一种半自动抽芯拉铆设备的制作方法
本技术涉及机械设备,尤其是一种半自动抽芯拉铆设备。
背景技术:
1、在汽车的某些产品组装中,常常遇到空间狭窄、封闭或半封闭、结构复杂区域的结构连接工况,这种工况对于传统的连接工艺已经难以凑效。因此,在这种工况下多选用抽芯拉铆工艺。但当汽车的两个工件的搭接方式是内部搭接时,需要将其中一工件置于另一工件内部的相应位置处,然后手持气动拉铆枪进行抽芯拉铆,这不仅存在效率低下的问题,还存在工件定位困难,操作难度高,容易出现铆钉偏位等问题,不能满足现代工业和生产对抽芯拉铆工艺越来越高的要求。
2、因此,现有技术有待于提高和改善。
技术实现思路
1、针对现有技术中存在的不足之处,本实用新型的目的是提供一种半自动抽芯拉铆设备,解决现有技术中存在的效率低下、工件定位困难,操作难度高,容易出现铆钉偏位等问题。
2、为实现上述目的,本实用新型所采用的技术方案是:
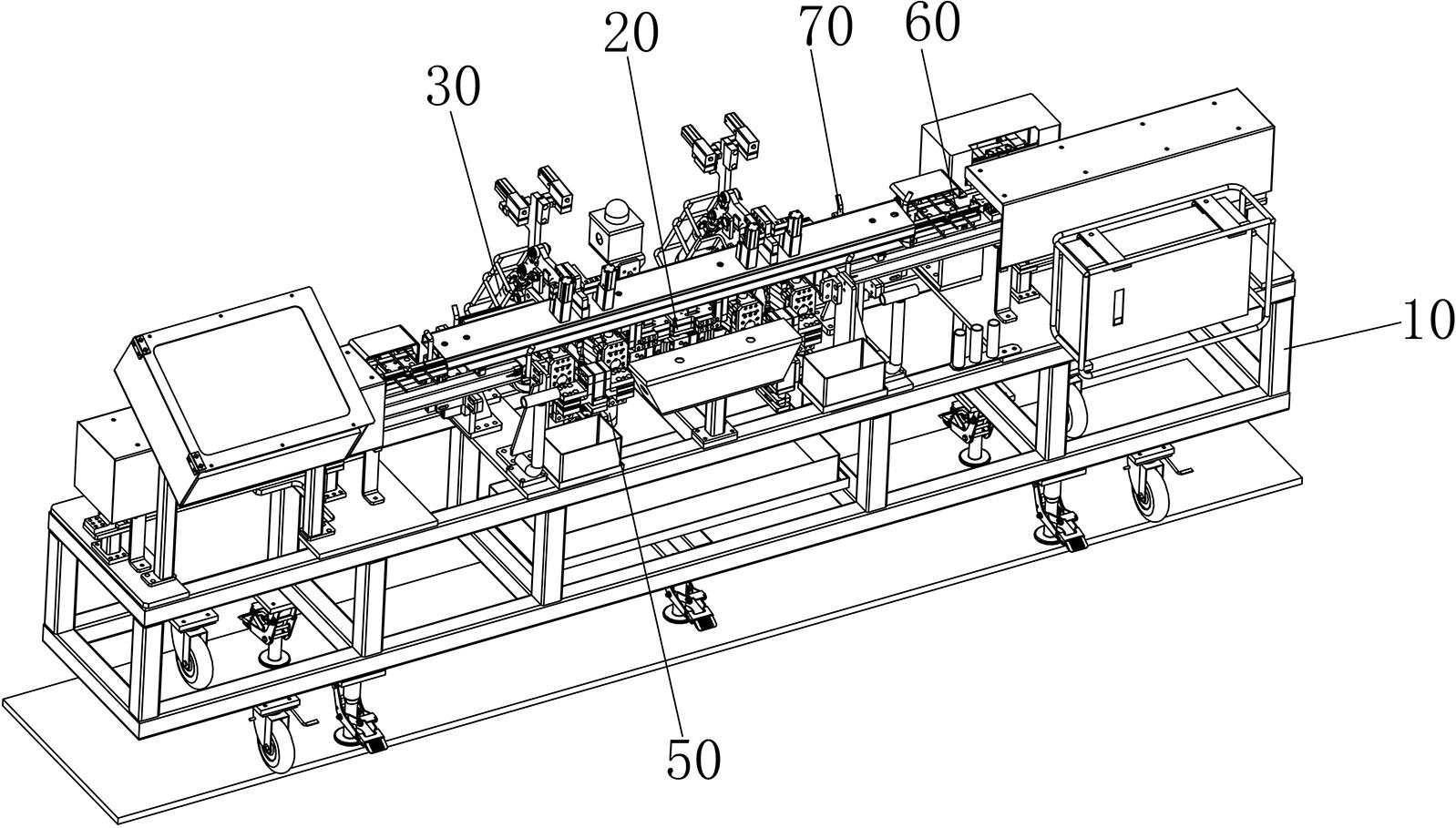
3、一种半自动抽芯拉铆设备,包括机架、抽芯拉铆机构、压紧机构、托杆、送料机构以及定位机构,所述机架的中部设有所述定位机构,所述定位机构的两侧对称设置有两所述抽芯拉铆机构,所述抽芯拉铆机构的上方设有所述压紧机构,所述压紧机构上安装有至少一所述托杆,所述压紧机构相对于所述定位机构的另一侧设置有所述送料机构。
4、进一步的,所述定位机构包括定位气缸和定位销,所述定位气缸的输出端安装有所述定位销。
5、进一步的,所述压紧机构包括压紧气缸安装板、压紧气缸和压紧板,所述压紧气缸安装于所述压紧气缸安装板上,所述压紧板转动安装于所述压紧气缸安装板上,一端为与所述压紧气缸的活塞杆连接的连接端,另一端为压紧端。
6、进一步的,所述压紧端包括端面压紧端和侧面压紧端。
7、进一步的,所述端面压紧端朝向工件的一侧设有端面压紧块,所述侧面压紧端朝向工件的一侧设有侧面压紧块。
8、进一步的,所述端面压紧端的两侧对称设有两端面压紧气缸,所述端面压紧端的输出端安装有端面压紧柱;所述侧面压紧端的两侧对称设有两侧面压紧气缸,所述侧面压紧气缸的输出端安装有侧面压紧柱。
9、进一步的,所述抽芯拉铆机构包括气动铆接枪驱动气缸和气动铆接枪,所述气动铆接枪驱动气缸的输出端安装有所述气动铆接枪。
10、进一步的,所述送料机构包括送料气缸、导轨和推块,所述送料气缸驱动所述推块沿所述导轨作直线往复运动。
11、进一步的,所述压紧机构靠近所述送料机构的一侧设有限位机构,所述限位机构包括限位气缸和限位杆,所述限位气缸的输出端安装有所述限位杆。
12、进一步的,所述限位杆包括侧面限位杆和端面限位杆。
13、与现有技术相比,本实用新型的有益效果是:
14、由于采用上述的结构设计,将一工件放于托杆上,压紧机构将该工件压紧,送料机构将另一工件送至前一工件中,定位机构对两工件进行定位后,送料机构复位,抽芯拉铆机构对两工件进行抽芯拉铆作业,不仅效率高,而且操作简便、产品定位精准、不易出现铆钉偏位,保证产品品质。
技术特征:
1.一种半自动抽芯拉铆设备,其特征在于:包括机架、抽芯拉铆机构、压紧机构、托杆、送料机构以及定位机构,所述机架的中部设有所述定位机构,所述定位机构的两侧对称设置有两所述抽芯拉铆机构,所述抽芯拉铆机构的上方设有所述压紧机构,所述压紧机构上安装有至少一所述托杆,所述压紧机构相对于所述定位机构的另一侧设置有所述送料机构。
2.如权利要求1所述的半自动抽芯拉铆设备,其特征在于:所述定位机构包括定位气缸和定位销,所述定位气缸的输出端安装有所述定位销。
3.如权利要求1所述的半自动抽芯拉铆设备,其特征在于:所述压紧机构包括压紧气缸安装板、压紧气缸和压紧板,所述压紧气缸安装于所述压紧气缸安装板上,所述压紧板转动安装于所述压紧气缸安装板上,一端为与所述压紧气缸的活塞杆连接的连接端,另一端为压紧端。
4.如权利要求3所述的半自动抽芯拉铆设备,其特征在于:所述压紧端包括端面压紧端和侧面压紧端。
5.如权利要求4所述的半自动抽芯拉铆设备,其特征在于:所述端面压紧端朝向工件的一侧设有端面压紧块,所述侧面压紧端朝向工件的一侧设有侧面压紧块。
6.如权利要求4或5所述的半自动抽芯拉铆设备,其特征在于:所述端面压紧端的两侧对称设有两端面压紧气缸,所述端面压紧端的输出端安装有端面压紧柱;所述侧面压紧端的两侧对称设有两侧面压紧气缸,所述侧面压紧气缸的输出端安装有侧面压紧柱。
7.如权利要求1所述的半自动抽芯拉铆设备,其特征在于:所述抽芯拉铆机构包括气动铆接枪驱动气缸和气动铆接枪,所述气动铆接枪驱动气缸的输出端安装有所述气动铆接枪。
8.如权利要求1所述的半自动抽芯拉铆设备,其特征在于:所述送料机构包括送料气缸、导轨和推块,所述送料气缸驱动所述推块沿所述导轨作直线往复运动。
9.如权利要求1所述的半自动抽芯拉铆设备,其特征在于:所述压紧机构靠近所述送料机构的一侧设有限位机构,所述限位机构包括限位气缸和限位杆,所述限位气缸的输出端安装有所述限位杆。
10.如权利要求9所述的半自动抽芯拉铆设备,其特征在于:所述限位杆包括侧面限位杆和端面限位杆。
技术总结
本技术公开了一种半自动抽芯拉铆设备,包括机架、抽芯拉铆机构、压紧机构、托杆、送料机构以及定位机构,所述机架的中部设有所述定位机构,所述定位机构的两侧对称设置有两所述抽芯拉铆机构,所述抽芯拉铆机构的上方设有所述压紧机构,所述压紧机构上安装有至少一所述托杆,所述压紧机构相对于所述定位机构的另一侧设置有所述送料机构。本技术将一工件放于托杆上,压紧机构将该工件压紧,送料机构将另一工件送至前一工件中,定位机构对两工件进行定位后,送料机构复位,抽芯拉铆机构对两工件进行抽芯拉铆作业,不仅效率高,而且操作简便、产品定位精准、不易出现铆钉偏位,保证产品品质。
技术研发人员:陈荣,谢祥娃
受保护的技术使用者:祥鑫科技(广州)有限公司
技术研发日:20220822
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!