一种加工U型结构件对穿孔的冲压工装的制作方法
本技术属于冲压冲孔,具体为一种加工u型结构件对穿孔的冲压工装。
背景技术:
1、冲压工艺是轿车生产领域的四大工艺之一,而在冲压件中,u型结构冲压产品是其中比较多的产品类型,在长期生产实践中,我们对这类产品的冲压工艺和模具结构也积累了比较多的经验,但对于其中一类窄u型通孔产品,需要保证两侧孔位的高精度同轴,始终没有一种理想的工装结构能实现功能,同时保证产品尺寸精度和稳定性。
2、现有零件的u形冲压产品冲孔时为了保证两孔的同轴度,通常采用的常规冲压工装,结构为凹模固定式两侧斜楔冲孔工装结构。而当u形产品斜楔冲孔的孔径尺寸大于零件冲孔部位的内幅尺寸时,若采用通用结构两侧同时冲孔,冲孔的凹模太窄,冲出的废料完全无法排出,结构上难以实现,并且由于形状定位的偏差冲孔同轴度也难以保证。同时,采用的通用结构两侧同时冲孔时,上述结构的模具在生产中冲孔凹模镶块经常出现崩刃现象,使产品产生倒向凹模内侧的毛刺,而该毛刺又使制件卡在凹模上难以被取出。凹模镶块工作中受到不断震动后难以可靠固定在下模座中。另外,由于制造精度的原因及生产中经常需维修两侧凸模,导致斜楔机构凸模无法保证同时接触制件和凹模,而这种不同步更是加剧了凹模镶块在生产中受到的震动,使凸、凹模产生崩刃现象,从而产生毛刺。因此,对于这种类型产品,通常采用的双侧斜楔冲孔模具结构不但无法实现操作的方便,还容易使产品产生毛刺,同时导致模具需要频繁拆卸维修,无法保证正常生产。另外,冲孔的凹模(或固定座)理论厚度不够,冲孔凹模实体单侧壁厚过于单薄,在生产过程中若斜楔稍不同步,凹模(或固定座)强度将受严重损坏,容易在操作过程中将模具破坏,造成工装损坏和生产停产。
技术实现思路
1、本实用新型针对现有技术存在的问题,提供一种加工u型结构件对穿孔的冲压工装,使用一次冲两个孔,第一次冲孔后被冲出的废料当做冲第二次孔的凸模,以废料做凸模的冲压领域新理念,完成一次行程冲两个同心圆孔的工艺装置。即有效避免u型通孔冲压件在生产中出现的制件毛刺、取件困难的问题,又有效保障了产品同轴度。
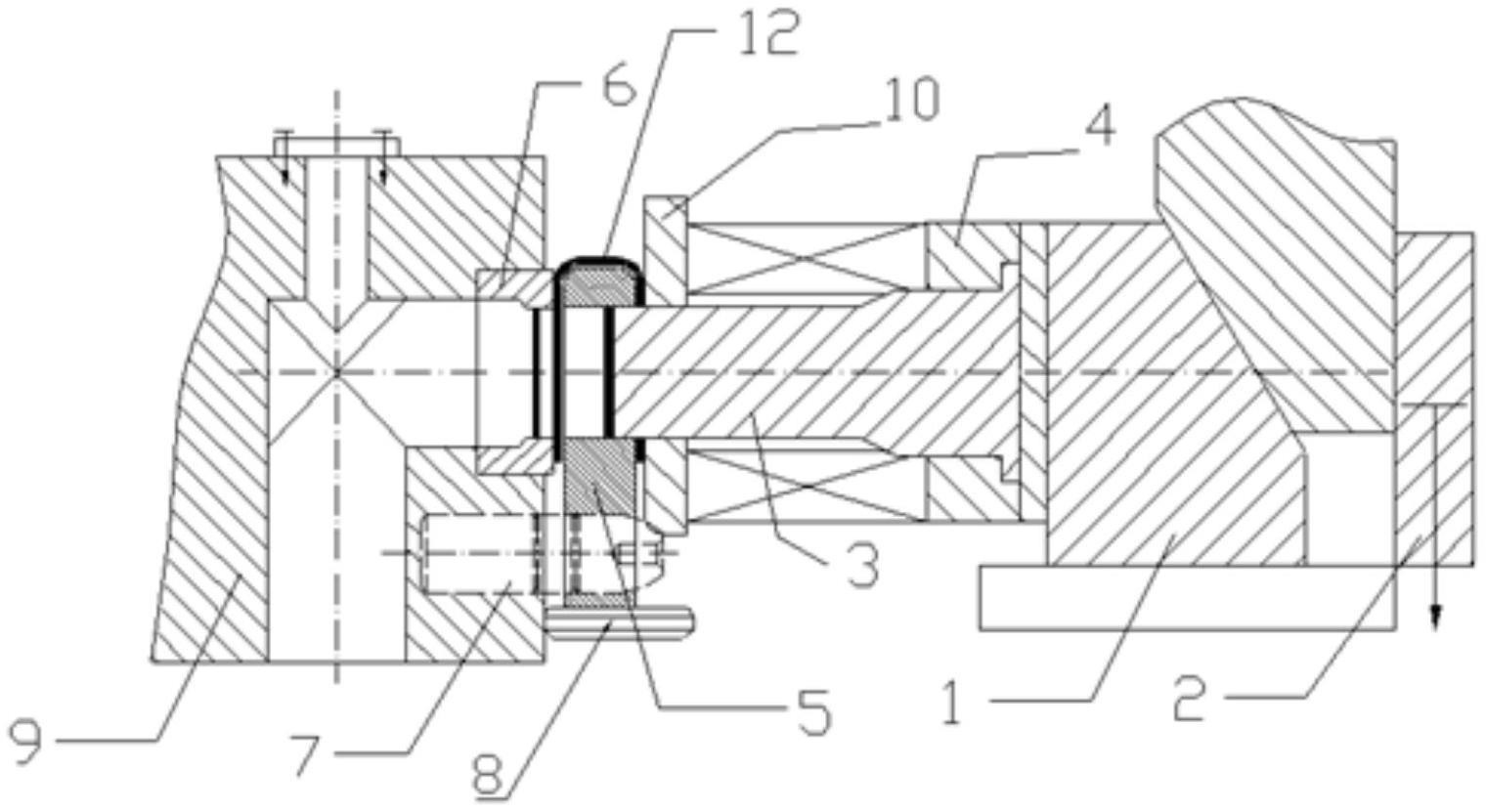
2、一种实现u型结构件对穿孔功能的冲压工装,包括:依次连接的凹模部件,凸模部件和冲压部件,所述凹模部件包括:冲孔凹模、随动凹模和凹模固定座,所述冲孔凹模装在凹模固定座上,所述随动凹模通过导柱和导板装在凹模固定座上;所述凸模部件包括:冲孔凸模、凸模压料板和凸模固定板,所述凸模压料板和凸模固定板套装在冲孔凸模两端;所述冲孔凹模和随动凹模上设有与冲孔凸模配合的通孔;所述冲压部件采用斜楔传动结构,在外力作用下,推动冲孔凸模左移,对装在随动凹模上的u型结构件冲压加工。
3、进一步的,凹模固定座对应冲孔凹模的位置设有通道,用于排出冲孔废料。
4、进一步的,随动凹模与所述导柱和导板滑动配合。
5、进一步的,导柱设有一个以上
6、进一步的,凸模固定板将冲孔凸模限位固定,所述凸模固定板一端与凸模压料板弹性连接,另一端与冲压部件固定。
7、进一步的,冲压部件包括:底座、斜楔传动器下部、后挡块和斜楔传动器上部,所述后挡块固定在底座上,所述斜楔传动器下部和斜楔传动器上部为楔形装置,其楔面相对设置,所述斜楔传动器上部能够在外力作用下沿后挡块竖直方向运动,并推动斜楔传动器下部沿底座水平方向运动。
8、一种加工u型结构件对穿孔的冲压工装,还包括起件器。
9、与现有技术相比,本实用新型具备以下有益效果:
10、本实用新型所述工装机构采用冲压行业常用模具标准件加工组装而成,用于冲压u型结构件侧壁上需通孔产品,该工装机构与常规使用的固定式冲孔工装相比,采用单侧斜楔、凹模随动同时用废料做凸模的方式实现一次性冲孔,同时保证冲孔同轴度。本机构采用随动凹模结构,一个行程完成两个孔的加工,一次冲孔冲下的废料作为二次冲孔中的凸模,解决了常规冲压工艺凹模强度弱、废料排放困难的难题,降低了对模具制造精度的要求,同时产品精度保证良好。
11、改变了冲压行业中长期以来为保证产品尺寸和模具强度工装中凹模一直采取固定式的结构,而是首次采用凹模随着凸模一起运动的随动结构,能保证一次行程对穿两孔的同轴精度;
12、开创性的使用废料做为冲孔凸模,将一次冲孔后的凸模上的冲孔废料作为二次冲孔凸模,完成窄u型冲压件一次冲两孔,保证产品尺寸一致性。
13、具有通用型,随动凹模u型尺寸及孔径大小,可以根据零件形状进行更换,可调整度性高。
技术特征:
1.一种加工u型结构件对穿孔的冲压工装,其特征在于,包括:依次连接的凹模部件,凸模部件和冲压部件,所述凹模部件包括:冲孔凹模、随动凹模和凹模固定座,所述冲孔凹模装在凹模固定座上,所述随动凹模通过导柱和导板装在凹模固定座上;所述凸模部件包括:冲孔凸模、凸模压料板和凸模固定板,所述凸模压料板和凸模固定板套装在冲孔凸模两端;所述冲孔凹模和随动凹模上设有与冲孔凸模配合的通孔;所述冲压部件采用斜楔传动结构,在外力作用下,推动冲孔凸模左移,对装在随动凹模上的u型结构件冲压加工。
2.如权利要求1所述的一种加工u型结构件对穿孔的冲压工装,其特征在于,所述凹模固定座对应冲孔凹模的位置设有通道,用于排出冲孔废料。
3.如权利要求1或2所述的一种加工u型结构件对穿孔的冲压工装,其特征在于,所述随动凹模与所述导柱和导板滑动配合。
4.如权利要求3所述的一种加工u型结构件对穿孔的冲压工装,其特征在于,所述导柱设有一个以上。
5.如权利要求1所述的一种加工u型结构件对穿孔的冲压工装,其特征在于,所述凸模固定板将冲孔凸模限位固定,所述凸模固定板一端与凸模压料板弹性连接,另一端与冲压部件固定。
6.如权利要求1所述的一种加工u型结构件对穿孔的冲压工装,其特征在于,所述冲压部件包括:底座、斜楔传动器下部、后挡块和斜楔传动器上部,所述后挡块固定在底座上,所述斜楔传动器下部和斜楔传动器上部为楔形装置,其楔面相对设置,所述斜楔传动器上部能够在外力作用下沿后挡块竖直方向运动,并推动斜楔传动器下部沿底座水平方向运动。
7.如权利要求1,2,4,5或6所述的一种加工u型结构件对穿孔的冲压工装,其特征在于,还包括起件。
技术总结
本技术提供了一种加工U型结构件对穿孔的冲压工装,属于冲压冲孔技术领域,包括依次连接的凹模部件,凸模部件和冲压部件,所述凹模部件包括:冲孔凹模、随动凹模和凹模固定座,所述冲孔凹模装在凹模固定座上,所述随动凹模通过导柱和导板装在凹模固定座上;所述凸模部件包括:冲孔凸模、凸模压料板和凸模固定板,所述凸模压料板和凸模固定板套装在冲孔凸模两端;所述冲孔凹模和随动凹模上设有与冲孔凸模配合的通孔;所述冲压部件采用斜楔传动结构,在外力作用下,推动冲孔凸模左移,对装在随动凹模上的U型结构件冲压加工。该结构对斜楔的同步性要求不高,同时产品精度及一致性保证良好,为类似零件的冲孔提供了新的思路。
技术研发人员:韩加夏,王达鹏,张鑫,陈雪元,张忠海,杨庆波,王腾飞
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:20221019
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!