一种底圈自动成型机的制作方法
1.本实用新型属于冲压设备技术领域,更具体地说,特别涉及一种底圈自动成型机。
背景技术:
2.灭火器的整体在生产时,为了保证灭火器瓶体的完整,会将灭火器底部单独固定底座,保证灭火器的放置稳定,但灭火器底座的圈体在生产时,无法起到快速的生产,冲压灭火器底圈需要人工操作进行进料与下料,造成生产效率降低,同时会具有一定的安全隐患的问题。
3.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种底圈自动成型机,以期达到更具有更加实用价值性的目的。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种底圈自动成型机,以解决现有人工操作进行对底圈的上下料,会影响整体的生产效率,同时人工的上下料具有一定的安全隐患问题。
5.本实用新型一种底圈自动成型机的目的与功效,由以下具体技术手段所达成:
6.一种底圈自动成型机,包括底座部件;所述底座部件上端面的左侧安装有下料板,下料板上摆动安装有下料组件,底座部件的承载底板呈矩形板结构,承载底板上设置有两种安装柱,左侧安装柱设置为四组,靠右侧安装柱设置为六组,四组安装柱之间安装有底模具,底模具上端位置安装柱上滑动安装有下料板,下料板与承载底板之间底模具上安装有底簧,下料板的上端位置安装有冲压模具,底座部件的右侧上端位置设置有承载部件,承载部件上安装有进料部件,进料部件左侧部件固定在冲压模具上。
7.进一步的,所述下料组件的摆动板铰接安装在下料板上,摆动板上开设有“u”状槽,摆动板的槽口与底模具对应,摆动板的开口朝向摆动板的右侧。
8.进一步的,所述摆动板的前后位置处均匀设置有凸起条,摆动板的铰接位置设置在左侧位置,摆动板左侧与下料板之间加装有弹板。
9.进一步的,所述摆动板的靠右侧底部位置设置有卡扣,下料板与卡扣的对应位置设置有凹槽,凹槽内滑动安装有卡块,卡块的外端位置加装有内簧。
10.进一步的,所述卡块的外端面设置有凸出头,四组的安装柱上靠近卡块处安装有导向块,导向块贴近卡块处设置有导向板,导向板设置为倾斜的框架结构,卡块的凸出头设置在导向板内。
11.进一步的,所述承载部件的右安装架呈矩形架状结构,右安装架安装在右侧位置六组安装柱的上端位置,右安装架上安装有承载架,承载架底部设置有滑槽。
12.进一步的,所述进料部件的进料框滑动安装在右安装架靠下端位置,进料框上设置有轮齿结构,右安装架左侧转动安装有传动轮,右安装架左侧竖向滑动安装有传动框,传动框与进料框结构相同,进料框与传动框同时与传动轮啮合,传动框顶部固定在冲压模具
上,进料框顶部右侧安装有单向条。
13.与现有技术相比,本实用新型具有如下有益效果:
14.装置整体设置为两个部分,底座部件左侧位置的下料板上摆动安装有下料组件,下料组件上端安装的冲压模具,能够与底模具配合实现冲压,冲压模具升起后下料板会同时升起,下料板上的下料组件会弹起呈倾斜状,实现将物料排出,同时冲压模具升起时会带动进料部件进行左右的滑动,实现将承载部件上物料向左滑动给料的作用,形成圈体的自动上下料成型的作用。
15.将摆动板的前后端位置设置凸起条,让摆动板整体的强度得到稳定增加,使摆动板的使用寿命增长,摆动板与下料板之间加装弹板,让弹板能够起到将摆动板整体弹起的作用,使摆动板稳定形成倾斜状,从而方便物料的下料效果。
16.首先导向块设置为固定在指定的高度位置,此时将卡块的凸出头设置在导向板的内部,让下料板在带动摆动板升至指定的高度后,让卡块的凸出头沿着端有斜面的导向板向外滑动,使卡块上的卡扣脱离,达到摆动板通过弹板弹起,实现摆动板弹起呈倾斜对物料的下料作用。
17.将右安装架固定在溜走安装柱的靠上端位置,让右安装架方便进行调节,更好的与冲压模具工作冲压位置对应,将承载架的底部设置滑槽,让承载架上放置物料板材后,方便通过底部位置的滑槽拉出,实现进料的便捷性。
18.传动框的顶部固定在冲压模具上,冲压模具在运行时,能够通过轮齿带动传动轮转动,转动的传动轮会带动进料框进行左右滑动的运行,首先进料框为贴近右安装架的上物料板的底部滑动,将进料框上安装单向条,让进料框在有左右进行滑动运动时,能够通过单向条带动物料板拉出,让物料板更好的滑向冲压模具下端位置进行加工。
附图说明
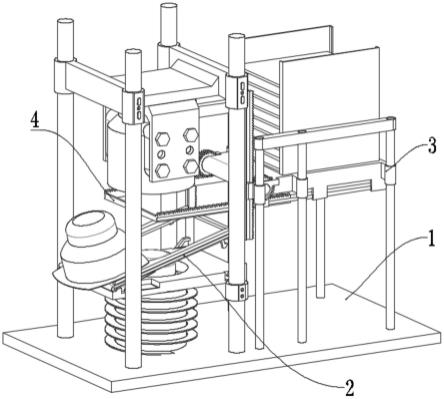
19.图1是本实用新型的冲压模具升起结构示意图。
20.图2是本实用新型的冲压模具下压结构示意图。
21.图3是本实用新型的承载底板剖面结构示意图。
22.图4是本实用新型的承载部件结构示意图。
23.图5是本实用新型的进料部件结构示意图。
24.图6是本实用新型的图3中a处局部放大结构示意图。
25.图中,部件名称与附图编号的对应关系为:
26.1、底座部件;101、承载底板;102、安装柱;103、底簧;104、下料板;105、底模具;2、下料组件;201、摆动板;202、弹板;203、卡扣;204、导向块;205、导向板;206、卡块;207、内簧;3、承载部件;301、右安装架;302、承载架;4、进料部件;401、进料框;402、传动轮;403、传动框;404、单向条;5、冲压模具。
具体实施方式
27.实施例:
28.如附图1至附图6所示:
29.本实用新型提供一种底圈自动成型机,包括底座部件1;底座部件1上端面的左侧
安装有下料板104,下料板104上摆动安装有下料组件2,底座部件1的承载底板101呈矩形板结构,承载底板101上设置有两种安装柱102,左侧安装柱102设置为四组,靠右侧安装柱102设置为六组,将承载底板101上的安装柱102设置四组与六组的结构,让四组安装柱102上能够安装下料板104与冲压模具5,而六组的安装柱102上则能够安装承载部件3,起到安装柱102上安装不同结构部件的效果,四组安装柱102之间安装有底模具105,底模具105上端位置安装柱102上滑动安装有下料板104,下料板104与承载底板101之间底模具105上安装有底簧103,将下料板104与承载底板101之间加装底簧103,让的冲压模具5升起后,使下料板104能够通过底簧103升起,达到对卡在底模具105外壁的物料顶出,实现对形成后的物料进行顶出方便下料的效果,下料板104的上端位置安装有冲压模具5,底座部件1的右侧上端位置设置有承载部件3,承载部件3上安装有进料部件4,进料部件4左侧部件固定在冲压模具5上。
30.其中,下料组件2的摆动板201铰接安装在下料板104上,摆动板201上开设有“u”状槽,摆动板201的槽口与底模具105对应,摆动板201的开口朝向摆动板201的右侧,将摆动板201上设置槽口,让摆动板201在被冲压模具5下压时,让摆动板201的槽口稳定的与底模具105对应,而将摆动板201的槽口开口朝向右侧,使摆动板201在进行摆动升起时,起到对承载的物料更好的下料。
31.其中,摆动板201的前后位置处均匀设置有凸起条,将摆动板201的前后端位置设置凸起条,让摆动板201整体的强度得到稳定增加,使摆动板201的使用寿命增长,摆动板201的铰接位置设置在左侧位置,摆动板201左侧与下料板104之间加装有弹板202,将摆动板201与下料板104之间加装弹板202,让弹板202能够起到将摆动板201整体弹起的作用,使摆动板201稳定形成倾斜状,从而方便物料的下料效果。
32.其中,摆动板201的靠右侧底部位置设置有卡扣203,下料板104与卡扣203的对应位置设置有凹槽,凹槽内滑动安装有卡块206,卡块206的外端位置加装有内簧207,将摆动板201上设置卡扣203,让卡扣203能够与卡扣203对应,使卡扣203稳定的卡入到卡块206处,让摆动板201固定在下料板104上,避免摆动板201始终受到物料的下压,造成摆动板201难以将物料弹起下料。
33.其中,卡块206的外端面设置有凸出头,四组的安装柱102上靠近卡块206处安装有导向块204,导向块204贴近卡块206处设置有导向板205,导向板205设置为倾斜的框架结构,卡块206的凸出头设置在导向板205内,首先导向块204设置为固定在指定的高度位置,此时将卡块206的凸出头设置在导向板205的内部,让下料板104在带动摆动板201升至指定的高度后,让卡块206的凸出头沿着端有斜面的导向板205向外滑动,使卡块206上的卡扣203脱离,达到摆动板201通过弹板202弹起,实现摆动板201弹起呈倾斜对物料的下料作用。
34.其中,承载部件3的右安装架301呈矩形架状结构,右安装架301安装在右侧位置六组安装柱102的上端位置,将右安装架301固定在溜走安装柱102的靠上端位置,让右安装架301方便进行调节,更好的与冲压模具5工作冲压位置对应,右安装架301上安装有承载架302,承载架302底部设置有滑槽,将承载架302的底部设置滑槽,让承载架302上放置物料板材后,方便通过底部位置的滑槽拉出,实现进料的便捷性。
35.其中,进料部件4的进料框401滑动安装在右安装架301靠下端位置,进料框401上设置有轮齿结构,右安装架301左侧转动安装有传动轮402,右安装架301左侧竖向滑动安装
有传动框403,传动框403与进料框401结构相同,进料框401与传动框403同时与传动轮402啮合,传动框403顶部固定在冲压模具5上,将传动框403的顶部固定在冲压模具5上,冲压模具5在运行时,能够通过轮齿带动传动轮402转动,转动的传动轮402会带动进料框401进行左右滑动的运行,进料框401顶部右侧安装有单向条404,首先进料框401为贴近右安装架301的上物料板的底部滑动,将进料框401上安装单向条404,让进料框401在有左右进行滑动运动时,能够通过单向条404带动物料板拉出,让物料板更好的滑向冲压模具5下端位置进行加工。
36.本实施例的具体使用方式与作用:
37.本实用新型中,摆动板201的前后端位置设置凸起条,让摆动板201整体的强度得到稳定增加,使摆动板201的使用寿命增长,将摆动板201与下料板104之间加装弹板202,让弹板202能够起到将摆动板201整体弹起的作用,使摆动板201稳定形成倾斜状,从而方便物料的下料效果,将摆动板201上设置卡扣203,让卡扣203能够与卡扣203对应,使卡扣203稳定的卡入到卡块206处,让摆动板201固定在下料板104上,避免摆动板201始终受到物料的下压,造成摆动板201难以将物料弹起下料,首先导向块204设置为固定在指定的高度位置,此时将卡块206的凸出头设置在导向板205的内部,让下料板104在带动摆动板201升至指定的高度后,让卡块206的凸出头沿着端有斜面的导向板205向外滑动,使卡块206上的卡扣203脱离,达到摆动板201通过弹板202弹起,实现摆动板201弹起呈倾斜对物料的下料作用,将传动框403的顶部固定在冲压模具5上,冲压模具5在运行时,能够通过轮齿带动传动轮402转动,转动的传动轮402会带动进料框401进行左右滑动的运行,首先进料框401为贴近右安装架301的上物料板的底部滑动,将进料框401上安装单向条404,让进料框401在有左右进行滑动运动时,能够通过单向条404带动物料板拉出,让物料板更好的滑向冲压模具5下端位置进行加工。
38.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1