一种左/右加强板总成螺母焊接工装的制作方法
本技术属于焊接工装,更具体地说,特别涉及一种左/右加强板总成螺母焊接工装。
背景技术:
1、汽车左、右加强板主要用于承受汽车行驶过程中的压力和晃动,对生产质量要求较高,在汽车左、右加强板总成生产时,需要使用焊接工装对加强板工件和螺母进行夹持固定,然后通过焊接设备进行焊接。
2、例如cn202122452071.3公开了螺母焊接工装,包括推送机构,所述推送机构的一侧设置有固定机构,所述推送机构包括工作台,所述工作台的上侧设置有液压推杆,所述液压推杆的一侧设置有推动板,所述推动板的一侧设置有限位圈,所述工作台的上侧位于液压推杆的一侧设置有第一限位环和第二限位环;本实用新型通过螺母定位机构移动使得复位弹簧被挤压在第一限位环上,当控制手扳阀恢复时,控制液压推杆带动推动板收缩,螺母定位机构中间的第一挡环受到复位弹簧恢复产生的作用力推动第一挡环向第二限位环方向移动,从而使得螺母定位机构脱离焊接螺母,方便工作人员操作,同时使得焊接螺母与工件贴合严紧保证焊接要求。
3、基于上述,现有的螺母焊接工装通常是使用夹具将工件固定在底板上,然后通过螺栓将螺母安装在工件上进行焊接,但是这样在焊接结束后需要对螺栓进行拆卸,而且在焊接不同尺寸的螺母时需要切换不同尺寸的螺栓,操作步骤较为繁琐,工作人员的劳动强度较大,导致生产效率较低。
4、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种左/右加强板总成螺母焊接工装,以期达到更加实用的目的。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种左/右加强板总成螺母焊接工装,以解决现有的螺母焊接工装通常是使用夹具将工件固定在底板上,然后通过螺栓将螺母安装在工件上进行焊接,但是这样在焊接结束后需要对螺栓进行拆卸,而且在焊接不同尺寸的螺母时需要切换不同尺寸的螺栓,操作步骤较为繁琐,工作人员的劳动强度较大,导致生产效率较低的问题。
2、本实用新型一种左/右加强板总成螺母焊接工装的目的与功效,由以下具体技术手段所达成:
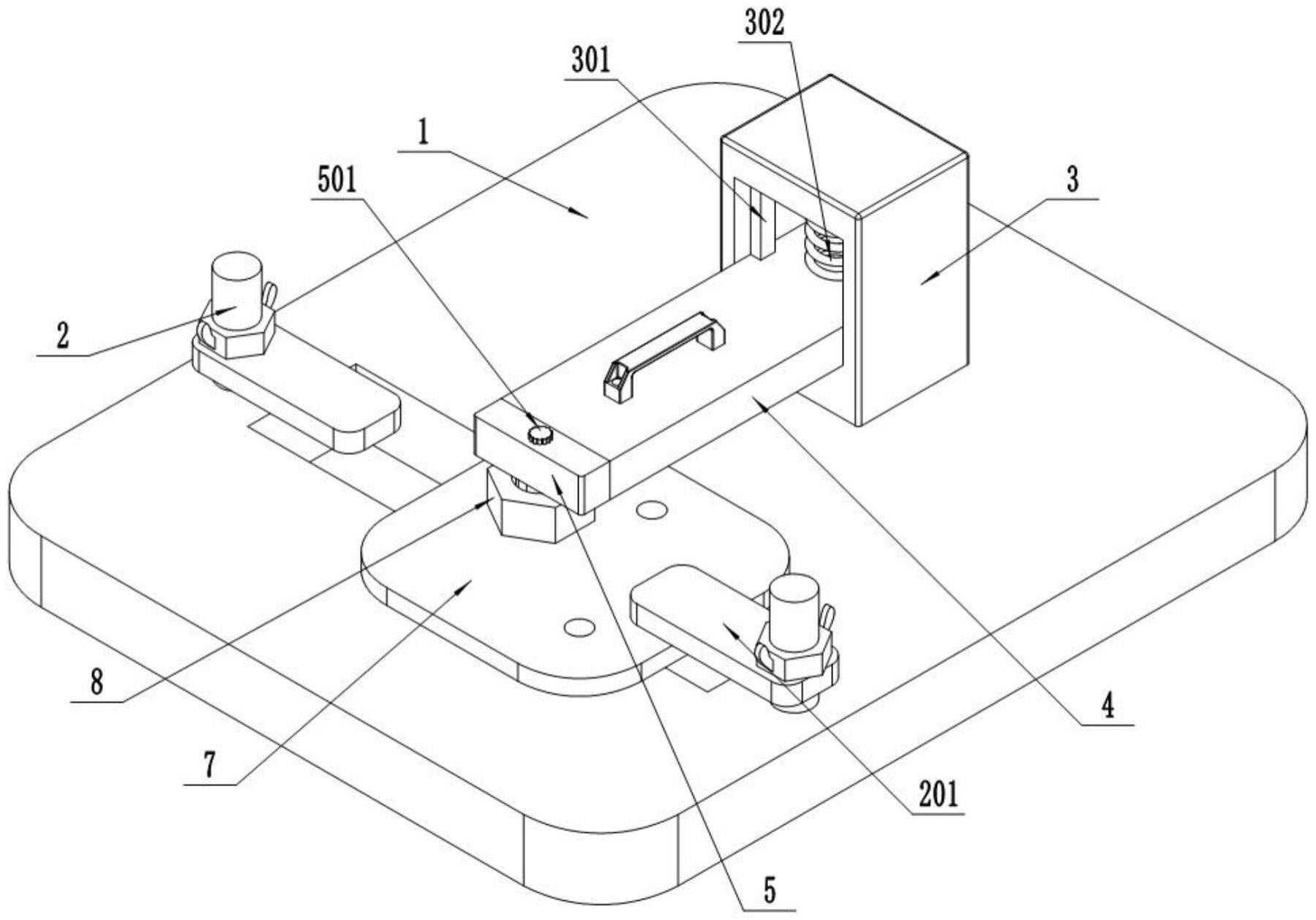
3、一种左/右加强板总成螺母焊接工装,包括:底板、固定螺杆、固定块、连接板、定位盒、固定轴、加强板主体和焊接螺母;所述固定螺杆设置有两个,两个固定螺杆固定连接在底板的上端面的左右两端;所述固定块固定连接在底板的上端面的后端;所述连接板上下滑动连接在固定块的内部;所述定位盒固定连接在连接板的前端面上;所述固定轴固定连接在定位盒的下端;所述加强板主体摆放在底板的上端面上;所述焊接螺母摆放在加强板主体的上端面上。
4、进一步的,所述定位盒包括有调整丝杆;所述调整丝杆转动连接在定位盒的上端。
5、进一步的,所述固定螺杆包括有夹持板;所述夹持板设置有两个,两个夹持板分别套接在两个固定螺杆上;每个所述固定螺杆上螺纹连接有一个固定螺母。
6、进一步的,所述固定块包括有限位柱和弹性件;所述限位柱设置有两个,两个限位柱分别固定连接在固定块的左右两端的内侧面上,两个限位柱均与连接板滑动连接;所述连接板通过弹性件弹性连接在固定块的上端。
7、进一步的,所述定位盒还包括有移动固定板;所述移动固定板设置有两个,两个移动固定板分别左右滑动连接在定位盒的左右两端,两个移动固定板分别螺纹连接在调整丝杆的左右两端,移动固定板的外侧面上设置有“x”形花纹。
8、进一步的,所述定位盒还包括有主动锥齿轮和从动锥齿轮;所述主动锥齿轮转动连接在定位盒的上端;所述从动锥齿轮固定连接在调整丝杆的中部,从动锥齿轮与主动锥齿轮相互啮合。
9、与现有技术相比,本实用新型具有如下有益效果:
10、本实用新型在传统焊接工装的基础上增设了连接板和定位盒,通过弹性件对连接板施加向下的压力,从而便于对定位盒位置进行固定,从而实现对焊接螺母的定位,保证焊接螺母与加强板主体之间紧密贴合,从而提高焊接质量。
11、本实用新型将传统焊接工装的螺栓连接定位改为夹持定位,将移动固定板和固定轴插入加强板主体和焊接螺母的螺纹孔中,根据螺纹孔的大小调整两个移动固定板的间距,从而实现对不同尺寸焊接螺母的定位,避免了频繁更换螺栓的情况,焊接完成后,向上拉起连接板即可解除对加强板主体和焊接螺母的定位,有效地减少操作步骤,使用便捷,减轻工作人员的劳动强度,提高了生产效率,通过移动固定板上的花纹,增加了移动固定板与螺纹孔之间的摩擦力,有效的增强了定位效果。
12、本实用新型能够保证焊接螺母与加强板主体之间紧密贴合,从而提高焊接质量,便于对不同尺寸焊接螺母进行定位,避免了频繁更换螺栓的情况,有效地减少操作步骤,使用便捷,减轻工作人员的劳动强度,提高了生产效率,有效的增强了定位效果,保证了加强板总成的生产质量。
技术特征:
1.一种左/右加强板总成螺母焊接工装,其特征在于,包括:底板(1)、固定螺杆(2)、固定块(3)、连接板(4)、定位盒(5)、固定轴(6)、加强板主体(7)和焊接螺母(8);所述固定螺杆(2)设置有两个,两个固定螺杆(2)固定连接在底板(1)的上端面的左右两端;所述固定块(3)固定连接在底板(1)的上端面的后端;所述连接板(4)上下滑动连接在固定块(3)的内部;所述定位盒(5)固定连接在连接板(4)的前端面上;所述固定轴(6)固定连接在定位盒(5)的下端;所述加强板主体(7)摆放在底板(1)的上端面上;所述焊接螺母(8)摆放在加强板主体(7)的上端面上。
2.如权利要求1所述一种左/右加强板总成螺母焊接工装,其特征在于:所述固定螺杆(2)包括有夹持板(201);所述夹持板(201)设置有两个,两个夹持板(201)分别套接在两个固定螺杆(2)上;每个所述固定螺杆(2)上螺纹连接有一个固定螺母。
3.如权利要求1所述一种左/右加强板总成螺母焊接工装,其特征在于:所述固定块(3)包括有限位柱(301)和弹性件(302);所述限位柱(301)设置有两个,两个限位柱(301)分别固定连接在固定块(3)的左右两端的内侧面上,两个限位柱(301)均与连接板(4)滑动连接;所述连接板(4)通过弹性件(302)弹性连接在固定块(3)的上端。
4.如权利要求1所述一种左/右加强板总成螺母焊接工装,其特征在于:所述定位盒(5)包括有调整丝杆(502);所述调整丝杆(502)转动连接在定位盒(5)的上端。
5.如权利要求4所述一种左/右加强板总成螺母焊接工装,其特征在于:所述定位盒(5)还包括有主动锥齿轮(501)和从动锥齿轮(503);所述主动锥齿轮(501)转动连接在定位盒(5)的上端;所述从动锥齿轮(503)固定连接在调整丝杆(502)的中部,从动锥齿轮(503)与主动锥齿轮(501)相互啮合。
6.如权利要求4所述一种左/右加强板总成螺母焊接工装,其特征在于:所述定位盒(5)还包括有移动固定板(504);所述移动固定板(504)设置有两个,两个移动固定板(504)分别左右滑动连接在定位盒(5)的左右两端,两个移动固定板(504)分别螺纹连接在调整丝杆(502)的左右两端,移动固定板(504)的外侧面上设置有“x”形花纹。
技术总结
本技术提供一种左/右加强板总成螺母焊接工装,属于焊接工装技术领域,以解决现有的螺母焊接工装操作步骤较为繁琐,工作人员的劳动强度较大,导致生产效率较低的问题;包括:底板、固定螺杆、固定块、连接板、定位盒、固定轴、加强板主体和焊接螺母;所述固定螺杆固定连接在底板的上端面;所述固定块固定连接在底板的上端面的后端;所述连接板上下滑动连接在固定块的内部;所述定位盒固定连接在连接板的前端面上;所述固定轴固定连接在定位盒的下端;所述加强板主体摆放在底板的上端面上;本技术便于对不同尺寸焊接螺母的定位,有效地减少操作步骤,减轻工作人员的劳动强度,提高了生产效率。
技术研发人员:吴选沛,张万堂,吴永国,卢金华,白兰
受保护的技术使用者:十堰坤成工贸有限公司
技术研发日:20220927
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!