一种用于激光焊接的内保护气杆的制作方法
1.本实用新型涉及激光焊接工具技术领域,具体涉及一种用于激光焊接的内保护气杆。
背景技术:
2.激光焊接管生产线生产效率高,生产速度是同规格氩弧焊焊管的7-10倍。但是内保护气杆在焊接管激光焊接过程中,经常出现保护气不足导致的焊缝内部异色。同时由于激光功率较为集中,焊接部位温度高,焊渣掉落在铜制内保护气杆上,容易导致内保护气杆被熔断,从而需要更换新的气杆,影响生产效率,还加大了废料产生,增加了生产成本。
技术实现要素:
3.为了解决上述现有技术存在的问题,本实用新型提供了一种用于激光焊接的内保护气杆,该内保护气杆结构简单,不易被熔断,使用寿命久,提高了生产效率,减小了生产成本,而且内部保护焊缝更充分,提高了焊接质量。
4.实现本实用新型上述目的所采用的技术方案为:
5.一种用于激光焊接的内保护气杆,包括内保护气杆本体,内保护气杆本体的一端设有进气口,内保护气杆本体靠近进气口的一侧内设有气体通道,内保护气杆本体侧壁上设有出气口,出气口和进气口分别与气体通道连通,内保护气杆本体上设有贯通槽,贯通槽沿着内保护气杆本体轴向延伸,气体通道和贯通槽沿着内保护气杆本体轴向依次分布,且气体通道和贯通槽不连通,出气口和贯通槽的朝向相同。
6.所述的内保护气杆还包括除渣机构,除渣机构包括除渣螺杆、刮渣板和固定件,内保护气杆本体的另一端设有螺纹孔,除渣螺杆与内保护气杆本体的另一端螺纹连接,刮渣板和固定件均有多个,刮渣板和固定件的个数相同,多个刮渣板沿着除渣螺杆的长度方向等间距地套设于除渣螺杆上,各刮渣板通过对应的固定件以可拆卸的方式固定于除渣螺杆上。
7.所述的固定件为一对锁紧螺母,各刮渣盘通过对应的一对锁紧螺母固定于除渣螺杆上。
8.所述的内保护气杆本体、除渣螺杆和各刮渣盘同轴设置。
9.所述的内保护气杆还包括呈中空状的进气杆,进气口设有内螺纹,进气杆与进气口螺纹连接。
10.所述的贯通槽为腰型槽。
11.与现有技术相比,本实用新型的有益效果和优点在于:
12.1、该内保护气杆设有沿其轴向延伸的贯通槽,贯通槽使得内保护气杆在径向上为中空结构,一方面贯通槽所在的区域形成焊接保护区域,保护气在此区域可以更好的保护内焊缝,解决了保护气不足导致焊缝内部异色的问题,提高焊接质量,另一方面高温焊接通过贯通槽掉落至焊接管内壁上,不会掉落在内保护气杆本体上,避免了内保护气杆本体容
易被融掉的情况发生,从而大幅度降低了内保护气杆更换的频率,提高了焊接管的生产效率,降低了焊接管的生产成本,同时贯通槽聚集了保护气,可以对掉落的焊渣降温。
13.2、该内保护气杆可以对焊接管内焊缝上的焊渣进行刮除,省去了后续对焊接管焊缝内侧刮除焊渣的工序,进一步提高了生产效率,降低生产成本。
附图说明
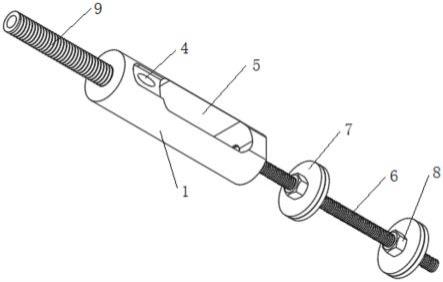
14.图1为用于激光焊接的内保护气杆的结构示意图。
15.图2为图1的主视图。
16.图3为图2中a-a向剖视图。
17.其中,1-内保护气杆本体、2-气体通道、3-进气口、4-出气口、5-贯通槽、6
‑ꢀ
除渣螺杆、7-刮渣盘、8-锁紧螺母、9-进气杆。
具体实施方式
18.下面结合附图对本实用新型进行详细说明。
19.本实施例提供的用于激光焊接的内保护气杆的结构如图1-3所示,包括内保护气杆本体1、除渣机构和进气杆9。
20.内保护气杆本体1的材质为铜。内保护气杆本体1的一端设有进气口3,进气口3设有内螺纹,内保护气杆本体1的另一端设有螺纹孔。内保护气杆本体1 靠近进气口的一侧内设有气体通道2,内保护气杆本体1侧壁上设有出气口4,出气口4和进气口3分别与气体通道2连通。
21.内保护气杆本体1上设有贯通槽5,贯通槽5为腰型槽,贯通槽5沿着内保护气杆本体1轴向延伸。气体通道2和贯通槽5沿着内保护气杆本体1轴向依次分布,且气体通道2和贯通槽5不连通。出气口4和贯通槽5的朝向相同,在内保护气杆使用时,出气口4和贯通槽5均朝向焊接管的焊缝。
22.进气杆9呈中空状,进气杆9与进气口3螺纹连接。
23.除渣机构包括除渣螺杆6、刮渣盘7和锁紧螺母8,刮渣盘7有两个,锁紧螺母8有两对。除渣螺杆6与内保护气杆本体1上的螺纹孔螺纹连接,两刮渣盘 7分别套设于除渣螺杆6的两侧上,每个刮渣盘7通过一对锁紧螺母8固定于除渣螺杆6上。内保护气杆本体1、除渣螺杆6、刮渣盘7和进气杆9同轴设置。
24.内保护气杆使用时,保护气从进气杆9进入,从出气口4定点对固定焊接点进行保护,同时保护气在在贯通槽5处聚集,保护气在此区域可以更好的保护内焊缝,解决了保护气不足导致焊缝内部异色的问题,同时产生的焊渣通过贯通槽 5掉落至焊接管内壁上,使不会焊渣掉落在内保护气杆本体1上,另外,聚集了保护气可以对掉落进行焊渣降温,避免高温焊渣掉落在焊接管上,冷却后固结在焊接管内壁上,不易去除。
技术特征:
1.一种用于激光焊接的内保护气杆,包括内保护气杆本体,内保护气杆本体的一端设有进气口,其特征在于:内保护气杆本体靠近进气口的一侧内设有气体通道,内保护气杆本体侧壁上设有出气口,出气口和进气口分别与气体通道连通,内保护气杆本体上设有贯通槽,贯通槽沿着内保护气杆本体轴向延伸,气体通道和贯通槽沿着内保护气杆本体轴向依次分布,且气体通道和贯通槽不连通,出气口和贯通槽朝向相同。2.根据权利要求1所述的用于激光焊接的内保护气杆,其特征在于:所述的内保护气杆还包括除渣机构,除渣机构包括除渣螺杆、刮渣板和固定件,内保护气杆本体的另一端设有螺纹孔,除渣螺杆与内保护气杆本体的另一端螺纹连接,刮渣板和固定件均有多个,刮渣板和固定件的个数相同,多个刮渣板沿着除渣螺杆的长度方向等间距地套设于除渣螺杆上,各刮渣板通过对应的固定件以可拆卸的方式固定于除渣螺杆上。3.根据权利要求2所述的用于激光焊接的内保护气杆,其特征在于:所述的固定件为一对锁紧螺母,各刮渣盘通过对应的一对锁紧螺母固定于除渣螺杆上。4.根据权利要求2所述的用于激光焊接的内保护气杆,其特征在于:所述的内保护气杆本体、除渣螺杆和各刮渣盘同轴设置。5.根据权利要求1所述的用于激光焊接的内保护气杆,其特征在于:所述的内保护气杆还包括呈中空状的进气杆,进气口设有内螺纹,进气杆与进气口螺纹连接。6.根据权利要求1所述的用于激光焊接的内保护气杆,其特征在于:所述的贯通槽为腰型槽。
技术总结
本实用新型公开了一种用于激光焊接的内保护气杆,包括内保护气杆本体,内保护气杆本体的一端设有进气口,内保护气杆本体靠近进气口的一侧内设有气体通道,内保护气杆本体侧壁上设有出气口,出气口和进气口分别与气体通道连通,内保护气杆本体上设有贯通槽,贯通槽沿着内保护气杆本体轴向延伸,气体通道和贯通槽沿着内保护气杆本体轴向依次分布,且气体通道和贯通槽不连通,出气口和贯通槽朝向相同。该内保护气杆结构简单,不易被熔断,使用寿命久,提高了生产效率,减小了生产成本,而且内部保护焊缝更充分,提高了焊接质量。提高了焊接质量。提高了焊接质量。
技术研发人员:陈厚忠
受保护的技术使用者:武汉金牛不锈钢管道科技有限公司
技术研发日:2022.10.17
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1