一种钣金件焊接工装的制作方法
本技术涉及焊接工装,特别是一种钣金件焊接工装。
背景技术:
1、在钣金件加工工艺中,很多金属产品件是先经过冲压成型,然后再用电阻点焊或者弧焊焊接,这种加工方式在汽车行业应用尤其广泛;已冲压成型的钣金件在焊接过程中,为了保证焊接精度,通常需要用夹具进行夹紧定位。
2、如申请号为cn202121724695.x的一种钣金件焊接工装,本实用新型设计的钣金件焊接定位装置,通过设置的紧固结构和调控结构之间的配合作用,对于钣金工件能够进行很好的固定工作,并且还能根据实际需求对其进行翻转调整,以满足实际焊接加工需求,进而提高工作效率。
3、类似于上述钣金件焊接工装还存在以下不足:钣金件种类较多,其形状以及大小都不相同,而上述焊接工装支撑板之间的间距是固定的,只能对特定大小的金属工件进行固定,难以适用于多种尺寸的钣金件的加工需求,因此需要一种钣金件焊接工装来解决上述问题。
技术实现思路
1、本实用新型的目的旨在至少解决所述技术缺陷之一。
2、为此,本实用新型的一个目的在于提出一种钣金件焊接工装,以解决背景技术中所提到的问题,克服现有技术中存在的不足。
3、为了实现上述目的,本实用新型一方面的实施例提供一种钣金件焊接工装,包括安装板,所述安装板的一侧设置有调节构件,所述调节构件包括调节框,所述调节框的一侧固定连接有分隔板,所述分隔板的一侧固定连接有限位柱,所述限位柱的一侧滑动连接有移动板,所述移动板的顶面固定连接有支撑板,所述移动板的侧面固定连接有轴承,所述移动板通过轴承转动连接有丝杆。
4、由上述任一方案优选的是,所述安装板的数量为若干个,若干个所述安装板均匀分为两组,两组所述安装板对称分布在调节框的一侧,采用上述技术方案可以达到的技术效果是:当需要对钣金件进行焊接作业时,首先需要将焊接工装移至焊接工位上,随后使用紧固件通过安装板将调节框固定在焊接工位上,可以在焊接作业时将焊接工装进行固定,防止焊接时工装发生晃动。
5、由上述任一方案优选的是,所述调节框的一侧开设有螺纹孔,所述螺纹孔的数量为两个,两个所述螺纹孔对称分布在调节框的一侧,所述螺纹孔的螺纹螺距与丝杆的螺纹螺距相适配。所述移动板的数量为两个,两个所述移动板对称分布在调节框的一侧,所述移动板与调节框滑动连接,采用上述技术方案可以达到的技术效果是:将焊接工装固定完成之后,首先需要对需要焊接钣金件的长度进行测量并得出长度数据,随后转动丝杆,通过螺纹传动可以带动移动板在调节框内部滑动,进而可以带动支撑板进行平行位移,直至两个支撑板之间的间距与钣金件的长度相等后停止转动丝杆,可以及时根据钣金件的大小规格对支撑板间距进行调节,使其可以适用于多种尺寸的钣金件的加工需求。
6、由上述任一方案优选的是,所述移动板的一侧开设有限位孔,所述限位孔的数量为两个,两个所述限位孔对称分布在移动板的一侧,所述限位孔的直径大小与限位柱的直径大小相等,采用上述技术方案可以达到的技术效果是:移动板在运动的同时,将都会相对于限位柱的进行滑动,通过限位柱可以对移动板进行限位,使其运动的更加稳定。
7、由上述任一方案优选的是,所述支撑板的一侧设置有角度调节构件,所述角度调节构件的一侧固定连接有转动板,所述转动板的一侧固定连接有固定架。所述固定架的一侧螺纹连接有螺纹紧固件,所述固定架的数量为两个,两个所述固定架对称分布在转动板的一侧,采用上述技术方案可以达到的技术效果是:将支撑板之间的间距调节完成之后,随后通过螺纹紧固件将钣金件固定在固定架上,并通过角度调节构件对钣金件的角度进行调节,最后可以进行焊接作业。
8、与现有技术相比,本实用新型所具有的优点和有益效果为:
9、通过安装板、调节框、分隔板、限位柱、移动板、支撑板、轴承和丝杆之间的配合设置,将焊接工装固定完成之后,首先需要对需要焊接钣金件的长度进行测量并得出长度数据,随后转动丝杆,通过螺纹传动可以带动移动板在调节框内部滑动,进而可以带动支撑板进行平行位移,直至两个支撑板之间的间距与钣金件的长度相等后停止转动丝杆,可以及时根据钣金件的大小规格对支撑板间距进行调节,使其可以适用于多种尺寸的钣金件的加工需求。
技术特征:
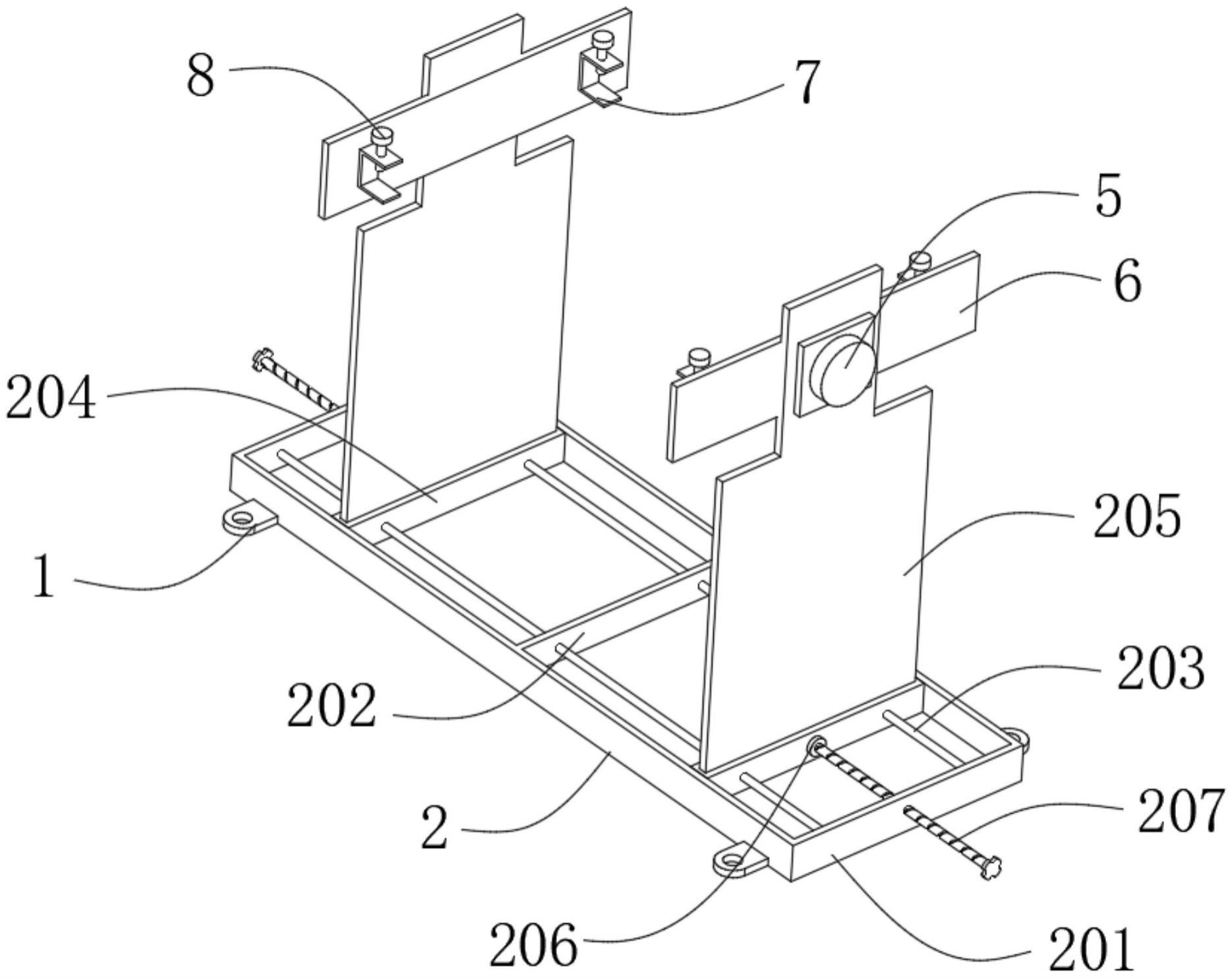
1.一种钣金件焊接工装,其特征在于:包括安装板(1),所述安装板(1)的一侧设置有调节构件(2),所述调节构件(2)包括调节框(201),所述调节框(201)的一侧固定连接有分隔板(202),所述分隔板(202)的一侧固定连接有限位柱(203),所述限位柱(203)的一侧滑动连接有移动板(204),所述移动板(204)的顶面固定连接有支撑板(205),所述移动板(204)的侧面固定连接有轴承(206),所述移动板(204)通过轴承(206)转动连接有丝杆(207)。
2.根据权利要求1所述的一种钣金件焊接工装,其特征在于:所述安装板(1)的数量为若干个,若干个所述安装板(1)均匀分为两组,两组所述安装板(1)对称分布在调节框(201)的一侧。
3.根据权利要求2所述的一种钣金件焊接工装,其特征在于:所述调节框(201)的一侧开设有螺纹孔(3),所述螺纹孔(3)的数量为两个,两个所述螺纹孔(3)对称分布在调节框(201)的一侧,所述螺纹孔(3)的螺纹螺距与丝杆(207)的螺纹螺距相适配。
4.根据权利要求3所述的一种钣金件焊接工装,其特征在于:所述移动板(204)的数量为两个,两个所述移动板(204)对称分布在调节框(201)的一侧,所述移动板(204)与调节框(201)滑动连接。
5.根据权利要求4所述的一种钣金件焊接工装,其特征在于:所述移动板(204)的一侧开设有限位孔(4),所述限位孔(4)的数量为两个,两个所述限位孔(4)对称分布在移动板(204)的一侧,所述限位孔(4)的直径大小与限位柱(203)的直径大小相等。
6.根据权利要求5所述的一种钣金件焊接工装,其特征在于:所述支撑板(205)的一侧设置有角度调节构件(5),所述角度调节构件(5)的一侧固定连接有转动板(6),所述转动板(6)的一侧固定连接有固定架(7)。
7.根据权利要求6所述的一种钣金件焊接工装,其特征在于:所述固定架(7)的一侧螺纹连接有螺纹紧固件(8),所述固定架(7)的数量为两个,两个所述固定架(7)对称分布在转动板(6)的一侧。
技术总结
本技术涉及焊接工装技术领域,特别是一种钣金件焊接工装,包括安装板,所述安装板的一侧设置有调节构件,所述调节构件包括调节框,所述调节框的一侧固定连接有分隔板。本技术的优点在于:通过安装板、调节框、分隔板、限位柱、移动板、支撑板、轴承和丝杆之间的配合设置,将焊接工装固定完成之后,首先需要对需要焊接钣金件的长度进行测量并得出长度数据,随后转动丝杆,通过螺纹传动可以带动移动板在调节框内部滑动,进而可以带动支撑板进行平行位移,直至两个支撑板之间的间距与钣金件的长度相等后停止转动丝杆,可以及时根据钣金件的大小规格对支撑板间距进行调节,使其可以适用于多种尺寸的钣金件的加工需求。
技术研发人员:孙亚东,杨宗明,安明虎,刘寰宇
受保护的技术使用者:广州市鑫铠铭金属制品有限公司
技术研发日:20220829
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!