一种航空用金属导管焊接定位装置的制作方法
本技术属于航空零件装配,具体涉及一种航空用金属导管焊接定位装置。
背景技术:
1、在航空领域中,各种功能、样式的金属导管是飞行器里不可或缺的一部分。由于飞机内部结构复杂,内部空间非常狭小,在分配空间时通常是优先分配好机载系统后,再分配其他附件,导管被放置在最后安排,这就导致导管形状复杂,且大多数为空间三维形状。
2、飞机漏水导管是将管体与法兰盘进行焊接制造而成。由于管体弯曲偏移量较大,法兰盘与管体的焊接角度难以掌控。传统制造此导管是由操作人员手工扶持管体,与法兰盘对接后进行焊接。这使得管体与法兰盘安装产生一定角度偏差,加之在焊接过程中管体与法兰盘发生热变形,导致同一批焊接成型后的导管在形状、长度、弯曲角度上均不相同,不满足实际装配需求。前期在制造此漏水导管时,操作人员制造合格率仅有20%左右,由于此类导管的制造需求量大,使用此方式制造合格率极低,不能保证生产高质高效。
3、因此,亟需设计用于减少此类导管定位偏差、焊接热变形的焊接定位装置,使得导管在弯曲度、直线长度以及管体与法兰盘焊接角度都符合实际装配需求。
技术实现思路
1、本实用新型的目的在于解决现有焊接过程中,焊接角度难以保证,易发生偏差,不满足实际装配需求、制造合格率低的不足之处,而提供一种航空用金属导管焊接定位装置。
2、为实现上述目的,本实用新型所提供的技术解决方案是:
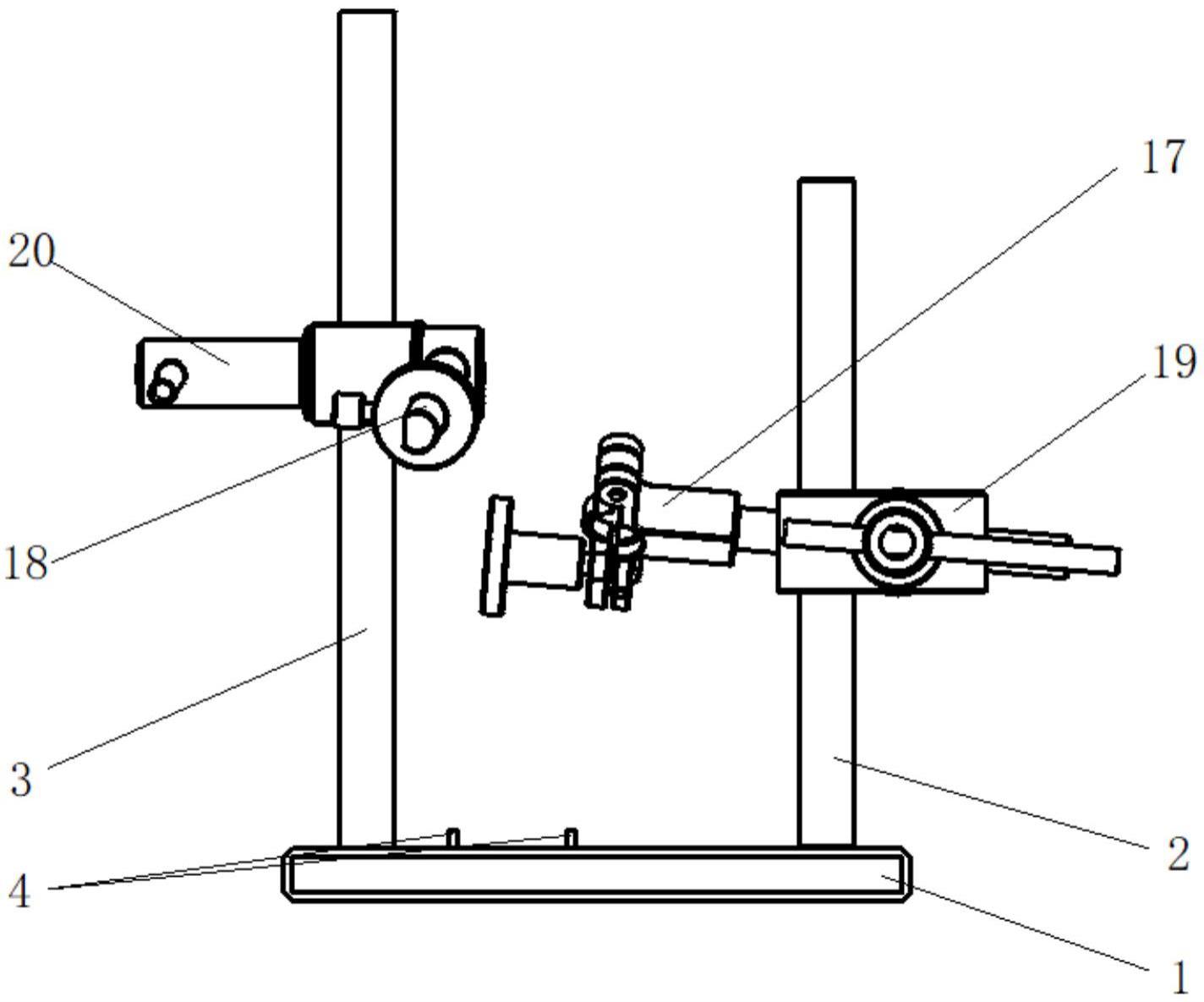
3、一种航空用金属导管焊接定位装置,其特殊之处在于,包括底座、定位销、第一支杆、第二支杆、第一夹持组件、第二夹持组件、管体夹紧组件以及管体定位组件;
4、所述定位销、第一支杆和第二支杆均竖直设置在底座上(可通过螺纹连接的方式设置在底座上);定位销位于第一支杆和第二支杆之间,用于卡装待焊接法兰盘;
5、所述管体夹紧组件通过第一夹持组件安装在第一支杆上,夹紧待焊接金属导的一端;其中,第一夹持组件在第一支杆上的安装位置可调;
6、所述管体定位组件通过第二夹持组件安装在第二支杆上,在空间上对待焊接金属导管的另一端进行限位;其中,第二夹持组件在第二支杆上的安装位置可调;
7、管体夹紧组件与管体定位组件相互配合,确保待焊金属管体在焊接过程中不发生偏移。
8、进一步地,所述第一夹持组件安装在第一支杆上,包括第一夹持块、第一销轴、第一轴套以及第一旋转把手;
9、第一夹持块上开设有矩形开口槽,两个槽壁上相对的位置设置有同轴的水平通孔;两个槽壁内壁面相对的位置均设置有半圆形拱槽,构成用于夹持第一支杆的竖直通孔;第一销轴的一端由外侧向内侧设置有第一安装孔以及外径大于水平通孔孔径的第一挡环,另一端通过水平通孔穿过第一夹持块与第一轴套的一端螺纹连接,两者相互配合,调节第一夹持块的松紧程度;第一轴套的另一端上安装所述第一旋转把手,第一旋转把手用于施力,带动第一轴套相对于第一销轴旋转,调节松紧;
10、通过调节第一夹持块在第一支杆上的高度可以调整管体夹紧组件的夹持高度,通过在第一支杆上绕其周向旋转第一夹持块(进而带动第一销轴旋转),可以配合待焊接金属管体调整管体夹紧组件的夹持角度。
11、进一步地,所述管体夹紧组件包括夹紧块、连杆以及调紧块;
12、所述连杆的一端通过第一安装孔安装在第一销轴上,另一端与夹紧块连接;
13、所述夹紧块用于夹紧待焊接金属导管,其通过调紧块调节其松紧程度,即调紧块可根据不同管径的导管对夹紧块的松紧进行调整,适用范围比较广。
14、进一步地,所述夹紧块包括固件和动件;
15、固件呈t型,包括相互垂直的杆身和头部,杆身端部沿轴向设置有与连杆相连的螺纹孔,头部的一端为u型开口,另一端则与动件的一端铰接,动件的另一端为u型开口;
16、固件和动件中部相对的壁面均设置有半圆形拱槽,构成与待焊接金属导管相适配的夹持孔;
17、铆钉穿过两个u型开口与所述调紧块配合,共同调节夹紧块的松紧程度,当两个半圆形拱槽夹紧待焊接金属导管后,通过旋紧调紧块即可夹紧不同管径的导管。
18、进一步地,所述第二夹持组件安装在第二支杆上,包括第二夹持块、第二销轴、第二轴套以及第二旋转把手;
19、第二夹持块上开设有矩形开口槽,两个槽壁上相对的位置设置有同轴的水平通孔;两个槽壁内壁面相对的位置均设置有半圆形拱槽,构成用于夹持第二支杆的竖直通孔;第二销轴的一端由外侧向内侧设置有第二安装孔以及外径大于水平通孔孔径的第二挡环,另一端通过水平通孔穿过第二夹持块与第一轴套的一端螺纹连接,两者相互配合,调节第二夹持块的松紧程度;第二轴套的另一端上安装所述第二旋转把手,第二旋转把手用于施力,带动第二轴套相对于第二销轴旋转,调节松紧;
20、通过调节第二夹持块在第二支杆上的高度可以调整管体定位组件的夹持高度,通过在第二支杆上绕其周向旋转第二夹持块(进而带动第二销轴旋转),可以配合待焊接金属管体弯曲角度调整管体定位组件的定位角度,使管体定位组件与待焊接金属管体更加贴合。
21、进一步地,所述管体定位组件包括定位杆、调距块以及限位螺钉;
22、所述定位杆通过第二安装孔安装在第二销轴;
23、所述调距块设置在定位杆上,且能够沿定位杆滑动,其上设置有限位螺纹孔;所述限位螺钉旋入限位螺纹孔内,固定调距块在定位杆上的位置,同时,限位螺钉与调距块配合对待焊接金属导管的另一端进行限位,从上下左右等空间位置对待焊接金属导管的另一端进行限位,满足不同给弯曲角度的金属导管,避免焊接过程中金属导管发生偏移。
24、进一步地,所述定位杆由依次连接的圆杆段和半圆杆段组成,比如,圆杆段占四分之一,半圆杆段占四分之三;
25、所述圆杆段过盈装配在所述第二安装孔中;
26、所述调距块的外周为圆形,内部为与半圆杆段截面配合的半圆形孔;
27、所述限位螺纹孔设置在半圆形孔孔壁的直线段;
28、将调距块套装在定位杆上,旋紧调距块上的限位螺钉即可对不同弯曲角度的导管进行限位。
29、进一步地,所述固件的头部一端通过铆钉与动件的一端铰接,即,夹紧块通过铆钉铆接呈可开合状的两部分;
30、进一步地,为了避免待焊接金属管体损伤,固件头部与动件上的半圆形拱槽内均设置有橡胶垫。
31、进一步地,所述定位销有两个。
32、本实用新型的优点是:
33、1.本实用新型一种航空用金属导管焊接定位装置具有一次定位,即可完成同一批导管的焊接制造的优点,能够满足装配要求;取消了传统通过操作人员手工扶持后进行焊接的方式,提高制造合格率至99.8%以上,并提高生产效率10倍以上。同时,该装置具有结构简单、通用性强、方便制造、操作简单的特点,即使是初级操作人员也可独立完成飞机漏水导管制造工作,在航空装备维修过程中,具有很高的使用价值。
34、2.本实用新型一种航空用金属导管焊接定位装置能有效可靠解决飞机漏水导管在焊接定位制造时产生的问题,可根据金属导管的弯曲程度进行调节,适用范围较广。
- 还没有人留言评论。精彩留言会获得点赞!