一种半自动组装机的主板工装旋转卡头装置的制作方法
本技术涉及散热器芯体的组装设备,特别涉及一种半自动组装机的主板工装旋转卡头装置。
背景技术:
1、在汽车制造领域中,汽车散热器芯体是汽车冷却系统的重要组成部分,散热器芯体用于保证汽车发动机处于适宜的温度范围,散热器芯体的工作效率会影响汽车整体的工作效率。散热器芯体由专门的半自动组装机进行组装,每台设备通过更换相应的工装可生产数种型号的芯体产品。因生产需要,一台设备可能会交替使用两种不同结构的主板工装(主板工装a、主板工装b),需要选取另一种主板工装对产品进行组装时,要先将原有主板工装从卡头机构上拆下,再将另一套主板工装安装在卡头机构上才能继续生产。切换主板工装的作业会花费大量人力和时间,使生产效率大幅降低,切换时如果没有调试好主板工装的安装位置,还会影响产品的合格率,主板工装的切换给生产操作人员和调试人员带来很大困扰。
技术实现思路
1、本实用新型的目的在于提供一种半自动组装机的主板工装旋转卡头装置,以解决上述背景技术中提出的问题。
2、本实用新型通过以下技术方案实现:
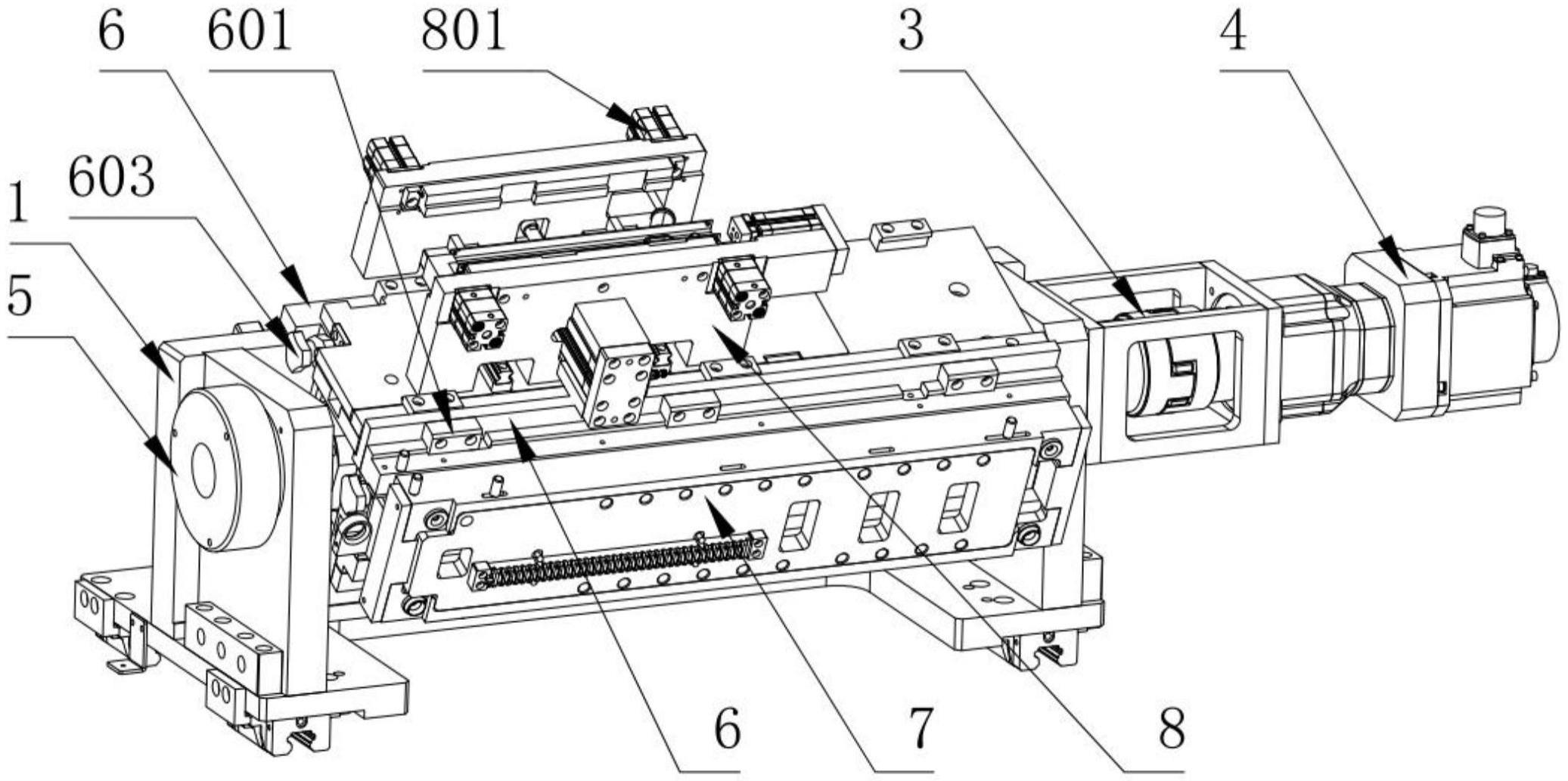
3、一种半自动组装机的主板工装旋转卡头装置,包括底座、翻转基座、联轴器、伺服电机、抱闸和安装板;所述底座的两侧板上设有通孔,所述翻转基座两端的转轴穿过所述通孔,右端的所述转轴连接所述联轴器,所述联轴器连接所述伺服电机的输出轴,所述伺服电机安装在所述底座右端的电机安装座上,左端的所述转轴连接所述抱闸,所述抱闸安装在所述底座左端的侧板上;两个所述安装板分别安装在所述翻转基座的上表面和前表面,前表面的所述安装板上安装主板工装a,上表面的所述安装板上安装主板工装b。
4、进一步的,所述翻转基座在所述主板工装a的安装位对称侧设有配重块a,在所述主板工装b的安装位对称侧设有配重块b。
5、进一步的,所述安装板的上表面两边设有若干个压块,所述安装板的一端设有定位块和旋转顶丝;所述压块用于压紧所述主板工装a和主板工装b,所述主板工装a和主板工装b上设有与所述定位块配合的定位销,所述旋转顶丝用于从侧面压紧所述主板工装a和主板工装b。
6、进一步的,所述主板工装a和主板工装b的表面朝向所述底座的前面时为其组装工作位。
7、与现有技术相比,本实用新型的有益效果是:
8、本实用新型装置采用伺服电机驱动,抱闸实时控制,伺服电机带动翻转基座进行定轴转动,实现了两种主板工装的快速切换。两种结构的主板工装(主板工装a、主板工装b)分别安装在翻转基座的两个安装板上,随翻转基座运动。在选定其一种主板工装进行装配时,装配人员通过控制翻转基座的运动来控制主板工装的切换,主板工装就位后,将主板放置于主板工装上,主板放置完毕后,即可继续进行产品的组装。本实用新型装置避免了手动拆装主板工装环节,无需调试人员对工装进行拆装后的二次调试,大大提升了产品的生产效率;另外,由于此卡头旋转的动力源为伺服电机,使定位精度得到了大幅提升,进一步降低了装配工作难度。
技术特征:
1.一种半自动组装机的主板工装旋转卡头装置,其特征在于:包括底座(1)、翻转基座(2)、联轴器(3)、伺服电机(4)、抱闸(5)和安装板(6);所述底座(1)的两侧板上设有通孔,所述翻转基座(2)两端的转轴穿过所述通孔,右端的所述转轴连接所述联轴器(3),所述联轴器(3)连接所述伺服电机(4)的输出轴,所述伺服电机(4)安装在所述底座(1)右端的电机安装座上,左端的所述转轴连接所述抱闸(5),所述抱闸(5)安装在所述底座(1)左端的侧板上;两个所述安装板(6)分别安装在所述翻转基座(2)的上表面和前表面,前表面的所述安装板(6)上安装主板工装a(7),上表面的所述安装板(6)上安装主板工装b(8)。
2.根据权利要求1所述一种半自动组装机的主板工装旋转卡头装置,其特征在于:所述翻转基座(2)在所述主板工装a(7)的安装位对称侧设有配重块a(201),在所述主板工装b(8)的安装位对称侧设有配重块b(202)。
3.根据权利要求1或2所述一种半自动组装机的主板工装旋转卡头装置,其特征在于:所述安装板(6)的上表面两边设有若干个压块(601),所述安装板(6)的一端设有定位块(602)和旋转顶丝(603)。
4.根据权利要求1所述一种半自动组装机的主板工装旋转卡头装置,其特征在于:所述主板工装a(7)和主板工装b(8)的表面朝向所述底座(1)的前面时为其组装工作位。
技术总结
本技术公开了一种半自动组装机的主板工装旋转卡头装置,包括底座、翻转基座、联轴器、伺服电机、抱闸和安装板;所述底座的两侧板上设有通孔,所述翻转基座两端的转轴穿过所述通孔,右端的所述转轴连接所述联轴器,所述联轴器连接所述伺服电机的输出轴,所述伺服电机安装在所述底座右端的电机安装座上,左端的所述转轴连接所述抱闸,所述抱闸安装在所述底座左端的侧板上;两个所述安装板分别安装在所述翻转基座的上表面和前表面,前表面的所述安装板上安装主板工装A,上表面的所述安装板上安装主板工装B。本技术装置采用伺服电机驱动,抱闸实时控制,伺服电机带动翻转基座进行定轴转动,实现了两种主板工装的快速切换。
技术研发人员:袁洪海,原永玲,任家文
受保护的技术使用者:华恒自动化设备(天津)有限公司
技术研发日:20220928
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!