烧结设备及半导体激光器制造系统的制作方法
1.本实用新型涉及半导体激光器制造技术领域,尤其是涉及一种烧结设备及半导体激光器制造系统。
背景技术:
2.光纤耦合模块通过光学透镜将芯片发射的光耦合到光纤中。在光纤耦合模块的制造步骤中,最耗费人力的是烧结步骤。
3.目前,烧结步骤由人工进行,人工在显微镜下使用真空吸笔将焊料依次摆放入壳体对应位置后,再通过人工将cos摆放在焊料上,使cos与焊料对齐,摆放夹具及压块后,将上述产品放置在回流炉中开始烧结。
4.上述过程人工操作量较大,人力成本较高,且生产效率较低。
技术实现要素:
5.本实用新型的目的在于提供一种烧结设备,以解决现有技术中的光纤耦合模块的烧结步骤生产效率较低的技术问题。
6.本实用新型提供的烧结设备,包括第一上料组件和第二上料组件;
7.所述第一上料组件包括第一驱动机构和第一吸嘴机构;
8.所述第一吸嘴机构包括第一吸嘴、加热结构和喷气结构;所述加热结构设置在所述第一吸嘴上,所述加热结构能够加热所述第一吸嘴;所述喷气结构设置在所述第一吸嘴上,所述喷气结构用于朝向工件的预设位置喷气;
9.所述第一吸嘴与所述第一驱动机构连接,所述第一驱动机构能够带动所述第一吸嘴将零件放入工件的预设位置;
10.所述第二上料组件用于将焊料放入工件的预设位置。
11.进一步地,所述烧结设备还包括相机组件;
12.所述相机组件用于拍摄定位所述零件、所述焊料和所述工件的预设位置的位置信息。
13.进一步地,所述第一驱动机构包括机械臂,所述机械臂与所述第一吸嘴连接。
14.进一步地,所述第一吸嘴上设有温度检测器。
15.进一步地,所述第一吸嘴上设有压力检测器。
16.进一步地,所述第一吸嘴包括吸嘴本体和导热层;所述导热层覆盖在所述吸嘴本体的外表面上,所述吸嘴本体由陶瓷制成,所述导热层由黄铜制成。
17.进一步地,所述第二上料组件包括第二驱动机构和第二吸嘴;所述第二吸嘴与所述第二驱动机构连接,所述第二驱动机构能够带动所述第二吸嘴将焊料放入工件的预设位置。
18.进一步地,所述烧结设备还包括料盘,所述料盘用于设置焊料。
19.进一步地,所述料盘为柔性振动盘。
20.本实用新型的目的还在于提供一种半导体激光器制造系统,包括本实用新型提供的烧结设备。
21.本实用新型提供的包括第一上料组件和第二上料组件;所述第一上料组件包括第一驱动机构和第一吸嘴机构;所述第一吸嘴机构包括第一吸嘴、加热结构和喷气结构;所述加热结构设置在所述第一吸嘴上,所述加热结构能够加热所述第一吸嘴;所述喷气结构设置在所述第一吸嘴上,所述喷气结构用于朝向工件的预设位置喷气;所述第一吸嘴与所述第一驱动机构连接,所述第一驱动机构能够带动所述第一吸嘴将零件放入工件的预设位置;所述第二上料组件用于将焊料放入工件的预设位置。在进行烧结时,第二上料组件将焊料放入工件的预设位置后,第一吸嘴将零件放入工件的预设位置,使零件设置在焊料上,且零件与焊料对齐,利用加热结构加热第一吸嘴,使第一吸嘴对零件加热并保压一段时间,零件与焊料之间能够传热,使第一吸嘴的热量传递至焊料,在焊料融化后,喷气结构喷出气体对零件和焊料降温,完成单颗零件的烧结。本实用新型提供的烧结设备,利用第二上料组件摆放焊料,利用第一上料组件摆放零件,且第一上料组件能够完成零件的烧结,能够降低烧结设备的人工操作量,提高生产效率。
附图说明
22.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
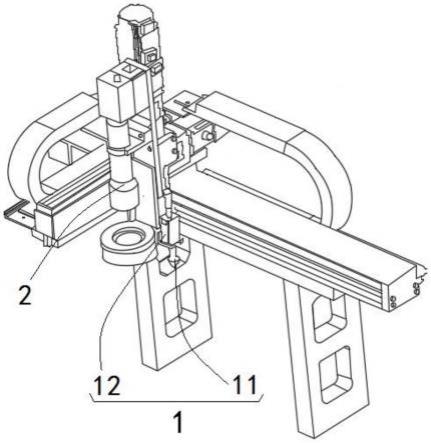
23.图1是本实用新型实施例提供的烧结设备中第一上料组件的结构示意图;
24.图2是本实用新型实施例提供的烧结设备中第一吸嘴的结构示意图;
25.图3是本实用新型实施例提供的烧结设备中相机组件和柔性振动盘的结构示意图。
26.图标:1-第一上料组件;11-第一吸嘴;12-第一驱动机构;2-相机组件;3-柔性振动盘。
具体实施方式
27.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.本实用新型提供了一种烧结设备及半导体激光器制造系统,下面给出多个实施例对本实用新型提供的烧结设备及半导体激光器制造系统进行详细描述。
29.实施例1
30.本实施例提供的烧结设备,如图1至图3所述,包括第一上料组件1和第二上料组件;第一上料组件1包括第一驱动机构12和第一吸嘴机构;第一吸嘴机构包括第一吸嘴11、加热结构和喷气结构;加热结构设置在第一吸嘴11上,加热结构能够加热第一吸嘴11;喷气结构设置在第一吸嘴11上,喷气结构用于朝向工件的预设位置喷气;第一吸嘴11与第一驱
动机构12连接,第一驱动机构12能够带动第一吸嘴11将零件放入工件的预设位置;第二上料组件用于将焊料放入工件的预设位置。
31.本实施例中,零件为cos,工件为壳体。需要说明的是,cos为热沉与芯片结合形成的零件。
32.在进行烧结时,第二上料组件将焊料放入工件的预设位置后,第一吸嘴11将零件放入工件的预设位置,使零件设置在焊料上,且零件与焊料对齐,利用加热结构加热第一吸嘴11,使第一吸嘴11对零件加热并保压一段时间,零件与焊料之间能够传热,使第一吸嘴11的热量传递至焊料,在焊料融化后,喷气结构喷出气体对零件和焊料降温,完成单颗零件的烧结。
33.需要说明的是,第一吸嘴11将零件放入工件的预设位置,使零件设置在焊料上时,零件夹在第一吸嘴11和焊料之间,且第一吸嘴11会对零件施加适合大小的压力,使第一吸嘴11停留在该位置时,能够对零件进行保压。
34.本实施例中,烧结过程中,第一吸嘴11对零件加热至275℃,并保压10秒,以使焊料充分融化。喷气结构喷出的气体为氮气,以对零件和焊料降温。
35.本实施例提供的烧结设备,利用第二上料组件摆放焊料,利用第一上料组件1摆放零件,且第一上料组件1能够完成零件的烧结,能够降低烧结设备的人工操作量,提高生产效率。
36.在第二上料组件摆放焊料的过程中,可以在焊料的料盘上方以及工件的上方设置相机组件2,相机组件2能够拍摄定位焊料的位置信息,以及工件的预设位置的位置信息,控制器能够接收焊料的位置信息,以及工件的预设位置的位置信息,通过控制器的控制,第二上料组件根据焊料的位置信息吸取焊料,根据工件的预设位置的位置信息放置焊料。
37.在第一上料组件1摆放零件的过程中,可以在零件的料盘上方以及工件的上方设置相机组件2,相机组件2能够拍摄定位零件的位置信息,以及工件的预设位置的位置信息,控制器能够接收零件的位置信息以及工件的预设位置的位置信息,通过控制器的控制,第一上料组件1根据零件的位置信息吸取零件,根据工件的预设位置的位置信息放置零件。
38.相较于人工摆放焊料及零件,本实施例提供的烧结设备,能够更加精准地摆放焊料及零件,提高产品良率及质量。
39.并且,单颗零件通过第一吸嘴11进行烧结,相较于人工控制进行烧结,第一吸嘴11进行烧结更有利于控制焊接质量,使产品的良率和质量提高。
40.本实施例中,烧结设备还包括相机组件2;相机组件2用于拍摄定位零件、焊料和工件的预设位置的位置信息。
41.相机组件2可以为一个,也可以为多个。
42.相机组件2为一个时,相机组件2设置在焊料的料盘、零件的料盘和工件的上方,以获取零件、焊料和工件的预设位置的位置信息。
43.相机组件2为多个时,焊料的料盘、零件的料盘和工件的上方分别设置相机组件2,以分别获取零件、焊料和工件的预设位置的位置信息。
44.通过相机组件2拍摄定位零件、焊料和工件的预设位置的位置信息,能够提高焊料取料放料的精度以及零件取料放料的精度。
45.第一驱动机构12可以由多个滑台组成,也可以为机械臂。
46.本实施例中,第一驱动机构12包括机械臂,机械臂与第一吸嘴11连接。
47.机械臂与第一吸嘴11可以固定连接,也可以可拆卸地连接。机械臂带动第一吸嘴11移动,以实现第一吸嘴11在取料位置和放料位置的移动。
48.加热结构可以为电阻丝或电加热棒等。电阻丝通电后可以对第一吸嘴11进行加热。第一吸嘴11内部具有吸附通道,加热结构可以设置在第一吸嘴11的外表面上,也可以设置在吸附通道内。加热结构与第一吸嘴11可以固定连接,也可以可拆卸地连接。
49.喷气结构可以包括储气件、气泵和气体管道,储气件、气泵和气体管道依次连接,储气件和气泵设置在第一吸嘴11外部,气体管道可以设置在第一吸嘴11的外表面上,也可以设置在吸附通道内。本实施例中,气体管道伸入吸附通道内,气体管道的出口喷出的气体通过吸附通道喷出第一吸嘴11。气体管道与第一吸嘴11可以固定连接,也可以可拆卸地连接。在第一吸嘴11将零件放置至工件的预设位置后,气体管道喷出的气体通过吸附通道喷出第一吸嘴11,从而使气体喷向零件,进而使气体喷向工件的预设位置。
50.进一步地,第一吸嘴11上设有温度检测器。温度检测器不断检测第一喷嘴的温度,在烧结时,温度检测器将第一喷嘴的温度发送至控制器,控制器根据第一喷嘴的温度调节加热结构的加热功率,使第一吸嘴11的温度保持在275
±
1℃内。
51.温度检测器可以设置在第一吸嘴11的外侧壁上,也可以设置在吸附通道内,需要说明的是,温度检测器不设置在第一吸嘴11朝向待吸附物体的端面上,以防止干扰第一吸嘴11吸附物体。
52.进一步地,第一吸嘴11上设有压力检测器。
53.压力检测器设置在吸附通道内,以检测第一吸嘴11的吸附压力。压力检测器将第一吸嘴11的吸附压力发送至控制器,控制器根据第一吸嘴11的吸附压力调节第一吸嘴11的工作状态,使第一吸嘴11的吸附压力保持在16g
±
1g。
54.进一步地,第一吸嘴11包括吸嘴本体和导热层;导热层覆盖在吸嘴本体的外表面上,吸嘴本体由陶瓷制成,导热层由黄铜制成。
55.第一吸嘴11由黄铜和陶瓷制成,使第一吸嘴11的导热和散热性能较好,能够较好地对cos传热,以使cos快速升温至275℃。
56.第二上料组件可以为机械手。本实施例中,第二上料组件包括第二驱动机构和第二吸嘴;第二吸嘴与第二驱动机构连接,第二驱动机构能够带动第二吸嘴将焊料放入工件的预设位置。
57.第二驱动机构带动第二吸嘴移动,实现在焊料取料位置和放料位置之间移动。
58.第二驱动机构可以为机械臂,也可以由多个滑台组成。
59.第二驱动机构与第二吸嘴可以可拆卸地连接,也可以固定连接。
60.进一步地,烧结设备还包括料盘,料盘用于设置焊料。焊料设置在料盘上,第二吸嘴吸附料盘上的焊料。
61.进一步地,料盘为柔性振动盘3。
62.柔性振动盘3可以将散乱的焊料振动铺平排列,便于相机组件2拍摄焊料的位置信息,便于第二吸嘴吸附焊料。
63.实施例2
64.本实施例提供的半导体激光器制造系统,包括实施例1提供的烧结设备。在进行烧
结时,第二上料组件将焊料放入工件的预设位置后,第一吸嘴11将零件放入工件的预设位置,使零件设置在焊料上,且零件与焊料对齐,利用加热结构加热第一吸嘴11,使第一吸嘴11对零件加热并保压一段时间,零件与焊料之间能够传热,使第一吸嘴11的热量传递至焊料,在焊料融化后,喷气结构喷出气体对零件和焊料降温,完成单颗零件的烧结。本实施例提供的半导体激光器制造系统,利用第二上料组件摆放焊料,利用第一上料组件1摆放零件,且第一上料组件1能够完成零件的烧结,能够降低烧结设备的人工操作量,提高生产效率。
65.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1