一种可降温的预埋钢板焊接固定装置的制作方法
1.本实用新型属于建筑施工技术领域,具体涉及一种可降温的预埋钢板焊接固定装置。
背景技术:
2.国内预制梁、支座、墩顶垫石等施工中大多数需要在梁底或者构件上预埋镀锌钢板,预埋钢板上通常会焊接钢筋,通过焊接钢筋使预埋钢板和混凝土更加牢固的结合在一起。目前常用的方法是一般在施工过程中直接将预埋筋放置在预埋钢板上直接焊接,此种方法一方面施工工效低,钢筋焊接定位差;另一方面预埋钢筋在焊接过程中温度较高容易造成预埋钢板变形,导致预埋钢板平整度差,对预制梁或者其他构件质量影响较大。针对上述两个技术问题,经过检索,授权公告号为cn 213681734 u的专利公开了一种用于梁底预埋钢板的操作台,其包括支架;固定于支架上方的操作平台,用于放置待加工预埋钢板;压板,用于压紧放置于操作平台上的预埋钢板。虽然上述技术方案通过设置操作平台在一定程度上仅解决了施工效率低的技术问题,但是对于钢筋焊接定位差以及钢板焊接过程中的高温变形的技术问题并未解决,因此,还是有必要进一步深入研究。
技术实现要素:
3.为了解决上述现有技术中存在的问题,提供了一种可降温的预埋钢板焊接固定装置。本装置制作简单,施工方便,而且能够解决预埋钢板焊接过程因温度过高而使预埋钢板变形的问题,且使预埋钢板与预埋钢筋焊接位置精确。
4.本实用新型解决其技术问题所采用的技术方案是:
5.本技术方案提出了一种可降温的预埋钢板焊接固定装置,包括支撑座,所述支撑座的顶部连接有加工平台;还包括水槽,所述支撑座底端固定连接于水槽底部内壁;所述水槽中盛装有冷却水;所述加工平台的两侧连接有侧板;两侧板之间形成用于放置预埋钢板的加工区域;所述侧板上连接有若干间隔设置的用于对预埋钢板进行压持的压持机构,该压持机构包括固定连接于侧板上的螺母,所述螺母配合连接有用于压持预埋钢板的螺栓。
6.优选的,还包括用于对预埋钢板和预埋钢筋预进行定位的定位机构,所述定位机构包括第一标尺和第二标尺,所述第一标尺连接于所述加工平台的一侧;所述第二标尺连接于侧板的上方;所述第二标尺与第一标尺分别沿着加工平台的长度方向和宽度方向设置。
7.优选的,所述螺栓的顶部连接有手柄,所述手柄与所述螺栓整体组成“t”字型结构。
8.优选的,所述预埋钢筋为u型钢筋。
9.优选的,所述加工平台采用10mm厚钢板。
10.优选的,所述支撑座与所述侧板均为8#槽钢。
11.优选的,所述水槽采用10mm厚q235钢焊接而成。
12.与现有技术相比,本实用新型具有以下优点:
13.1.本实用新型中通过设置水槽,可以在预埋钢筋与预埋钢板焊接过程中,降低温度,保证预埋钢板不变形,有效保证预埋钢板平整度。
14.2.本实用新型中通过设置第一标尺和第二标尺,可以准确放置预埋钢板且保证预埋钢筋焊接的位置精确。
15.3.本装置整体结构简单、材料易得,加工方便,能够大大提高工效,节约人力,创造良好的经济效益。
附图说明
16.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
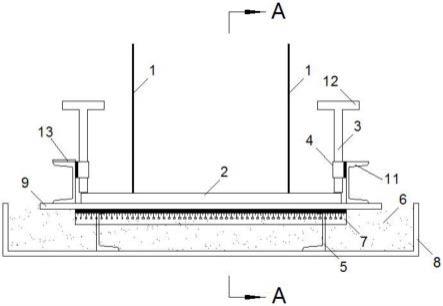
17.图1是本实用新型结构剖视图。
18.图2是本实用新型沿a-a方向结构示意图。
19.图3是本实用新型结构俯视图。
20.附图标记说明:
21.1-预埋钢筋;2-预埋钢板;3-螺栓;4-螺母;5-支撑座;6-冷却水;7-第一标尺;8-水槽;9-加工平台;10-焊缝;11-侧板;12-手柄;13-第二标尺。
具体实施方式
22.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
23.如图1-3所示,本实施例提出了一种可降温的预埋钢板2焊接固定装置,可用于预制梁预埋钢板2焊接、支座预埋钢板2焊接、墩顶垫石预埋钢板2焊接等与之相关的预埋钢板焊接工艺;其结构形式包括支撑座5,支撑座5的顶部连接有加工平台9,支撑座5与加工平台9可直接焊接固定在一起;加工平台9作为放置预埋钢板2的放置平台使用;整个装置还包括水槽8,支撑座5底端固定连接于水槽8底部内壁;加工平台9的体积小于水槽8体积,也就是说,水槽8能够容纳加工平台9;水槽8中盛装有冷却水6,在使用时,水槽8内灌入冷却水6与加工平台9平齐,可以在预埋钢筋1与预埋钢板2焊接过程中,降低温度,保证预埋钢板2不变形。
24.加工平台9的两侧各连接有侧板11,两侧板11之间形成用于放置预埋钢板2的加工区域;侧板11上连接有若干间隔设置的用于对预埋钢板2进行压持的压持机构,该压持机构可以采用如下结构形式:
25.压持机构包括固定连接于侧板11上的螺母4,多个螺母4间隔设置;螺母4配合连接有用于压持预埋钢板2的螺栓3;在使用时,通过向下旋转螺栓3压紧预埋钢板2,起到固定作用。
26.还包括用于对预埋钢板2和预埋钢筋1预进行定位的定位机构,定位机构包括第一标尺7和第二标尺13,第一标尺7连接于加工平台9的一侧;第二标尺13连接于侧板11的上
方;第二标尺13与第一标尺7分别沿着加工平台9的长度方向和宽度方向设置。
27.通过设置的第一标尺7和第二标尺13可以准确放置预埋钢板2且保证预埋钢筋1焊接的位置精确,保证最终的焊接质量。
28.为了方便操作,螺栓3的顶部连接有手柄12,手柄12与所述螺栓3整体组成“t”字型结构。
29.在本实施例中,预埋钢筋1为u型钢筋,方便定位焊接,u型钢筋与预埋钢板2之间焊接形成如图2所示的焊缝10。
30.具体选材设计如下:
31.加工平台9采用10mm厚钢板;支撑座5与侧板11均为8#槽钢;水槽8采用10mm厚q235钢焊接而成。
32.该装置长1m,宽0.8m,四周及底板采用10mm厚q235钢板焊接成一个箱体状的水槽8,且不得有孔洞。在加工平台9底部焊接2根8#槽钢作为焊接平台的支撑座5,然后焊接一块尺寸为790*656*10mm的钢板作为预埋钢板2的加工平台9,在加工平台9左右两侧各焊接一根8#槽钢作为侧板11,同时在两侧每间隔30cm焊接一个螺帽,共计焊接6个,并安装直径16mm的精轧螺纹钢螺栓3,以便将预埋钢板2进行固定,在左侧侧板11以及加工平台9上各安置一标尺,即第一标尺7和第二标尺13,以便更加精确的放置预埋钢板2和预埋钢筋1;然后在加工平台9底部水槽8箱室内灌满冷却水6,冷却水6的高度与加工平台9平齐,使预埋钢板2焊接过程中降低温度,防止预埋钢板2变形。
33.需要说明的是:
34.该装置加工过程中,注意放置预埋钢板2的加工平台9距离螺母4净空至少大于预埋钢板2两厘米,方便预埋钢板2的放置和取出;另外,螺母4要垂直于预埋钢板2,不得出现倾斜。
35.施工工效对比:
36.在未使用该装置时,直接在预制梁底座上放置预埋钢板2,然后进行预埋钢筋1焊接,需要1人,施工时间为30分钟,钢筋定位差,钢板焊接变形。
37.在使用本装置后,先在固定装置上放置钢板,焊接预埋钢筋1,然后将焊接好的钢板放置于梁底,需要1人,施工时间15分钟,钢筋定位准确,钢板焊接不变形。
38.通过以上分析可以看出,本装置具有如下优点:
39.1、该装置结构简单、材料易得,加工制作简单方便。
40.2、该装置使预埋钢筋1和预埋钢板2焊接位置定位准确。
41.3、该装置通过冷水降温原理解决了预埋钢筋1焊接过程中预埋钢板2易变形的问题。
42.4、能够大大提高工效,节约人力,创造良好的经济效益。
43.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1