弯直至自动装配,无需手动介入,实现灯珠装配的全程自动化,提高生产效率。
附图说明
13.下面结合附图对本实用新型进一步说明。
14.图1是本实用新型的一种装配流水线整体结构示意图。
15.图2是本实用新型的一种装配产品结构示意图。
16.图3是本实用新型的一种灯珠结构示意图。
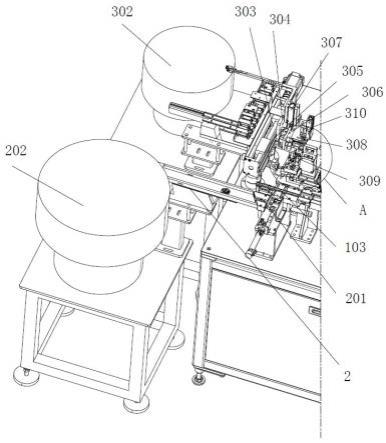
17.图4是本实用新型的一种灯珠进料机构的结构示意图。
18.图5是本实用新型图4中a处的结构示意图。
19.图6是本实用新型的引脚折弯工位的进一步放大结构示意图。
20.图7是本实用新型预折弯工位的灯珠顶块结构示意图。
21.图8是本实用新型的第二种装配产品结构示意图。
22.图中 :1、输送线,2、座体进料机构,3、灯珠进料机构,4、电池进料机构,5、开关进料机构,6、盖板进料机构,7、绝缘插片进料机构,103、灯珠装配工位,201、座体,202、座体振动上料盘,301、灯珠,302、灯珠振动上料盘,303、横向滑轨,304、横向滑块,305、竖向滑轨,306、竖向滑块,307、第一灯珠竖向气缸,308、第一灯珠手指气缸,309、第二灯珠手指气缸,310、压块气缸,311、输出通道,312、灯珠顶块,313、定型滑块,314、定型滑块气缸,315、引脚定位槽,316、台阶槽,317、冲压块,318、第二灯珠竖向气缸。
具体实施方式
23.下面通过具体实施例并结合附图对本实用新型进一步说明。
24.实施例1:一种流水线的灯珠进料机构,用于如图1所示的led发光底座装配流水线中。图1的流水线包括输送线1,输送线1沿输送方向依次设置座体进料机构2,灯珠进料机构
3,电池进料机构4,开关进料机构5,盖板进料机构6,绝缘插片进料机构7,依次完成装配。本例的灯珠进料机构用于如图3所示的灯珠301,装配完成后的产品如图2所示,灯珠301的两引脚分别向外折弯后,引脚端部向下折弯成竖直状态,插入座体201中。
25.本装置结构如图3-5所示,其中,图3、4中隐藏了第二灯珠竖向气缸318,以更好地展示后方结构。本装置所述机体上设有灯珠振动上料盘302,灯珠振动上料盘输出通道311末端设有灯珠拾取工位,振动上料盘输出通道中间设有容置并供引脚导向的狭缝,狭缝宽度小于灯珠等灯头直径,使灯珠301进料时能引脚保持在狭缝中、保持竖向状态。输送线1与灯珠拾取工位对齐设置有灯珠装配工位103,灯珠装配工位的另一侧设置座体201上料的座体上料振动盘202。灯珠拾取工位和灯珠装配工位之间的中心位置设有引脚折弯工位,灯珠拾取工位和引脚折弯工位之间还设有预折弯工位。
26.灯珠拾取工位和灯珠装配工位之间上方设有横向滑轨303,横向滑轨上设置有横向滑块304,横向滑块表面设有竖向滑轨305,竖向滑轨上设有竖向滑块306,横向滑块上端设有驱动竖向滑块的第一灯珠竖向气缸307,竖向滑块两端分别朝下设置有第一灯珠手指气缸308和第二灯珠手指气缸309,第一灯珠手指气缸308和第二灯珠手指气缸309的间距为灯珠拾取工位和灯珠装配工位201间距的一半。所述第一灯珠手指气缸308的两气动手指之间设有灯珠压块,所述灯珠压块上端连接有压块气缸310,压块气缸设置于竖向滑块上。
27.预折弯工位如图5、6、7所示,预折弯工位包括灯珠顶块312,灯珠顶块中部设有灯珠座,灯珠座的一侧或两侧设有导向斜面。灯珠被第一灯珠手指气缸下压到灯珠座上时,引脚沿导向斜面展开。必要时,第一灯珠手指气缸的气动手指之间的灯珠压块可以辅助下压。
28.引脚折弯工位如图5、6所示,引脚折弯工位设置有纵向滑动的定型滑块313,定型滑块的中间设有灯珠座,灯珠座的两侧分别设有向下凹的台阶槽316,灯珠座与台阶槽之间设有引脚定位槽315,定型滑块的一端设置有定型滑块气缸314,定型滑块另一端的上方设有与台阶槽适配的冲压块317,冲压块上端连接有第二灯珠竖向气缸318,第二灯珠竖向气缸在图6中显示,在图5中进行了隐藏。
29.本装置通过横向滑块的横向运动和竖向滑块的升降,第一灯珠手指气缸完成从灯珠拾取工位到预折弯工位、引脚折弯工位之间的灯珠搬运,第二灯珠手指气缸完成从引脚折弯工位到灯珠装配工位之间的灯珠搬运。灯珠在进入引脚折弯工位之前,先进行引脚的斜向展开预折弯,预折弯工位位于灯珠拾取工位和引脚折弯工位之间,由第一灯珠手指气缸下压完成,此时,第二灯珠手指气缸同步进行一个空的下降行程。引脚折弯工位通过冲压将引脚定型成两引脚间距变大,且端部竖直向下的状态。第一灯珠手指气缸的搬运的灯珠引脚进行预折弯、冲压折弯两道工序后,两引脚之间间距增大,并处于向下折弯的竖直状态,可以在灯珠装配工位完成自动化插接装配,本机构灯珠进料后自动完成引脚折弯直至自动装配,无需手动介入,实现灯珠装配的全程自动化,提高生产效率。
30.实施例2:一种流水线的灯珠进料机构,本例的灯珠进料机构用于如图3所示的灯珠301,装配完成后的产品如图7所示,灯珠301的一个引脚保持竖直,另一个引脚向外折弯、引脚端部向下折弯成竖直状态,插入座体201中。本实施例中,预折弯工位的灯珠顶块312一侧为竖直面,另一侧为导向斜面,仅需对一侧引脚进预弯折,同时,定型滑块313一侧的台阶槽内端面位于灯珠座下方,使引脚能竖直直接插入,另一侧台阶槽用于折弯冲压。形成一个支脚保持竖直,另一个支脚向外展开、端部折成竖直的装配结构。本实施例只需对实施例1
的灯珠顶块312和定型滑块313进行小幅度更换调整即可实现,体现了本灯珠进料机构的通用性,适用于更多需要对灯珠引脚进行弯折的装配线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1