用于机械零件大径孔镗孔加工的镗排的制作方法
本技术涉及机械加工中的镗孔加工,具体地,涉及一种用于机械零件大径孔(400mm以上的)镗孔加工的镗排。
背景技术:
1、镗孔是机械加工中一种最基本的孔加工形式,即加工工件静止不动或仅作直线移动,切削刀具旋转并作进给移动进行孔的扩镗切削加工。在镗孔加工中,工件的结构特征及其材料的切削性能、镗孔刀具系统的刚性及其刀刃几何形状、镗孔加工的线速度以及切削深度等切削参数都会直接影响镗孔加工的加工质量和精度指标。尤其是镗孔刀具对镗孔精度和质量影响更会直接显现,从事机加工的技术人员都了解对应于镗孔加工,不同的镗刀具商提供的镗孔刀具各不相同,即使是同一个刀具商针对不同孔径的镗孔给出的镗刀具也是千差万别的,特别是大径孔的镗孔加工,其推荐的镗孔刀具在结构形式上就有盘形、杆形以及板式等式样繁多的镗刀具,各有各的特点。
2、对应于大径孔的镗孔加工,常规方法是按照镗孔孔径选择刀具商提供的大径孔镗孔刀具用于镗孔加工。现有的大径孔镗孔刀具,使用在船用低速柴油机零件等的大孔径镗孔加工中,通常存在以下技术问题:
3、1、由于刀具系统的刚性不足,大径孔镗孔切削时或多或少会出现振动现象,镗削得到的大径孔的圆柱度精度时有超差,孔表面也较难得到满意的表面粗糙度,镗孔加工质量不稳定;
4、2、现有的大径孔镗孔刀具通常是刀具商成套配置的镗刀排和镗孔刀,不可随意改用其它形式镗孔刀,使用面窄不够灵活;
5、3、由于大径孔镗孔刀具尺寸较大,精度要求高,所以这类大径孔镗孔刀具价格较为昂贵,生产成本较高。
技术实现思路
1、本实用新型针对现有技术中存在的上述不足,提供了一种用于机械零件400mm以上的大径孔镗孔加工的镗排及其加工方法。
2、本实用新型是通过以下技术方案实现的。
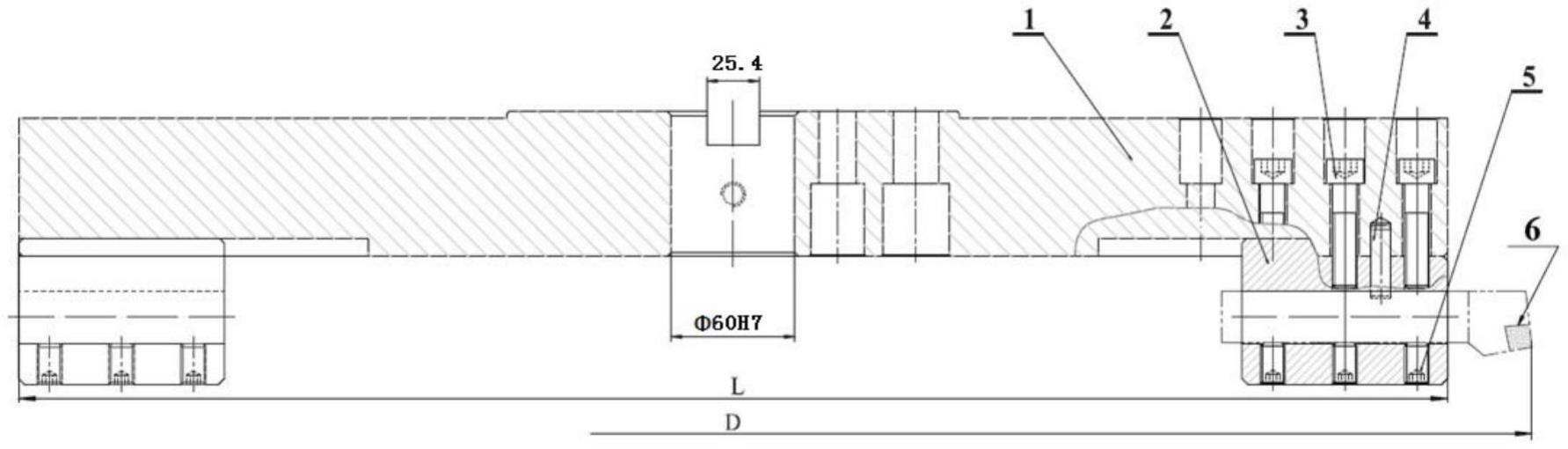
3、根据本实用新型的一个方面,提供了一种用于机械零件大径孔镗孔加工的镗排,包括:镗排体、镗刀座、定位部件和紧固部件;其中:
4、所述镗排体的中部设有中心安装部,所述中心安装部用于与机动装置安装连接;
5、所述镗排体的两端分别设有一个外端安装部,所述外端安装部用于安装所述镗刀座;
6、所述镗刀座为两个,分别通过定位部件安装于所述镗排体两端的外端安装部上;其中,待加工端的所述镗刀座用于安装镗刀,并通过所述紧固部件进行紧固,另一端的所述镗刀座空置用于起到惯性平衡作用。
7、可选地,所述镗排体整体呈由中心向两端逐渐收窄的长条形结构。
8、可选地,所述中心安装部,包括:芯轴孔、键槽和两圈阶梯螺栓孔;其中:
9、所述芯轴孔,用于安装定位芯轴,通过所述定位芯轴与机动装置安装连接轴端实现同轴线定位;
10、所述键槽,用于在与机动装置安装连接时,与机动装置安装连接轴端的传动方键配合,以传递动力扭矩;
11、所述两圈阶梯螺栓孔,包括:内圈阶梯螺栓孔和外圈阶梯螺栓孔,用于在与机动装置安装连接时,与不同规格的机动装置安装连接轴端的连接螺孔进行连接紧固;
12、工作状态下,机动装置通过所述芯轴孔和所述键槽带动所述镗排体转动,进而带动所述镗刀座上的镗刀进行镗孔加工。
13、可选地,所述机动装置包括:机床主轴或动力附件头。
14、可选地,所述外端安装部,包括:镗刀座槽、螺栓孔和定位销孔;其中:
15、所述镗刀座槽为从所述镗排体的外端端部向内凹陷的矩形凹槽,用于安装所述镗刀座,并与所述镗刀座配合实现横向定位;
16、所述螺栓孔为2n个,并对称设置于所述镗刀座槽的两侧,所述定位销孔设置于所述螺栓孔之间;
17、所述定位销孔和所述螺栓孔在将所述镗刀座安装到所述镗排体上时进行纵向定位并紧固。
18、可选地,所述镗刀座,包括:座体;其中:
19、所述座体的中心位置设有镗刀柄孔,用于安装镗孔镗刀;
20、所述座体上设有多个用于所述定位部件和所述紧固部件安装的安装部件。
21、可选地,所述安装部件包括如下任意一个或任意多个:
22、第一螺孔,所述第一螺孔用于所述紧固部件紧固镗刀;
23、第二螺孔,所述第二螺孔用于所述定位部件将所述镗刀座紧固到所述镗排体上;
24、销孔,所述销孔用于所述定位部件将所述镗刀座安装到所述镗排体上的纵向定位;
25、凸健,所述凸健与所述镗排体的外端安装部配合实现所述镗刀座安装到所述镗排体上的横向定位。
26、可选地,所述镗刀柄孔,包括:与具有四方形刀柄的镗刀相适配的四方形镗刀柄孔或与具有圆柱形刀柄的镗刀相适配的圆形镗刀柄孔。
27、可选地,所述定位部件,包括:
28、连接螺钉,所述连接螺钉用于将所述镗刀座紧固到所述镗排体上;
29、圆柱定位销,所述圆柱定位销用于实现所述镗刀座安装到所述镗排体上的纵向定位;
30、所述紧固部件,包括:
31、紧定螺钉,所述紧定螺钉用于紧固镗刀。
32、根据本实用新型的另一个方面,提供了一种上述任一项所述的用于机械零件大径孔镗孔加工的镗排的加工方法,包括:
33、将所述镗排体通过中心安装部装接到机动装置上,并紧固;
34、将镗刀的刀柄装入所述镗刀座的镗刀柄孔中,并调整镗刀位置使刀刃刀尖置于符合大径孔镗孔要求尺寸的位置后紧固;
35、找正待镗孔加工孔中心位置,通过机动装置带动所述镗排体,进而驱动镗刀进行镗扩孔加工。
36、由于采用了上述技术方案,本实用新型与现有技术相比,具有如下至少一项的有益效果:
37、本实用新型提供的用于机械零件大径孔镗孔加工的镗排及其加工方法,其刀具系统的刚性较好,大径孔镗孔切削时稳定且无明显的振动现象,镗削出来的大径孔的圆柱度精度有保障,同时能够得到较好的孔表面粗糙度。
38、本实用新型提供的用于机械零件大径孔镗孔加工的镗排及其加工方法,镗刀通过配置的多种不同规格的镗刀座,能够灵活切换不同结构的镗刀,满足多种镗刀的安装要求。
39、本实用新型提供的用于机械零件大径孔镗孔加工的镗排及其加工方法,能够极大降低大径孔镗孔加工是的振动,切削稳定,可靠地保证大径孔镗孔加工质量,同时操作简单方便,能够极大的提高生产效率。
40、本实用新型提供的用于机械零件大径孔镗孔加工的镗排及其加工方法,具有结构简单、制造成本低廉、操作方便、加工安全可靠等特点。
技术特征:
1.一种用于机械零件大径孔镗孔加工的镗排,其特征在于,包括:镗排体(1)、镗刀座(2)、定位部件和紧固部件;其中:
2.根据权利要求1所述的用于机械零件大径孔镗孔加工的镗排,其特征在于,所述镗排体(1)整体呈由中心向两端逐渐收窄的长条形结构。
3.根据权利要求1所述的用于机械零件大径孔镗孔加工的镗排,其特征在于,所述中心安装部,包括:芯轴孔、键槽和两圈阶梯螺栓孔;其中:
4.根据权利要求1所述的用于机械零件大径孔镗孔加工的镗排,其特征在于,所述机动装置包括:机床主轴或动力附件头。
5.根据权利要求1所述的用于机械零件大径孔镗孔加工的镗排,其特征在于,所述外端安装部,包括:镗刀座槽、螺栓孔和定位销孔;其中:
6.根据权利要求1所述的用于机械零件大径孔镗孔加工的镗排,其特征在于,所述镗刀座(2),包括:座体;其中:
7.根据权利要求6所述的用于机械零件大径孔镗孔加工的镗排,其特征在于,所述安装部件包括如下任意一个或任意多个:
8.根据权利要求6所述的用于机械零件大径孔镗孔加工的镗排,其特征在于,所述镗刀柄孔(2-1),包括:与具有四方形刀柄的镗刀相适配的四方形镗刀柄孔或与具有圆柱形刀柄的镗刀相适配的圆形镗刀柄孔。
9.根据权利要求1所述的用于机械零件大径孔镗孔加工的镗排,其特征在于,所述定位部件,包括:
技术总结
本技术提供了一种用于机械零件大径孔镗孔加工的镗排。其中,镗排包括镗排体和镗刀座,镗排体呈扁担形结构在大径孔镗孔时装接到机床的主轴上或动力附件头上,带动其外端镗刀座中的镗刀进行镗孔加工。镗刀座由连接螺钉和圆柱定位销连接到镗排体的两端用于安装镗刀进行镗孔加工。大径孔镗孔加工时,镗刀刀柄安装于镗排一端的镗刀座的镗刀柄孔中由机床主轴带动回转进行镗削加工。本技术解决了机械加工中大径孔镗孔加工中镗刀系统中工艺刚性差、镗孔精度难于保障等问题,具有镗排结构简单、制造成本低、使用操作简便、作业效率高等特点,保障了镗孔加工的质量。
技术研发人员:汝文斌,陆明珏,陈琳,方丽玲
受保护的技术使用者:沪东重机有限公司
技术研发日:20220929
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!