一种冲压机的制作方法
1.本申请属于产品制作设备技术领域,具体为一种冲压机。
背景技术:
2.现有的冲压机在制作产品之后,冲压机的上模具和下模具分开,然后由工人手工将冲压后的产品从模具上取下,或者利用机械手将产品从模具上取下;但是从模具内取下之后的产品是否符合预先设计的尺寸,需要品检部门进行检测,这就增加了一个工作岗位,增加了人力成本,因此,需要设计一种能够集冲压和产品检测为一体的冲压机,以解决目前的冲压机只能进行产品的制作而不能判断制作后的产品是否符合预设标准的问题。
技术实现要素:
3.本申请的目的是针对现有技术的缺点,采用设置在冲压机本体外的卸料装置和产品检测装置相互配合的方式,设计了一种冲压机,能够实现自动检测冲压机冲压后的产品是否符合预先设计的尺寸,并且能够将次品和良品进行分离,解决了目前的冲压机只能进行产品的制作而不能判断制作后的产品是否符合预设标准的问题。
4.为实现上述目的,本申请提供如下技术方案:
5.一种冲压机,包括冲压机本体,还包括卸料装置和产品检测装置,所述产品检测装置的信号输出端与所述冲压机本体的急停开关和所述卸料装置控制连接,所述冲压机本体位于所述卸料装置的工作区域内和所述产品检测装置的工作区域内。
6.优选的,所述卸料装置包括机械手。
7.优选的,所述机械手为吸盘机械手。
8.优选的,产品检测装置包括工控机、ccd相机、传感器,所述ccd相机位于所述冲压机本体外,所述工控机的信号输入端信号连接所述ccd相机,所述冲压机本体上的下模具的上表面位于所述ccd相机的视野内,所述冲压机本体上在对应所述下模具的上表面处设有传感器,所述传感器信号连接所述工控机的信号输入端,所述工控机的输出端信号连接所述冲压机本体的急停开关和所述卸料装置控制连接。
9.优选的,所述ccd相机设有三个,三个所述ccd相机分别位于所述冲压机本体的前测、左侧、右侧,所述冲压机本体上的下模具的上表面均位于三个所述ccd相机的视野内。
10.优选的,所述冲压机本体的一侧设有倾斜的导料板,所述导料板的顶端在所述机械手的行程范围内。
11.与现有技术相比,本申请的有益效果是:
12.1、本申请采用设置在冲压机本体外的卸料装置和产品检测装置相互配合的方式,设计了一种冲压机,能够实现自动检测冲压机冲压后的产品是否符合预先设计的尺寸,并且能够将次品和良品进行分离,解决了目前的冲压机只能进行产品的制作而不能判断制作后的产品是否符合预设标准的问题。
13.2、本申请中的机械手为吸盘机械手,能够保证在拿取产品时保证产品不变形。
14.3、本申请设置3个ccd相机能够多方位地对产品进行拍摄,从而使得检测的项目数量更多,检测的结果更加精确。
附图说明
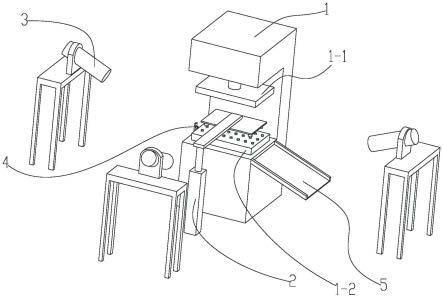
15.图1为本申请的结构示意图;
16.图2为机械手抓取产品离开下模具之后的结构示意图。
17.其中:1、冲压机本体;1-1、上模具;1-2、下模具;2、机械手;3、ccd相机;4、传感器;5、导料板。
具体实施方式
18.参见图1-2,一种冲压机,包括冲压机本体1,还包括卸料装置和产品检测装置,所述产品检测装置的信号输出端与所述冲压机本体1的急停开关和所述卸料装置控制连接,所述冲压机本体1位于所述卸料装置的工作区域内和所述产品检测装置的工作区域内。
19.在本实施方式中,使用时,在每一次冲压完成产品的制作之后,产品检测装置便对冲压完成后的产品进行检测,当检测到制作后的产品符合预先存储于产品检测装置内的数值时,卸料装置便将冲压本体1上冲压完成的产品取到合格产品的放置区,当产品检测装置检测到冲压完成后的产品的尺寸(长度、宽度、厚度)不符合预先设置于产品检测装置内的数值时,卸料装置便将冲压机本体1上制作完成的产品拾取放置到ng区域,同时,产品检测装置将产品不合格的信号传递给冲压机本体1的急停开关,使得冲压机本体1停止工作,等待操作员来进行调整,这样便能在产品刚出模时便自动进行检测,从而使得产品出了冲压机本体1便分成了合格和不合格的两类,也就不需要后续的品控环节了,从而解决了目前的冲压机只能进行产品的制作而不能判断制作后的产品是否符合预设标准的问题。
20.作为一种优选的方式,所述卸料装置包括机械手2。卸料装置可以包括机械手2以及其他的搬运装置。
21.作为一种优选的方式,所述机械手2为吸盘机械手,能够保证在拿取产品时保证产品不变形。
22.作为一种优选的方式,产品检测装置包括工控机、ccd相机3、传感器4,所述ccd相机3位于所述冲压机本体1外,所述工控机的信号输入端信号连接所述ccd相机3,所述冲压机本体1上的下模具的上表面位于所述ccd相机3的视野内,所述冲压机本体1上在对应所述下模具的上表面处设有传感器4,所述传感器4信号连接所述工控机的信号输入端,所述工控机的输出端信号连接所述冲压机本体1的急停开关和所述卸料装置控制连接。使用时,先将一个标准的产品放置在冲压机本体1的下模具1-2的表面,也就是模拟出冲压机本体1制作完成产品后上模具1-1与下模具1-2刚好分离的状态,同时使得上模具1-1与下模具1-2分离,以及使得产品在ccd相机3的拍摄范围内,然后通过工控机存储住产品的长度、宽度、厚度,之后将标准的产品取走;然后启动冲压机本体1,当冲压机本体1一次制作完成一个产品之后,上模具1-1与下模具1-2分离时,传感器4感应到产品存在于下模具1-2的上表面时,便将信号传递给工控机,工控机便驱动ccd相机3对刚冲压形成的产品进行拍照,然后将拍摄的照片与之前存储于工控机内的标准产品的照片进行比对,当出现比对符合要求时,则工控机驱动机械手2将制作完成的产品拿取到放置合格的产品的区域,当工控机比对后计算
出制作的产品不符合预先设置的尺寸时,工控机便将信号传递给机械手2和冲压机本体1的急停开关,使得不合格的产品被放置于ng区域,同时使冲压机本体1停下不再工作,等待工作人员来调整。
23.作为一种优选的方式,所述ccd相机3设有三个,三个所述ccd相机3分别位于所述冲压机本体1的前测、左侧、右侧,所述冲压机本体1上的下模具的上表面均位于三个所述ccd相机3的视野内。设置3个ccd相机能够多方位地对产品进行拍摄,从而使得检测的项目数量更多,检测的结果更加精确。
24.作为一种优选的方式,所述冲压机本体1的一侧设有倾斜的导料板5,所述导料板5的顶端在所述机械手2的行程范围内。设置的导料板5主要是为了机械手2从冲压机本体1上拾取的产品能够顺利地进入到规划的区域内。例如合格的产品滑动到预设的合格区域内,不合格的产品进入到ng区域内。
技术特征:
1.一种冲压机,包括冲压机本体(1),其特征在于,还包括卸料装置和产品检测装置,所述产品检测装置的信号输出端与所述冲压机本体(1)的急停开关和所述卸料装置控制连接,所述冲压机本体(1)位于所述卸料装置的工作区域内和所述产品检测装置的工作区域内。2.根据权利要求1所述的一种冲压机,其特征在于,所述卸料装置包括机械手(2)。3.根据权利要求2所述的一种冲压机,其特征在于,所述机械手(2)为吸盘机械手。4.根据权利要求1所述的一种冲压机,其特征在于,产品检测装置包括工控机、ccd相机(3)、传感器(4),所述ccd相机(3)位于所述冲压机本体(1)外,所述工控机的信号输入端信号连接所述ccd相机(3),所述冲压机本体(1)上的下模具的上表面位于所述ccd相机(3)的视野内,所述冲压机本体(1)上在对应所述下模具的上表面处设有传感器(4),所述传感器(4)信号连接所述工控机的信号输入端,所述工控机的输出端信号连接所述冲压机本体(1)的急停开关和所述卸料装置控制连接。5.根据权利要求4所述的一种冲压机,其特征在于,所述ccd相机设有三个,三个所述ccd相机(3)分别位于所述冲压机本体(1)的前测、左侧、右侧,所述冲压机本体(1)上的下模具的上表面均位于三个所述ccd相机(3)的视野内。6.根据权利要求3所述的一种冲压机,其特征在于,所述冲压机本体(1)的一侧设有倾斜的导料板(5),所述导料板(5)的顶端在所述机械手(2)的行程范围内。
技术总结
本申请属于产品制作设备技术领域,具体为一种冲压机,包括冲压机本体,还包括卸料装置和产品检测装置,产品检测装置的信号输出端与冲压机本体的急停开关和卸料装置控制连接,冲压机本体位于卸料装置的工作区域内和产品检测装置的工作区域内,解决了目前的冲压机只能进行产品的制作而不能判断制作后的产品是否符合预设标准的问题。符合预设标准的问题。符合预设标准的问题。
技术研发人员:陈水田
受保护的技术使用者:沪华五金电子(吴江)有限公司
技术研发日:2022.09.29
技术公布日:2023/2/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1