一种基于汽车零部件焊接的工装夹具的制作方法
1.本实用新型涉及焊接夹具技术领域,具体涉及一种基于汽车零部件焊接的工装夹具。
背景技术:
2.焊装是汽车在生产制造中的一道工序,焊接质量的优劣决定了整车的制造质量,整个车身由200-300个零部件焊接而成,每个零部件的形状各有不同,有的零部件呈弧形形状,有的零部件由多种形状组成,有的零部件是基于汽车的新设计而产生的,形状不规则,故而无法通过一个焊接夹具实现对所有零部件的夹持,汽车零部件焊接时需要在不同的焊接夹具之间进行移动,增加了焊接的时间,增加了生产成本,零部件在不同焊接夹具之间的移动,需要重新定位,进一步增加了焊接时间以及影响焊接精度,因此,本实用新型提出了一种基于汽车零部件焊接的工装夹具。
技术实现要素:
3.为解决上述背景中提到的问题,本实用新型提供了一种基于汽车零部件焊接的工装夹具。
4.为实现上述技术目的,本实用新型所采用的技术方案如下。
5.一种基于汽车零部件焊接的工装夹具,其包括工作台,工作台的上方设置有压持机构,压持机构用于自适应零部件的不规则表面并对零部件施加竖直方向上的压力,实现对汽车零部件的压持。
6.进一步的,压持机构包括两组压持构件,两组压持构件分别位于工作台的两侧。
7.进一步的,压持构件包括支架以及安装在支架上的多组压持部件,多组压持部件的阵列方向呈水平布置且垂直于两组压持构件之间的距离方向,多组压持部件之间通过连接构件实现连通,连接构件的输入端与驱动源连通。
8.进一步的,压持部件包括竖直安装在支架上且上端开口、下端封闭的泵壳,泵壳的上开口端匹配安装有泵盖且泵盖上设置有接嘴,泵壳内滑动安装有活塞,活塞的下端面同轴设置有活塞杆,活塞杆的底端伸出泵壳,泵壳的封闭端开设有用于避让活塞杆的避让孔,泵壳内设置有位于封闭端与活塞之间的弹簧。
9.进一步的,驱动源为空气压缩机。
10.进一步的,连接构件包括连接主管、用于连接主管与接嘴之间连通的连接分管、用于连接主管与空气压缩机连通的连接管道,连接管道上设置有放气阀。
11.进一步的,活塞杆的底端设置有压持块,压持块由柔性材料制成。
12.进一步的,连接管道上设置有压力表与泄压阀。
13.本实用新型与现有技术相比,有益效果在于:
14.本方案中,施加给汽车零部件的压持力是通过通过泵壳内的气体压强施加给活塞,并通过活塞杆施加给汽车零部件的,故而压持为柔性压持,对汽车零部件不造成损伤;
15.另外,施加给汽车零部件的压持力大小可通过调整后续进入泵壳内的压缩空气的量而进行调整;
16.另外,多组压持部件可以同时与汽车零部件接触,也可以有先后之分与汽车零部件接触,当所有压持部件均与汽车零部件接触后,再通过向压持部件内继续注入空气,使泵壳内的压强变大,进而通过活塞与活塞杆施加给汽车零部件,实现柔性压持,故而本方案可以自适应不同形状的汽车零部件,并且多组压持部件对汽车零部件的压持力的大小一致,压持更加稳固。
附图说明
17.图1为本实用新型的结构示意图;
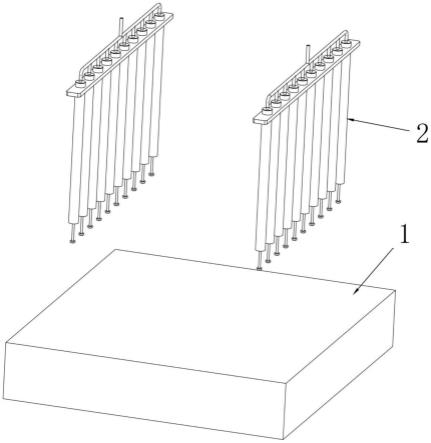
18.图2为压持构件的结构示意图;
19.图3为压持部件的分解图;
20.图4为泵壳的局部示意图。
21.附图中的标号为:
22.1、工作台;2、压持机构;3、连接主管;4、连接分管;5、连接管道;6、压持部件;7、泵壳;8、活塞;9、活塞杆;10、弹簧;11、泵盖;12、接嘴;13、压持块;14、避让孔;15、气孔。
具体实施方式
23.为更进一步阐述本实用新型为实现预定实用新型目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型的具体实施方式、结构、特征及其功效,详细说明如后。
24.如图1-图4所示,一种基于汽车零部件焊接的工装夹具,其包括工作台1,工作台1用于放置汽车零部件,工作台1的上方设置有压持机构2,压持机构2用于自适应零部件的不规则表面并对零部件施加竖直方向上的压力,实现对汽车零部件的压持,即夹持。
25.如图1所示,压持机构2包括两组压持构件,两组压持构件分别位于工作台1的两侧。
26.如图2所示,压持构件包括安装在支架上的多组压持部件6,压持部件6的阵列方向呈水平布置且垂直于两组压持构件之间的距离方向,多组压持部件6之间通过连接构件实现连通,连接构件的输入端与驱动源连通,驱动源用于驱使压持部件6竖直下移,驱动源可以为气驱动,也可以为液压驱动,本方案中,以气驱动为例,进行阐述,驱动源为空气压缩机。
27.如图3与图4所示,压持部件6包括竖直安装在支架上的泵壳7,泵壳7的上端开口、下端封闭,泵壳7的上开口端匹配安装有泵盖11且泵盖11上设置有接嘴12,泵壳7内滑动安装有活塞8,活塞8的下端面同轴设置有活塞杆9,活塞杆9的底端伸出泵壳7,泵壳7的封闭端开设有用于避让活塞杆9的避让孔14,泵壳7内设置有位于封闭端与活塞8之间的弹簧10。
28.如图2所示,连接构件包括连接主管3、用于连接主管3与接嘴12之间连通的连接分管4、用于连接主管3与空气压缩机连通的连接管道5,其中,连接分管4对应压持部件6设置有多组,空气压缩机用于提供压缩气体,当然,除了空气压缩机外,储存有压缩空气的储气罐也可,只要能够实现提供压缩气体即可。
29.连接管道5上设置有放气阀(图中未示意)。
30.本实用新型的工作原理为:
31.首先,将汽车零部件放置在工作台1上,放气阀处于关闭状态;
32.接着,空气压缩机启动,空气依次通过连接管道5、连接主管3、连接分管4以及接嘴12进入泵壳7内,并抵推活塞8竖直下移,活塞8下移带着活塞杆9一起下移,直至活塞杆9的底端与汽车零部件接触;
33.若汽车零部件与活塞杆9接触的面为水平面,则多组压持部件6中的活塞杆9同时与汽车零部件接触,接下来,压缩空气继续进入泵壳7内,对活塞8与活塞杆9施加压力,进而通过活塞杆9实现对汽车零部件的压持,且压持力大小可通过调整后续进入泵壳7内的压缩空气的量而进行调整;
34.若汽车零部件与活塞杆9接触的面不是水平面,则多组压持部件6中的活塞杆9不是同时与汽车零部件接触的,有先有后,先与汽车零部件接触的压持部件6在接触后,由于汽车零部件与活塞杆9有一个阻碍空气继续流入压持部件6内的相对阻碍,故而压缩空气暂停向该压持部件6内流入,而是流向其它还未与汽车零部件接触的压持部件6,当所有压持部件6的活塞杆9均与汽车零部件接触后,接下来,压缩空气继续进入所有压持部件6中的泵壳7内,对活塞8与活塞杆9施加压力,进而通过活塞杆9实现对汽车零部件的压持,且压持力大小可通过调整后续进入泵壳7内的压缩空气的量而进行调整;
35.上述过程中,施加给汽车零部件的压持力是通过通过泵壳7内的气体压强施加给活塞8,并通过活塞杆9施加给汽车零部件的,故而压持为柔性压持,对汽车零部件不造成损伤;
36.上述过程中,压持部件6可以同时与汽车零部件接触,也可以有先后之分与汽车零部件接触,故而本方案可以自适应不同形状的汽车零部件。
37.上述过程中,压持是在所有压持部件6与汽车零部件接触后,由继续进入泵壳内的空气增大了泵壳内的压强,进而通过活塞与活塞杆施加给汽车零部件,故而多组压持部件对汽车零部件的压持力的大小一致,压持更加稳固。
38.焊接结束后,放气阀打开进行放气,弹簧10释放弹力,使压持部件6复位,进而使整个压持机构2复位。
39.优选的实施例,如图3所示,活塞杆9的底端设置有压持块13,压持块13由柔性材料制成,例如橡胶或硅胶等等,其意义在于,使压持部件6与汽车零部件的接触为柔性接触,进一步保护汽车零部件不受压持影响。
40.优选的实施例,如图4所示,泵壳7的下封闭端开设有气孔15,其意义在于,用于泵壳7位于活塞8与封闭端之间区域内的空气与外界空气之间的连通。
41.优选的实施例,连接管道5上设置有压力表与泄压阀(图中未示意),其意义在于,压力表用于供工作人员读取连接管道5内的压强数值,进而可以判断得出压持部件6对汽车零部件的压持力大小,泄压阀能够在连接管道5内的压强大于预设值时,主动对连接管道5进行泄压,使连接管道5内的压强不超过预设值且预设值可调,泄压阀的设置,防止工作人员疏忽,向压持部件6内注入过多的压缩空气,导致压持部件6对汽车零部件的压持力过大,对汽车零部件造成损坏。
42.另外,放气阀、泄压阀以及压力表均为现有常见技术手段可实现,不作赘述。
43.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1