一种钣金件冲孔工装的制作方法
本申请涉及冲孔工装的,尤其是涉及一种钣金件冲孔工装。
背景技术:
1、钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加工就叫钣金加工,在日常生活中一般通过手提液压冲孔机对钣金进行冲孔操作。
2、现有技术中的手提液压冲孔机为了达到轻量化,从而使其只具备冲孔功能,而现实生活中存在需要对钣金件进行冲压成型的操作,从而只能将钣金件送往钣金加工厂加工,操作非常麻烦。
技术实现思路
1、为了使手提液压冲孔机具备冲压成型的功能,本申请涉及一种钣金件冲孔工装。
2、本申请提一种钣金件冲孔工装,采用如下的技术方案:
3、一种钣金件冲孔工装,包括冲孔机本体,所述冲孔机本体底部固定安装有连接杆,所述连接杆前侧上端固定安装有调节机头,所述冲孔机本体和调节机头之间存在间隙,所述调节机头内部螺纹连接有调节块,所述调节块内部设置有成型槽,所述冲孔机本体内部固定安装有液压杆,所述液压杆的输出轴端部固定安装有连接座,所述连接座外壁固定连接有冲孔钻头。
4、通过采用上述技术方案,将所需冲孔的钣金件放入冲孔机本体和调节机头之间,通过液压杆工作带动连接座向外移动,此时冲孔钻头跟随连接座一起移动,通过冲孔钻头对钣金件进行冲孔操作。
5、可选的,所述冲孔机本体顶部固定安装有电机,所述电机的输出轴端部固定安装有第一齿轮,所述第一齿轮位于调节机头内部,所述调节块靠近冲孔机本体一侧固定安装有第二齿轮,所述第一齿轮和第二齿轮啮合。
6、通过采用上述技术方案,在冲孔之前,通过电机带动第一齿轮旋转,第一齿轮带动第二齿轮旋转,第二齿轮带动调节块旋转,由于调节块螺纹连接于调节机头内部,从而使调节块沿着调节机头内壁向冲孔机本体处移动,使调节块紧贴冲孔机本体外壁,从而对钣金件进行固定。
7、可选的,所述调节机头远离冲孔机本体一端螺纹连接有密封盖。
8、通过采用上述技术方案,冲孔时产生的碎屑通过成型槽进入调节机头内部,通过将密封盖旋出,从而将碎屑排出清理。
9、可选的,所述冲孔机本体内壁开设有滑槽,所述滑槽内部活动连接有滑块,所述滑块中部固定安装有成型块,所述成型块开设有与冲孔钻头相适配的通孔。
10、通过采用上述技术方案,当需要对钣金件进行冲压成型时,通过电机驱动第一齿轮反向旋转,从而使调节块向左侧移动,此时调节块与调节机头右侧存在空腔,通过液压杆推动连接座移动,连接座推动成型块移动,使成型块进入空腔内部对钣金件进行冲压操作。
11、可选的,所述冲孔机本体右侧固定安装有握把,所述握把外壁设置有防滑槽。
12、可选的,所述滑块和滑槽之间固定连接有弹簧。
13、通过采用上述技术方案,成型完成后液压杆输送,此时弹簧释放弹性势能使成型块复位。
14、综上,本申请包括以下至少一种有益效果:
15、当需要进行冲孔及冲压成型时,通过电机驱动第一齿轮反向旋转,从而使调节块向左侧移动,此时调节块与调节机头右侧存在空腔,通过液压杆推动连接座移动,连接座推动成型块移动,使成型块进入空腔内部对钣金件进行冲压操作。
技术特征:
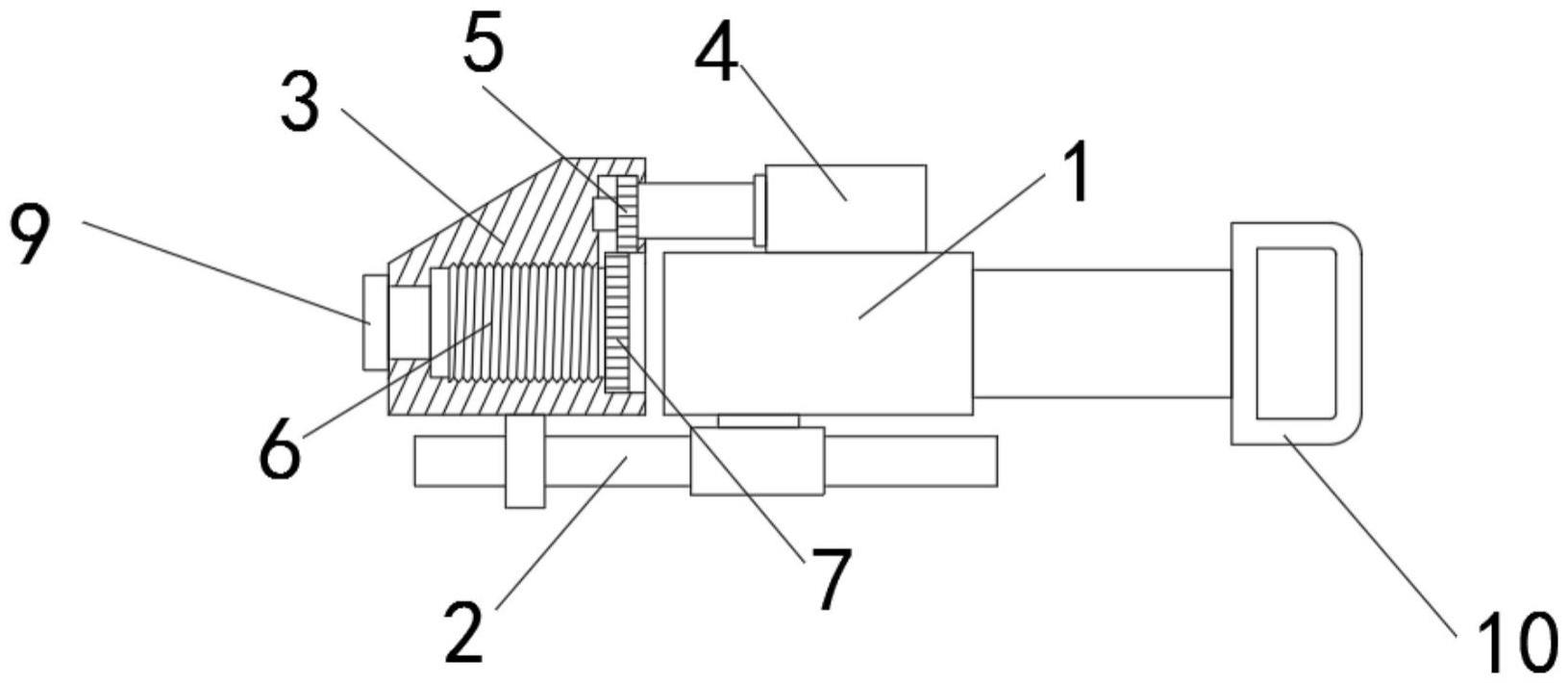
1.一种钣金件冲孔工装,包括冲孔机本体(1),其特征在于:所述冲孔机本体(1)底部固定安装有连接杆(2),所述连接杆(2)前侧上端固定安装有调节机头(3),所述冲孔机本体(1)和调节机头(3)之间存在间隙,所述调节机头(3)内部螺纹连接有调节块(6),所述调节块(6)内部设置有成型槽(8),所述冲孔机本体(1)内部固定安装有液压杆(11),所述液压杆(11)的输出轴端部固定安装有连接座(16),所述连接座(16)外壁固定连接有冲孔钻头(17)。
2.根据权利要求1所述的一种钣金件冲孔工装,其特征在于:所述冲孔机本体(1)顶部固定安装有电机(4),所述电机(4)的输出轴端部固定安装有第一齿轮(5),所述第一齿轮(5)位于调节机头(3)内部,所述调节块(6)靠近冲孔机本体(1)一侧固定安装有第二齿轮(7),所述第一齿轮(5)和第二齿轮(7)啮合。
3.根据权利要求1所述的一种钣金件冲孔工装,其特征在于:所述调节机头(3)远离冲孔机本体(1)一端螺纹连接有密封盖(9)。
4.根据权利要求1所述的一种钣金件冲孔工装,其特征在于:所述冲孔机本体(1)内壁开设有滑槽(12),所述滑槽(12)内部活动连接有滑块(13),所述滑块(13)中部固定安装有成型块(15),所述成型块(15)开设有与冲孔钻头(17)相适配的通孔。
5.根据权利要求1所述的一种钣金件冲孔工装,其特征在于:所述冲孔机本体(1)右侧固定安装有握把(10),所述握把(10)外壁设置有防滑槽。
6.根据权利要求4所述的一种钣金件冲孔工装,其特征在于:所述滑块(13)和滑槽(12)之间固定连接有弹簧(14)。
技术总结
本申请公开了一种钣金件冲孔工装,涉及冲孔设备的技术领域,为了使手提液压冲孔机具备冲压成型的功能,包括冲孔机本体,所述冲孔机本体底部固定安装有连接杆,所述连接杆前侧上端固定安装有调节机头,所述冲孔机本体和调节机头之间存在间隙,所述调节机头内部螺纹连接有调节块,所述调节块内部设置有成型槽,所述冲孔机本体内部固定安装有液压杆,所述液压杆的输出轴端部固定安装有连接座,所述连接座外壁固定连接有冲孔钻头。本申请通过电机驱动第一齿轮反向旋转,从而使调节块向左侧移动,此时调节块与调节机头右侧存在空腔,通过液压杆推动连接座移动,连接座推动成型块移动,使成型块进入空腔内部对钣金件进行冲压操作。
技术研发人员:薛国利
受保护的技术使用者:吴江固美特精密金属构件有限公司
技术研发日:20220920
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!