一种专用于铜扁线冷压焊接的装置的制作方法
1.本实用新型涉及一种专用于铜扁线冷压焊接的装置,属于电磁线冷压焊接技术领域。
背景技术:
2.铜扁线(电磁线)作为大型变压器绕组换位导线的主体,在生产过程中由于受每盘铜扁线重量(长度)的限制,需要将不同线盘的铜扁线焊接起来。在高压电力系统中,变压器线圈绕组要能够承受短路电流的冲击,因此要求铜电磁线接头焊接牢固可靠,抗拉强度不低于母材且导电性能良好。目前,电磁线生产厂家多采用传统的熔焊或电阻焊方式焊接铜扁线,其主要弊端是需要通电、加热和使用加助焊剂,焊头处母材的组织状态发生变化,而接头的性能直接影响产品的强度和导电性能。
3.冷压焊是在室温下靠外加压力使金属产生强烈塑性变形而实现固态焊接的一种方法。焊接过程无需通电、加热或添加助焊剂,实验数据也证明能有效地保证导体机械性能及电气性能,提高了焊头质量。已有技术的铜扁线冷压焊工艺是把两根未经任何处理的铜扁线插入标准的模具中,模具夹紧线材并向前送线,要求焊接扁线外形尺寸必须与设备配套模具钳口(见附图1)相匹配,如果铜扁线外形尺寸相对模具钳口的尺寸太小,会造成模具因夹线预紧力不够而使线在模具内打滑,从而使焊接失败;如果铜扁线外形尺寸相对钳口的尺寸太大,模具会夹伤焊接件或模具被损伤,因此,已有技术存在一个线规配套一副模具的问题。在产品多样化的今天,铜扁线规格多种多样,模具的多样化要求在一定程度上增大了设备使用成本,从而制约冷压焊在电磁铜扁线生产领域的应用。
技术实现要素:
4.本实用新型目的是提供一种专用于铜扁线冷压焊接的装置,实现四面约束,为通用型夹紧机构,适应产品的多样化需要,实现一套模具适用多种线规的焊接,解决已有技术存在的上述技术问题。
5.本实用新型的技术方案是:
6.一种专用于铜扁线冷压焊接的装置,包含支架、动力源组件、杠杆机构、燕尾滑块组件、l型固定块、摆臂机构、上压紧机构、推挡块、压紧气缸、正向压紧块、上压紧块和燕尾滑轨支座;支架上部设有燕尾滑轨支座,燕尾滑轨支座上对称设置左右两个燕尾滑块组件,每个燕尾滑块组件上均设置l型固定块和压紧气缸,l型固定块的内侧设有l型固定块台阶,冷压焊接的铜扁线放置在l型固定块台阶上,l型固定块上设有可上下移动的上压紧机构,上压紧机构的上压紧块位于l型固定块台阶上方;压紧气缸的输出端设有正向压紧块,正向压紧块正对l型固定块台阶,上压紧块、正向压紧块和l型固定块台阶一起构成铜扁线的冷压焊接模具,对放置在l型固定块台阶上的铜扁线进行冷压焊接;所述燕尾滑块组件上设有推挡块,支架底部设置动力源组件,动力源组件通过杠杆机构与推挡块接触连接,推动推挡块及燕尾滑块组件在燕尾滑轨支座上滑动;所述上压紧机构通过摆臂机构与推挡块接触连
接,推挡块带动上压紧机构移动。
7.所述左右两个燕尾滑块组件之间设有弹簧装置,用于左右两个燕尾滑块组件复位,同时避免左右两个燕尾滑块组件相撞。
8.所述左右两个燕尾滑块组件分别匹配左右杠杆机构,左右两个杠杆机构的顶端分别匹配左右推挡块,左右两个杠杆机构的底端共同匹配一个楔形块,楔形块上小下大,底部与动力源组件连接,左右两个杠杆机构的支点铰接在支架中部的支撑座上。
9.所述上压紧机构通过销轴安装在燕尾滑块组件上,上压紧机构设有滑块,上压紧机构底部设有上压紧机构弹簧,用于上压紧机构复位。上压紧块安装在上下运动的滑块上,通过推挡块实现与燕尾滑块组件同步运动,上压紧机构通过摆臂机构旋转摆动实现上压紧块对待焊铜扁线顶部的压紧和松开动作。
10.所述l型固定块通过沉头螺钉分别固定安装在两个燕尾滑块组件上,正向夹紧块固定安装在压紧气缸的固定治具上,通过双作用压紧气缸的往复运动实现对待焊铜扁线正向压紧和松开动作。
11.所述摆臂机构铰接在燕尾滑轨支座上,上端与上压紧机构接触连接,下端与推挡块接触连接。
12.所述接触连接是两个部件之间通过滚轮进行接触配合。
13.所述支架两侧均设有单向送线夹紧块和手动拨杆组件,单向送线夹紧块设置在手动拨杆组件上,对需要冷压焊接的铜扁线夹紧定位;手动拨杆组件用于调整单向送线夹紧块位置。
14.本实用新型的有益效果:能够实现四面约束,为通用型夹紧机构,适应产品的多样化需要,实现一套模具适用多种线规的焊接。
附图说明
15.图1是已有技术的模具示意图;
16.图2是本发明实施例主视图;
17.图3是本发明实施例俯视图;
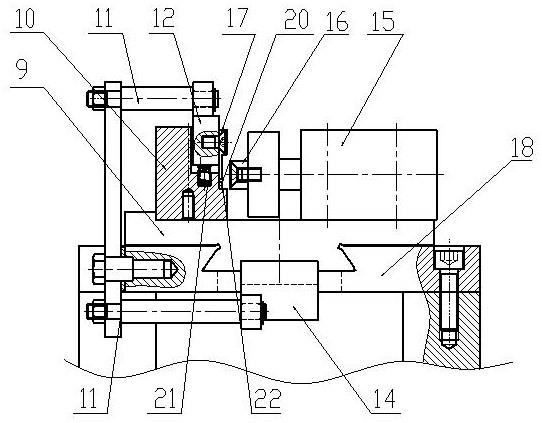
18.图4是本发明实施例剖视图;
19.图中:模具体1、模具钳口2、支架3、动力源组件4、楔形块5、杠杆机构6、支撑座7、单向送线夹紧块8、燕尾滑块组件9、l型固定块10、摆臂机构11、上压紧机构12、弹簧装置13、推挡块14、压紧气缸15、正向压紧块16、上压紧块17、燕尾滑轨支座18、手动拨杆组件19、待焊铜扁线20、铜扁线一20a、铜扁线二20b、上压紧机构弹簧21、l型固定块台阶22。
具体实施方式
20.以下结合附图,通过实施对本实用新型做进一步说明。
21.本实施例中,参照附图2、3、4,一种专用于铜扁线冷压焊接的装置,包含支架3、动力源组件4、杠杆机构6、燕尾滑块组件9、l型固定块10、摆臂机构11、上压紧机构12、推挡块14、压紧气缸15、正向压紧块16、上压紧块17和燕尾滑轨支座18;支架3上部设有燕尾滑轨支座18,燕尾滑轨支座18上对称设置左右两个燕尾滑块组件9,每个燕尾滑块组件9上均设置l型固定块10和压紧气缸15,l型固定块10的内侧设有l型固定块台阶22,冷压焊接的铜扁线
放置在l型固定块台阶22上,l型固定块10上设有可上下移动的上压紧机构12,上压紧机构12的上压紧块17位于l型固定块台阶22上方;压紧气缸15的输出端设有正向压紧块16,正向压紧块16正对l型固定块台阶22,上压紧块17、正向压紧块16和l型固定块台阶22一起构成铜扁线的冷压焊接模具,对放置在l型固定块台阶22上的铜扁线进行冷压焊接;所述燕尾滑块组件9上设有推挡块14,支架3底部设置动力源组件4,动力源组件4通过杠杆机构6与推挡块14接触连接,推动推挡块14及燕尾滑块组件9在燕尾滑轨支座18上滑动;所述上压紧机构12通过摆臂机构11与推挡块14接触连接,推挡块14带动上压紧机构12移动。
22.参照附图2,所述左右两个燕尾滑块组件9之间设有弹簧装置13,用于左右两个燕尾滑块组件9复位,同时避免左右两个燕尾滑块组件9相撞。
23.所述左右两个燕尾滑块组件9分别匹配左右杠杆机构6,左右两个杠杆机构6的顶端分别匹配左右推挡块14,左右两个杠杆机构6的底端共同匹配一个楔形块5,楔形块5上小下大,底部与动力源组件4连接,左右两个杠杆机构6的支点铰接在支架3中部的支撑座7上。
24.参照附图4,所述上压紧机构12通过销轴安装在燕尾滑块组件9上,上压紧机构12设有滑块,上压紧机构12底部设有上压紧机构弹簧21,用于上压紧机构12复位。上压紧块17安装在上下运动的滑块上,通过推挡块14实现与燕尾滑块组件9同步运动,上压紧机构12通过摆臂机构11旋转摆动实现上压紧块17对待焊铜扁线20顶部的压紧和松开动作。
25.所述摆臂机构11铰接在燕尾滑轨支座18上,上端与上压紧机构12接触连接,下端与推挡块14接触连接。
26.所述接触连接是两个部件之间通过滚轮进行接触配合。
27.参照附图3,所述支架3两侧均设有单向送线夹紧块8和手动拨杆组件19,单向送线夹紧块8设置在手动拨杆组件19上,对需要冷压焊接的铜扁线夹紧定位;手动拨杆组件19用于调整单向送线夹紧块8位置。
28.将两根待焊铜扁线分别置于左右两个l型固定块10的l型固定块台阶22上,两根待焊铜扁线端部对接一起,压紧气缸15驱动正向压紧块16水平移动,压紧待焊铜扁线20;动力源组件4通过杠杆机构6和左右两个推挡块14分别驱动左右两个摆臂机构11和上压紧机构12移动,上压紧机构12的上压紧块17向下移动压紧待焊铜扁线20;两根待焊铜扁线被夹紧在上压紧块17、正向压紧块16和l型固定块台阶22一起构成的铜扁线的冷压焊接模具内;动力源组件4通过杠杆机构6和左右两个推挡块14分别驱动左右两个燕尾滑块组件9朝向两根待焊铜扁线端部对接处移动进行顶墩;动力源组件4驱动燕尾滑块组件9和上压紧块17往复运动,压紧气缸15驱动正向压紧块16往复运动,实现对待焊铜扁线夹紧—顶墩—松开—回退—再夹紧,多次顶墩,最后完成两根待焊铜扁线之间的有效冷压焊接。
29.通过分别调节两端手动拨杆组件19和单向送线夹紧块8,对放入的待焊铜扁线20进行夹紧定位。
30.所述动力源组件4采用满足顶墩力、夹紧力需求的气缸组件,气缸通过螺栓固定安装在支架3上,气缸杆上装有用以增力的楔形块5;压紧气缸15分别安装在用于顶墩的燕尾滑块组件9上,压紧待焊铜扁线20后随着燕尾滑块组件9共同顶墩运动。
31.所述杠杆机构6通过销轴安装在支撑座上,推挡块通过螺栓固定安装在燕尾滑块组件9的下方,两个燕尾滑块组件9中间安装弹簧装置13,以保证在焊接过程中的夹具回退。燕尾滑块组件9整体在燕尾滑轨支座18上滑动。
32.所述l型固定块10通过沉头螺钉分别固定安装在两个燕尾滑块组件9上,正向夹紧块16固定安装在压紧气缸15的固定治具上,通过双作用压紧气缸15的往复运动实现对待焊铜扁线20正向压紧和松开动作。上压紧机构12通过销轴安装在燕尾滑块组件9上,上压紧机构12设有滑块,上压紧机构12底部设有上压紧机构弹簧21,上压紧块17安装在上下运动的滑块上,通过推挡块14实现与燕尾滑块组件9同步运动,上压紧机构12通过摆臂机构11旋转摆动实现上压紧块17对待焊铜扁线20顶部的压紧和松开动作。
33.所述手动拨杆组件19整体安装在燕尾滑轨支座18上,单向送线夹紧块8通过销轴安装在固定支座上。
34.在实施例中,两根待焊铜扁线分别为铜扁线一20a和铜扁线二20b,通过使用本实用新型进行冷压焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1