一种阀门加工设备的进料机构的制作方法
1.本实用新型涉及一种阀门加工设备的进料机构。
背景技术:
2.阀门是用来开闭管路、控制流向、调节和控制输送介质的参数的管路附件,阀门的阀体大都在配套的加工设备中采用一体成型技术制成,阀体的成型步骤如下:先将一定长度的铜棒加热烧红,然后再将烧红的铜棒送入到成型装置中挤压成型以制得阀体坯料;但是现有的铜棒在加热时,必须借助人工手动将铜棒送入到加热设备中,这就导致操作人员必须长时间的留守在加热设备处,因此劳动强度较大并存在一定的安全隐患;此外,若要保证加热设备不停工作,就必须配备多名操作人员轮流换班,进而导致人力成本升高,有待于进一步改进。
技术实现要素:
3.针对上述现有技术的现状,本实用新型所要解决的技术问题在于提供一种能将铜棒自动并精确的送入到加热设备中,进而既降低了劳动强度并消除了安全隐患,又有效避免了人力成本升高的阀门加工设备的进料机构。
4.本实用新型解决上述技术问题所采用的技术方案为:一种阀门加工设备的进料机构,其特征在于,包括送料组件、设于送料组件左端上方的抓料组件、以及设于送料组件左侧并与抓料组件相互配合的挡料组件;所述送料组件包括机架、横向环绕在机架外部的传送带、横向固定在机架上并分别位于传送带顶部前后两侧且均可调节前后固定位置的第一座板和第二座板、以及两个设于第一座板上并从左往右依次分布的限位单元,所述限位单元包括嵌入固定在第一座板中的导向块、固定在导向块外侧的限位气缸、横向并活动穿插设置在导向块中的顶杆、以及设于导向块内侧的限位片,所述限位气缸的伸缩端横向并活动插入到导向块中并固定在顶杆的外端,所述顶杆的内端顶紧在限位片的左端外侧,所述限位片的右端固定在第一座板的内侧;所述第一座板的左端内侧开设有定位缺口;所述抓料组件包括支架、横向固定在支架上并位于传送带上方的导轨、套设在导轨上的滑块、固定在滑块上的牵引块、固定在牵引块上并可调节固定高度的基座、固定在支架上并位于牵引块前方的移动气缸、活动连接在基座内部以具备前后平移功能的动块、以及固定在基座后侧的夹紧气缸;所述移动气缸的伸缩端横向向后设置并固定在牵引块上,所述夹紧气缸的伸缩端向前活动插入到基座中并固定在动块上,所述动块的底部向下活动穿过基座并伸出到基座的下方,所述动块的底部还固定有夹块,对应地,所述基座的底部向下形成有定块,所述定块设于夹块的前侧并与定位缺口相互配合,所述夹块和定块均设于传送带的左端上方,所述夹块的前侧开设有v型缺口槽;所述挡料组件包括底座、可拆卸的固定在底座上的立架、可转动的连接在立架上的摆杆、穿插固定在摆杆端部并可调节左右固定位置的移动条、以及固定在移动条右端并位于传送带的左端上方且位于夹块和定块左侧的挡板;所述挡料组件还包括挡料气缸,所述挡料气缸的固定端可转动的连接在立架上并位于摆杆的上
方,所述挡料气缸的伸缩端向下设置并可转动的连接在摆杆中部。
5.优选地,所述第二座板上还设有感应单元,所述感应单元设于两个限位单元的右侧;所述感应单元包括固定在第二座板上并可调节前后固定位置的座块、固定在座块上并可调节左右固定位置的座条、横向固定在座条右端的轴套、横向并可转动的穿插连接在轴套中的轴杆、固定在轴杆前端的拨片、固定在轴杆后端的感应片、以及固定在座条上并与感应片相互配合的位置感应器。
6.优选地,所述支架的后侧还固定有定位气缸,所述定位气缸设于导轨的后侧,对应地,所述牵引块的后侧还固定有定位杆,所述定位气缸的伸缩端横向向前设置并与定位杆的端部相互配合。
7.优选地,所述送料组件还包括调节块,所述调节块固定在机架上并可调节前后固定位置且位于传送带的上方,所述调节块的前端还固定有弧形挡片,对应地,所述传送带的前侧还设有斜坡滑道,所述斜坡滑道的顶部边缘固定在机架上并位于弧形挡片的前侧且不高于传送带,所述弧形挡片设于拨片的右侧。
8.优选地,所述传送带的上方还设有挡条,所述挡条横向设于弧形挡片的右侧。
9.优选地,所述支架的前侧还设有可调节前后固定位置的托架,所述移动气缸固定在托架上。
10.与现有技术相比,本实用新型的优点在于:本实用新型能将从提升机出送出的铜棒自动并精确的送入到加热设备中,进而既降低了劳动强度并消除了安全隐患,又无需配备多名操作人员长时间留守在加热设备处以有效避免了人力成本的升高。
附图说明
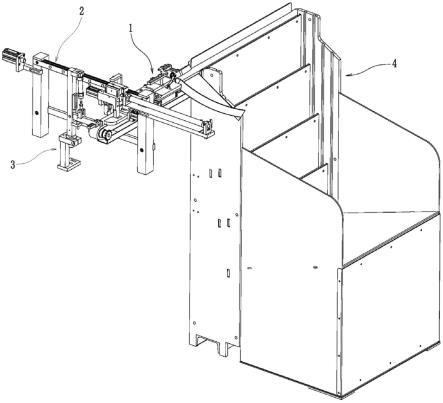
11.图1为本实用新型的左前侧结构图;
12.图2为本实用新型的送料组件的左前侧结构图;
13.图3为本实用新型的抓料组件的左前侧结构图;
14.图4为本实用新型的挡料组件的左前侧结构图。
具体实施方式
15.除非另外定义,本实用新型使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
16.为了保持本实用新型实施例的以下说明清楚且简明,本实用新型省略了已知功能和已知部件的详细说明。
17.如图1~4所示,一种阀门加工设备的进料机构,包括送料组件1、设于送料组件1左端上方的抓料组件2、以及设于送料组件1左侧并与抓料组件2相互配合的挡料组件3;送料
组件1包括机架115、横向环绕在机架115外部的传送带11、横向固定在机架115上并分别位于传送带11顶部前后两侧且均可调节前后固定位置的第一座板12和第二座板13、以及两个设于第一座板12上并从左往右依次分布的限位单元,限位单元包括嵌入固定在第一座板12中的导向块15、固定在导向块15外侧的限位气缸14、横向并活动穿插设置在导向块15中的顶杆16、以及设于导向块15内侧的限位片17,限位气缸14的伸缩端横向并活动插入到导向块15中并固定在顶杆16的外端,顶杆16的内端顶紧在限位片17的左端外侧,限位片17的右端固定在第一座板12的内侧;第一座板12的左端内侧开设有定位缺口121;抓料组件2包括支架21、横向固定在支架21上并位于传送带11上方的导轨22、套设在导轨22上的滑块23、固定在滑块23上的牵引块24、固定在牵引块24上并可调节固定高度的基座26、固定在支架21上并位于牵引块24前方的移动气缸25、活动连接在基座26内部以具备前后平移功能的动块27、以及固定在基座26后侧的夹紧气缸28;移动气缸25的伸缩端横向向后设置并固定在牵引块24上,夹紧气缸28的伸缩端向前活动插入到基座26中并固定在动块27上,动块27的底部向下活动穿过基座26并伸出到基座26的下方,动块27的底部还固定有夹块29,对应地,基座26的底部向下形成有定块261,定块261设于夹块29的前侧并与定位缺口121相互配合,夹块29和定块261均设于传送带11的左端上方,夹块29的前侧开设有v型缺口槽291;挡料组件3包括底座31、可拆卸的固定在底座31上的立架32、可转动的连接在立架32上的摆杆34、穿插固定在摆杆34端部并可调节左右固定位置的移动条35、以及固定在移动条35右端并位于传送带11的左端上方且位于夹块29和定块261左侧的挡板38;挡料组件3还包括挡料气缸33,挡料气缸33的固定端可转动的连接在立架32上并位于摆杆34的上方,挡料气缸33的伸缩端向下设置并可转动的连接在摆杆34中部。
18.第二座板13上还设有感应单元,感应单元设于两个限位单元的右侧;感应单元包括固定在第二座板13上并可调节前后固定位置的座块18、固定在座块18上并可调节左右固定位置的座条19、横向固定在座条19右端的轴套110、横向并可转动的穿插连接在轴套110中的轴杆111、固定在轴杆111前端的拨片112、固定在轴杆111后端的感应片113、以及固定在座条19上并与感应片113相互配合的位置感应器114。
19.支架21的后侧还固定有定位气缸210,定位气缸210设于导轨22的后侧,对应地,牵引块24的后侧还固定有定位杆212,定位气缸210的伸缩端横向向前设置并与定位杆212的端部相互配合。
20.送料组件1还包括调节块119,调节块119固定在机架115上并可调节前后固定位置且位于传送带11的上方,调节块119的前端还固定有弧形挡片118,对应地,传送带11的前侧还设有斜坡滑道120,斜坡滑道120的顶部边缘固定在机架115上并位于弧形挡片118的前侧且不高于传送带11,弧形挡片118设于拨片112的右侧。
21.传送带11的上方还设有挡条116,挡条116横向设于弧形挡片118的右侧。
22.支架21的前侧还设有可调节前后固定位置的托架211,移动气缸25固定在托架211上。
23.立架32上还固定有挡块36,挡块36设于摆杆34的下方,挡块36中还穿插螺接有竖直设置的限位螺钉37,限位螺钉37的头部与摆杆34的下侧相互配合。
24.工作原理:将机架115固定在提升机4的顶部后侧,被提升机4横向送上来的铜棒向后滚动到传送带11上并在碰到挡条116后停在传送带11上,传送带11将铜棒向左输送并经
过弧形挡片118,若传送带11上有两个并排的铜棒,弧形挡片118会将多余的一个铜棒向前挤落到斜坡滑道120中,由于斜坡滑道120的下端边缘固定在提升机4的顶部开口处左侧,所以斜坡滑道120中的铜棒会沿着斜坡滑道120回到提升机4中,留在传送带11上的铜棒继续向左移动,在经过拨片112的下方时,拨片112的端部会向上摆动,进而借助轴套110中的轴杆111带动感应片113向下摆动,从而触发位置感应器114上的探头以通知控制系统有铜棒经过;根据铜棒的外径驱动每个限位单元中的限位气缸14的伸缩端向外伸出以借助顶杆16将限位片17的左端向后顶出,进而将移动中的铜棒向后推动以避免其前后滚动。
25.铜棒在移动的同时,驱动移动气缸25的伸缩端向内收缩以使牵引块24借助滑块23沿导轨22向前移动,进而带动基座26、动块27和夹紧气缸28均向前移动,直到定块261插入到定位缺口121中;此过程中,还需驱动挡料气缸33的伸缩端向外伸出以带动摆杆34的端部向下摆动,直到移动条35上的挡板38移动到传送带11的左端上方。
26.之后,铜棒在传送带11的带动下移动到夹块29与定块261之间,当铜棒的左端抵住挡板38后,铜棒停止移动,接着,驱动夹紧气缸28的伸缩端向外伸出以带动动块27向右移动,进而带动夹块29朝着定块261的方向移动直到夹紧铜棒,此时的铜棒前部嵌入在v型缺口槽291中。
27.最后,驱动移动气缸25的伸缩端向外伸出以带动基座26、动块27和夹紧气缸28均向后移动,进而带动被夹紧的铜棒也向后移动,直到定位杆212的端部抵住定位气缸210的伸缩端,并且可以在需要时调节定位气缸210伸缩端的伸出长度以调节定位杆212端部的停留位置。
28.本实用新型能将从提升机4出送出的铜棒自动并精确的送入到加热设备中,进而既降低了劳动强度并消除了安全隐患,又无需配备多名操作人员长时间留守在加热设备处以有效避免了人力成本的升高。
29.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神与范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1