一种汽车管件加工用冲床的制作方法
1.本实用新型涉及管件加工领域,特别是涉及一种汽车管件加工用冲床。
背景技术:
2.汽车管件打孔工艺都是采用冲床冲孔的技术,冲床在对管件冲孔时,需要一个内模对管件进行支撑,再配合冲压模具进行冲压成型,传统的管件冲孔设备为了方便管件的安装,内模的尺寸往往比待加工的管件要小,在冲床进行冲压时,内模无法提供完美支撑,极易发生冲床将管件冲歪甚至是冲压变形的情况,影响设备的使用寿命的同时降低了生产效率,如果内模尺寸较大可以提供很好的支撑时,又极大的增加了安装的困难。
技术实现要素:
3.本使用新型的目的就为了解决上述问题而提供一种汽车管件加工用冲床。
4.本使用新型通过以下技术方案来实现上述目的:
5.一种汽车管件加工用冲床,包括机架、定位机构、用于辅助定位机构定位管材的胀紧机构、用于针对不同长度管材从而调节定位位置的调节机构,所述机架上侧设置有支撑架,所述支撑架内部设置有液压缸,所述液压缸下侧安装有冲压刀,所述冲压刀与所述机架之间设置有衬板,所述定位机构设置于所述衬板两侧,所述胀紧机构设置于所述定位机构远离所述衬板一侧,所述调节机构设置于所述定位机构前后两端;
6.所述定位机构包括滑轨,所述滑轨设置于所述机架上侧,所述滑轨外部安装有两个滑台,所述滑台分别设置于所述衬板两侧,所述滑台中心开设有矩形通孔,所述滑台的矩形通孔中设置有承载块,所述承载块内部开设有圆形通孔,所述承载块的圆形通孔内设置有两个弧形板,所述弧形板外环面上设置有若干t型块,两个所述弧形板之间对称设置有两个半月型内模,所述承载块的圆形通孔两侧对称开设有若干圆孔,所述承载块内部的圆孔中设置有弹簧,所述承载块下侧设置有连接板,所述连接板远离所述滑台一侧连接有气缸;
7.所述胀紧机构包括伺服电机,所述伺服电机设置于所述滑台内部,且位于所述承载块上侧,所述伺服电机远离所述衬板一侧连接有丝杆,所述丝杆另一侧安装有挡板,所述丝杆外部安装有螺纹连接板,所述螺纹连接板一侧设置有支撑柱;
8.所述调节机构包括限位板,所述限位板设置于所述半月型内模外侧,所述限位板两端连接有调节杆,所述调节杆贯穿所述滑台,所述调节杆外侧安装有调节螺母。
9.上述结构中,将待加工的所述管件放置在所述衬板上侧后,所述气缸启动,推动所述定位机构向所述管件滑动,所述半月型内模在所述管件中穿行,直至两侧的所述半月型内模接触,此时所述伺服电机启动,通过所述螺纹连接板带动所述支撑柱朝向所述管件滑动,直至两个将所述半月型内模完全撑开,此时半月型内模与所述管件的内壁完全贴合,所述液压缸开始工作,控制所述冲压刀对所述管件进行冲孔。
10.优选地,所述滑轨与所述机架焊接连接,所述滑台与所述滑轨滑动连接,所述承载块与所述滑台焊接连接,所述t型块在所述承载块的圆孔内滑动,所述连接板与所述滑台焊
接连接,所述气缸的输出端与所述连接板螺栓连接。
11.优选地,所述半月型内模外环面上均匀开设有凹槽,所述弧形板内环面上均匀设置有凸起。
12.优选地,所述丝杆与所述伺服电机通过联轴器连接,所述挡板与所述丝杆焊接连接,所述螺纹连接板与所述丝杆螺纹连接,所述支撑柱与所述螺纹连接板焊接连接,所述支撑柱在两个所述半月型内模之间滑动。
13.优选地,所述限位板与所述调节杆焊接连接,所述调节杆与所述滑台滑动连接,所述调节螺母与所述调节杆螺纹连接,所述调节螺母与滑台转动连接。
14.优选地,所述衬板中心与所述机架中心均开设有矩形通孔,所述衬板上表面开设有弧形槽。
15.有益效果在于:本实用新型通过半月型内模与支撑柱的设计,可以使得管件在上料过程中,定位更加稳定,不易卡死,提高加工效率,并且可以保证加工时提供足够的支撑,提高成品的加工质量,同时调节机构针对不同长度的管件进行调节,可以有效增加装置的适用性。
附图说明
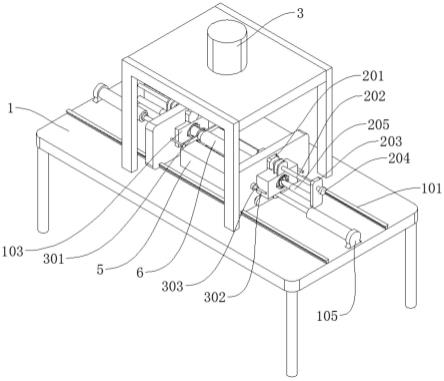
16.图1是本实用新型所述一种汽车管件加工用冲床的结构示意图;
17.图2是本实用新型所述一种汽车管件加工用冲床的主视图;
18.图3是本实用新型所述一种汽车管件加工用冲床的侧视图;
19.图4是本实用新型所述一种汽车管件加工用冲床的a-a剖视图;
20.图5是本实用新型所述一种汽车管件加工用冲床的内模处结构视图;
21.图6是本实用新型所述一种汽车管件加工用冲床的图5的爆炸视图;
22.图7是本实用新型所述一种汽车管件加工用冲床的调节机构的结构视图;
23.图8是本实用新型所述一种汽车管件加工用冲床的承载块主视图;
24.图9是本实用新型所述一种汽车管件加工用冲床的b-b剖视图;
25.图10是本实用新型所述一种汽车管件加工用冲床的衬板结构视图。
26.1、机架;2、支撑架;3、液压缸;4、冲压刀;5、衬板;6、管件;101、滑轨;102、滑台;103、承载块;104、连接板;105、气缸;106、内模;107、弧形板;108、t型块;109、弹簧;201、伺服电机;202、丝杆;203、螺纹连接板;204、挡板;205、支撑柱;301、限位板;302、调节杆;303、调节螺母。
具体实施方式
27.下面结合附图对本实用新型做进一步说明:
28.如图1-图10,一种汽车管件加工用冲床,包括机架1、定位机构、用于辅助定位机构定位管材的胀紧机构、用于针对不同长度管材从而调节定位位置的调节机构,机架1上侧设置有支撑架2,支撑架2内部设置有液压缸3,液压缸3下侧安装有冲压刀4,冲压刀4与机架1之间设置有衬板5,衬板5中心与机架1中心均开设有矩形通孔,用以排掉冲压废料,衬板5上表面开设有弧形槽,帮助上料时对管材进行定位,定位机构设置于衬板5两侧,胀紧机构设置于定位机构远离衬板5一侧,调节机构设置于定位机构前后两端;
29.定位机构包括滑轨101,滑轨101焊接于机架1上侧,滑轨101外部滑动连接有两个滑台102,滑台102分别设置于衬板5两侧,滑台102中心开设有矩形通孔,滑台102的矩形通孔中焊接连接有承载块103,承载块103内部开设有圆形通孔,承载块103的圆形通孔内设置有两个弧形板107,弧形板107内环面上均匀设置有凸起,弧形板107外环面上设置有若干t型块108,两个弧形板107之间对称设置有两个半月型内模106,半月型内模106外环面上均匀开设有凹槽,与弧形板107上的凸起配合,避免两者在运动过程中产生相对滑动,承载块103的圆形通孔两侧对称开设有若干圆孔,t型块108在承载块103的圆孔内滑动,承载块103内部的圆孔中设置有弹簧109,弹簧109负责提供夹紧力,从而使两个半月型内模106相互贴合,承载块103下侧焊接连接有连接板104,连接板104远离滑台102一侧连接有气缸105,气缸105的输出端与滑台102螺栓连接,气缸105用来推动滑台102来回运动;
30.胀紧机构包括伺服电机201,伺服电机201设置于滑台102内部,伺服电机201为胀紧机构提供动力,且位于承载块103上侧,伺服电机201远离衬板5一侧联轴器连接有丝杆202,丝杆202另一侧焊接连接有挡板204,丝杆202外部螺纹连接有螺纹连接板203,挡板204用来防止螺纹连接板203滑脱,螺纹连接板203一侧焊接连接有支撑柱205,支撑柱205用来撑开半月型内模106,从而使半月型内模106与管件6可以更好的贴合;
31.调节机构包括限位板301,限位板301设置于半月型内模106外侧,限位板301两端焊接连接有调节杆302,调节杆302贯穿滑台102,调节杆302与滑台102滑动连接,调节杆302外侧螺纹连接有调节螺母303,调节螺母303与滑台102转动连接,通过转动调节螺母303可以调节调节杆302的位置,从而适应不同长度的管材。
32.上述结构中,将待加工的管件6放置在衬板5上侧后,气缸105启动,推动定位机构向管件6滑动,半月型内模106在管件6中穿行,直至两侧的半月型内模106接触,此时伺服电机201启动,通过螺纹连接板203带动支撑柱205朝向管件6滑动,直至两个将半月型内模106完全撑开,此时半月型内模106与管件6的内壁完全贴合,液压缸3开始工作,控制冲压刀4对管件6进行冲孔。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1