滚珠丝杠副螺杆异形槽加工装置的制作方法
1.本实用新型属于机械加工设备技术领域,具体讲就是涉及滚珠丝杠副螺杆异形槽加工装置。
背景技术:
2.滚珠丝杠是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想的产品。滚珠丝杠是工具机械和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和高效率的特点。由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器。
3.滚珠丝杠由螺杆、螺母、钢球、预压片、反向器、防尘器组成。它的功能是将旋转运动转化成直线运动,这是艾克姆螺杆的进一步延伸和发展,这项发展的重要意义就是将轴承从滑动动作变成滚动动作。
4.随着滚珠丝杠的应用范围越来越广泛,螺杆的形状也越来越复杂,加工难度亦增大,现有的一种螺杆需要在其表面加工槽,现有的滚珠丝杠传动螺杆加工装置无法完成螺杆上槽的加工。
技术实现要素:
5.本实用新型的目的就是针对上述现有滚珠丝杠副螺杆异形槽难以加工的缺陷,提供一种滚珠丝杠副螺杆异形槽加工装置,通过冷挤压的方式在螺杆螺纹成型前将螺杆圆周上的槽进行成型,整个加工装置结构简单能够在现有机械加工装置上完成。
6.技术方案
7.为了实现上述技术目的,本实用新型提供的滚珠丝杠副螺杆异形槽加工装置,其特征在于:包括底座,垫板装在所述底座上,所述垫板上方设置有下模固定板,所述垫板上位于所述下模固定板外侧设置有行程调节装置,所述行程调节装置与所述下模固定板连接并能调节所述下模固定板行程,所述下模固定板上连接有传动杆一端,所述传动杆另一端连接压力传动板;
8.所述下模固定板内设置定位腔和成型腔,所述定位腔内装有定位组件用于对丝杠进行定位,所述成型腔内装有成型组件对所述丝杠的异形槽进行冷挤压。
9.进一步地,所述定位组件包括固定块,所述固定块锁装在所述定位腔中,所述固定块的前端形状与所述丝杠对应。
10.进一步地,所述成型组件包括滑块组件,所述滑块组件上装有成型镶快,所述成型镶快的前端与异形槽形状对应。
11.进一步地,所述滑块组件包括定滑块和动滑块,所述定滑块固定锁装在所述成型腔中,所述动滑块装在所述定滑块上的滑动槽中,所述成型镶块固定装在所述动滑块前端的安装槽中,所述动滑块底部装有弹性复位机构。
12.进一步地,所述下模固定板上位于丝杠对应位置的下方设置有顶出机构。
13.进一步地,所述顶出机构包括顶杆,所述顶杆底部装有弹性件。
14.进一步地,所述行程调节装置包括调节板,所述调节板与所述下模固定板固定连接,所述下模固定板底部设置有弹簧。
15.进一步地,所述弹簧一端抵住所述调节板,另一端置于所述垫板上。
16.有益效果
17.本实用新型提供的一种滚珠丝杠副螺杆异形槽加工装置,通过冷挤压的方式在螺杆螺纹成型前将螺杆圆周上的槽进行成型,整个加工装置结构简单能够在现有机械加工装置上完成。
附图说明
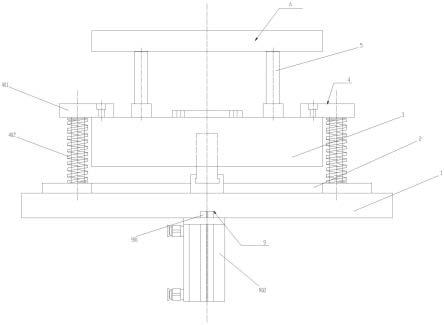
18.附图1是本实用新型实施例的主视图;
19.附图2是本实用新型实施例的俯视图;
具体实施方式
20.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.在本实用新型的描述中,需要说明的是,术语“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
22.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
23.下面通过具体的实施例并结合附图对本实用新型做进一步的详细描述。
24.实施例
25.如附图1和2所示,本实施例提供的滚珠丝杠副螺杆异形槽加工装置,包括底座1,垫板2装在所述底座1上,所述垫板2上方设置有下模固定板3,所述垫板2上位于所述下模固定板3外侧设置有行程调节装置4,所述行程调节装置4与所述下模固定板3连接并能调节所述下模固定板3行程,所述下模固定板3上连接有传动杆5一端,所述传动杆5另一端连接压力传动板6;
26.所述下模固定板3内设置定位腔301和成型腔302,所述定位腔301内装有定位组件7用于对丝杠a进行定位,所述成型腔内302装有成型组件8对所述丝杠a的异形槽a1进行冷挤压。所述下模固定板3上位于丝杠a对应位置的下方设置有顶出机构9。
27.进一步详细的讲就是所述定位组件7包括固定块701,所述固定块701锁装在所述
定位腔301中,所述固定块701的前端形状与所述丝杠a对应。
28.所述成型组件8包括滑块组件801,所述滑块组件801上装有成型镶快802,所述成型镶快802的前端与异形槽a1形状对应。所述滑块组件801包括定滑块801a和动滑块801b,所述定滑块801a固定锁装在所述成型腔302中,所述动滑块801b装在所述定滑块801a上的滑动槽801a01中,所述成型镶块802固定装在所述动滑块801b前端的安装槽中,所述动滑块801b底部装有弹性复位机构803。所述顶出机构9包括顶杆901,所述顶杆901底部装有弹性件902。
29.所述行程调节装置4包括调节板401,所述调节板401与所述下模固定板3固定连接,所述下模固定板3底部设置有弹簧402。所述弹簧402一端抵住所述调节板401,另一端置于所述垫板2上。
30.本实施例的工作过程是:压力传动板6再压力机作用下向下运动,下压成型组件8,装在所述动滑块801b前端的安装槽的中成型镶块802对所述丝杠a进行冷挤压成型,本实施例提供的一种滚珠丝杠副螺杆异形槽加工装置,通过冷挤压的方式在螺杆螺纹成型前将螺杆圆周上的槽进行成型,整个加工装置结构简单能够在现有机械加工装置上完成。
31.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
技术特征:
1.滚珠丝杠副螺杆异形槽加工装置,其特征在于:包括底座(1),垫板(2)装在所述底座(1)上,所述垫板(2)上方设置有下模固定板(3),所述垫板(2)上位于所述下模固定板(3)外侧设置有行程调节装置(4),所述行程调节装置(4)与所述下模固定板(3)连接并能调节所述下模固定板(3)行程,所述下模固定板(3)上连接有传动杆(5)一端,所述传动杆(5)另一端连接压力传动板(6);所述下模固定板(3)内设置定位腔(301)和成型腔(302),所述定位腔(301)内装有定位组件(7)用于对丝杠(a)进行定位,所述成型腔内(302)装有成型组件(8)对所述丝杠(a)的异形槽(a1)进行冷挤压。2.如权利要求1所述的滚珠丝杠副螺杆异形槽加工装置,其特征在于:所述定位组件(7)包括固定块(701),所述固定块(701)锁装在所述定位腔(301)中,所述固定块(701)的前端形状与所述丝杠(a)对应。3.如权利要求1所述的滚珠丝杠副螺杆异形槽加工装置,其特征在于:所述成型组件(8)包括滑块组件(801),所述滑块组件(801)上装有成型镶块(802),所述成型镶块(802)的前端与异形槽(a1)形状对应。4.如权利要求3所述的滚珠丝杠副螺杆异形槽加工装置,其特征在于:所述滑块组件(801)包括定滑块(801a)和动滑块(801b),所述定滑块(801a)固定锁装在所述成型腔(302)中,所述动滑块(801b)装在所述定滑块(801a)上的滑动槽(801a01)中,所述成型镶块(802)固定装在所述动滑块(801b)前端的安装槽中,所述动滑块(801b)底部装有弹性复位机构(803)。5.如权利要求1所述的滚珠丝杠副螺杆异形槽加工装置,其特征在于:所述下模固定板(3)上位于丝杠(a)对应位置的下方设置有顶出机构(9)。6.如权利要求5所述的滚珠丝杠副螺杆异形槽加工装置,其特征在于:所述顶出机构(9)包括顶杆(901),所述顶杆(901)底部装有弹性件(902)。7.如权利要求1所述的滚珠丝杠副螺杆异形槽加工装置,其特征在于:所述行程调节装置(4)包括调节板(401),所述调节板(401)与所述下模固定板(3)固定连接,所述下模固定板(3)底部设置有弹簧(402)。8.如权利要求7所述的滚珠丝杠副螺杆异形槽加工装置,其特征在于:所述弹簧(402)一端抵住所述调节板(401),另一端置于所述垫板(2)上。
技术总结
滚珠丝杠副螺杆异形槽加工装置,其特征在于:包括底座(1),垫板(2)装在所述底座(1)上,所述垫板(2)上方设置有下模固定板(3),所述垫板(2)上位于所述下模固定板(3)外侧设置有行程调节装置(4),所述行程调节装置(4)与所述下模固定板(3)连接并能调节所述下模固定板(3)行程,所述下模固定板(3)上连接有传动杆(5)一端,所述传动杆(5)另一端连接压力传动板(6);本实用新型通过冷挤压的方式在螺杆螺纹成型前将螺杆圆周上的槽进行成型,整个加工装置结构简单能够在现有机械加工装置上完成。构简单能够在现有机械加工装置上完成。构简单能够在现有机械加工装置上完成。
技术研发人员:彭可菊 黄永升
受保护的技术使用者:上海雄联精密机械配件有限公司
技术研发日:2022.10.03
技术公布日:2022/12/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1