扣式电池品牌标刻机的制作方法
1.本技术涉及电池生产加工设备领域,尤其是涉及一种扣式电池品牌标刻机。
背景技术:
2.扣式电池,又称纽扣电池,是指外形尺寸与纽扣相似的、直径较大、厚度较薄的电池。现有的扣式一次性锂电池在生产加工过程中,一般采用冲压模或激光标刻的方式在电池正极盖上冲上品牌、型号、生产日期等信息,以便于后续工序对扣式电池进行区分、选择或向第三方进行出售处理。
3.相关技术中,扣式电池的激光标刻一般采用激光标刻机/激光标刻装置进行。在对扣式电池进行激光标刻时,操作人员首先将多个扣式电池放置在机架/操作台上的料盘中(料盘为多孔盘,料盘上的每个孔眼对应容纳/放置一个扣式电池),而后采用人眼或机械定位判定加工区域并采用定位块/定位夹爪对料盘进行定位固定,使料盘固定放置于加工区域内,再采用激光打标机构对扣式电池进行激光标刻,在扣式电池激光标刻后控制定位块/定位夹爪松开料盘,将料盘及完成标刻的电池从机架/操作台上取下,即完成扣式电池的激光标刻。
4.针对上述中的相关技术,在扣式电池的实际生产加工过程中,扣式电池的上下料动作、加工区域的判定等工序大多需要人工完成,整个加工过程人力耗费较大,操作相对繁琐,且电池标刻效率较低,电池标刻质量受操作人员操作熟练程度影响较大。
技术实现要素:
5.为了提高扣式电池的标刻效率,本技术提供一种扣式电池品牌标刻机。
6.本技术提供的一种扣式电池品牌标刻机采用如下的技术方案:
7.一种扣式电池品牌标刻机,包括操作台,所述操作台上设有定位盘、推料机构以及沿推料机构上料方向依次布设的用于存放多个料盘并对多个料盘逐个进行下料的自动料仓机构、用于对工件进行激光打标的激光打标机构和用于收取并传送打标后的工件的收料机构;所述定位盘上沿其延伸方向、对应料盘于自动料仓机构和激光打标机构处分别设有多孔的下料区域和打标区域;所述推料机构包括驱动杆、用于在下料区域和打标区域处抓取固定料盘的多组固定夹爪和用于驱动驱动杆沿驱动杆轴线直线运动的驱动组件,所述驱动杆轴线方向与定位盘延伸方向相一致,所述固定夹爪固定设于驱动杆上;所述收料机构位于驱动杆的传输末端。
8.通过采用上述技术方案,在对扣式电池进行激光标刻时,操作人员能够将盛放有扣式电池(以下简称为“工件”)的多个料盘一次性上料并存放至自动料仓机构处,自动料仓机构能够将多个料盘逐个下料至定位盘上的下料区域处;固定夹爪能够于打标区域处对下料至定位盘上的料盘进行抓取固定,驱动杆能够相应地在驱动组件的驱动作用下、在固定夹爪抓取固定料盘后带动料盘运动至打标区域处进行工件打标工作;工件打标结束后,控制固定夹爪松开料盘,料盘能够由驱动杆的传输末端传运至收料机构处进行收料。整体通
过定位盘、推料机构、自动料仓机构、激光打标机构和收料机构配合,预先设定了料盘的下料区域和激光打标区域,能够实现成摞叠放的、多个盛放有工件的料盘的上下料动作,并能够实现料盘在下料区域、激光打标区域和收料机构之间的传输转运,整个加工过程中人力耗费较少,有效提高了工件的标刻效率,降低了生产成本。
9.可选的,所述自动料仓机构包括用于供多个料盘上下堆叠并逐个下料的存料架,所述存料架上固定安装有用于带动多个料盘中的最下方料盘升降的的第一顶升组件和用于顶升最下方料盘上方的料盘的第二顶升组件;所述固定夹爪包括第一夹爪用于抓取固定堆摞于存料架上的最下方料盘并将该料盘移动至打标区域的第一夹爪,所述存料架架设于定位盘和驱动杆上方。
10.通过采用上述技术方案,多个料盘能够成摞叠放于存料架上,采用第二顶升组件顶升位于最下方料盘上方的料盘后,操作人员能够采用第一顶升组件带动最下方料盘下降至第一夹爪处,并采用第一夹爪抓取固定最下方料盘,利用驱动杆和驱动组件配合第一夹爪带动最下方料盘移动至定位盘上的打标区域处进行工件的激光打标;从而,存料架、第一顶升组件、第二顶升组件和推料机构相配合,有效实现了料盘从下料步骤到传送步骤的高效、稳定的切换,有利于提高工件的标刻效率。
11.可选的,所述第一顶升组件包括顶升板和用于驱使顶升板直线升降的第一直线驱动部件,所述顶升板位于定位盘下料区域上方,所述第一直线驱动部件固定安装于操作台上并位于定位盘下料区域下方,所述第一直线驱动部件的输出方向与定位盘和驱动杆均相垂直,所述顶升板固定连接于第一直线驱动部件的输出轴上。
12.通过采用上述技术方案,采用第一直线驱动部件直线升降,能够较为方便地带动顶升板远离/靠近定位盘,使顶升板上升并承接料盘/使顶升板带动料盘靠近第一夹爪,从而较为方便且稳定的实现料盘在自动料仓机构与推料机构之间的转移。
13.可选的,所述操作台上于定位盘下方、正对顶升板固定安装有固定座,所述第二顶升组件安装于固定座上方,所述第一直线驱动部件安装于固定座下方,所述第二顶升组件的输出端活动贯穿定位盘和顶升板。
14.通过采用上述技术方案,固定座为第二顶升组件和第一直线驱动部件的安装提供了稳定的安装基础,从而使得第二顶升组件和第一直线驱动部件均安装于定位盘和顶升板下方,在实现双重驱动的同时,有效节省了第二顶升组件和第一直线驱动部件在操作台上固定安装所需占用的空间。
15.可选的,所述存料架上还安装有多块夹持板和用于驱使多块夹持板自料盘周侧直线靠近料盘的多组第二直线驱动部件,所述夹持板固定安装于第二直线驱动部件的输出轴上,所述第二直线驱动部件的输出方向与存料架的下料方向相垂直。
16.通过采用上述技术方案,采用第二直线驱动部件驱使多块夹持板在存料架上、自料盘周侧沿垂直于料盘下料方向的方向直线靠近料盘,能够在存料架上最下方料盘下料转移的过程中对最下方料盘上方的料盘进行水平夹持固定,保障自动料仓机构的有序下料。
17.可选的,所述激光打标机构包括固定安装于操作台上的激光打标机、定位夹板和用于将料盘中的工件顶升至定位夹板下方的第三顶升组件,所述定位夹板位于激光打标机的激光发射端与定位盘之间,所述定位夹板上对应料盘上的孔眼、一一对应地贯穿开设有多个第二让位孔,所述第二让位孔大小小于料盘上的孔眼,所述第三顶升组件的输出端活
动贯穿定位盘和料盘上的孔眼。
18.通过采用上述技术方案,当驱动杆和固定夹爪将料盘推动至定位盘上的打标区域处时,利用第三顶升组件和定位夹板配合,能够向上顶升工件并使工件紧贴定位夹板,将工件固定于激光打标机下方,便于激光穿过第二让位孔对工件进行稳定激光打标。
19.可选的,所述第三顶升组件包括多根顶升杆和用于驱使顶升杆沿竖向方向升降的第三直线驱动部件,多根所述顶升杆均固定安装于第三直线驱动部件的输出端上,多根所述顶升杆一一对应地活动贯穿定位盘和料盘上的多个孔眼。
20.通过采用上述技术方案,采用第三直线驱动部件驱使多根顶升杆于竖向方向直线上升/下降,能够较为方便的带动工件直线上升/下降,从而较为方便的将工件从料盘中顶出并实现工件在顶升杆顶端与定位夹板之间的夹紧/将打标结束的工件带回料盘,较为方便地实现工件的接续、连贯激光打标工作。
21.可选的,所述顶升杆远离第三直线驱动部件的一端开设有开口朝上的负压槽,所述负压槽处连接有用于抽吸负压槽内空气的负压结构。
22.通过采用上述技术方案,在顶升杆带动工件直线上升/下降的过程中,采用负压结构将抽吸负压槽内空气,能够在工件下方营造负压环境,使得工件能够被稳定吸附固定于顶升杆上,使得工件不易偏离第二让位孔和料盘上的孔眼,保障工件打标及下料的准确性,提高工件标刻质量。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过定位盘、推料机构、自动料仓机构、激光打标机构和收料机构配合,本技术中的扣式电池品牌标刻机预先设定了料盘的下料区域和激光打标区域,能够实现成摞叠放的、多个盛放有工件的料盘的自动上下料动作以及料盘在下料区域、激光打标区域和收料机构之间的自动传输转运,整个加工过程中人力耗费较少,有效提高了工件的标刻效率,降低了生产成本;
25.2.通过存料架、第一顶升组件、第二顶升组件和推料机构以及存料盘配合,能够较为高效地实现料盘从下料区域到激光打标区域的稳定切换,缩短工件的传运时间,提高工件的标刻效率;
26.3.通过激光打标机、定位夹板、第三顶升组件和推料机构以及存料盘配合,能够较为稳定地实现对多个料盘中的多组工件的接续打标。
附图说明
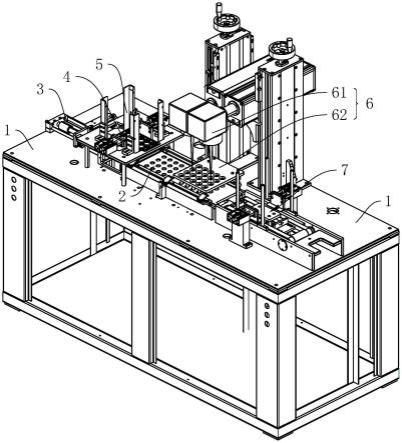
27.图1是本技术实施例的整体结构示意图;
28.图2是本技术实施例的局部结构示意图;
29.图3是为展示料盘、顶升板和定位盘之间配合关系所作的局部结构爆炸示意图;
30.图4是为展示推料机构、自动料仓机构和激光打标机构之间连接关系所作的局部结构示意图;
31.图5是为展示推料机构、自动料仓机构和激光打标机构之间连接关系所作的局部剖视结构示意图;
32.图6是图5中a部分的放大示意图;
33.图7是图5中b部分的放大示意图。
34.附图标记:1、操作台;11、固定座;2、定位盘;21、定位孔;3、推料机构;31、驱动杆;32、固定夹爪;321、第一夹爪;322、第二夹爪;33、驱动组件;4、料盘;41、孔眼;5、自动料仓机构;51、存料架;511、夹持板;512、第二直线驱动部件;52、第一顶升组件;521、顶升板;5211、第一让位孔;522、第一直线驱动部件;53、第二顶升组件;6、激光打标机构;61、激光打标机;62、定位夹板;621、第二让位孔;63、第三顶升组件;631、顶升杆;6311、负压槽;632、第三直线驱动部件;7、收料机构。
具体实施方式
35.以下结合附图1-7对本技术作进一步详细说明。
36.本技术实施例公开一种扣式电池品牌标刻机。
37.参照图1和图2,扣式电池品牌标刻机包括操作台1,操作台1上设有定位盘2、推料机构3以及沿推料机构3上料方向依次布设的用于存放多个料盘4并对多个料盘4逐个进行下料的自动料仓机构5、用于对工件进行激光打标的激光打标机构激光打标机构6、用于收取并传送打标后的工件的收料机构7以及用于对推料机构3、自动料仓机构5、激光打标机构激光打标机构6和收料机构7进行集成控制的plc数控模块。
38.具体的,参照图3,本技术中的料盘4为开设有mxn个孔眼41(m行n列)的矩形盘,料盘4上的孔眼41为规格与工件相适配的圆形的沉头孔,孔眼41的深度即为工件的厚度;当工件具有凸起的一面朝下、较为平整光滑的一面朝上放置于孔眼41内时,工件上表面与料盘4表面相平齐。
39.参照图1和图2,操作台1为数控工作台,操作台1顶部台面呈水平布设,且操作台1顶部台面为矩形台面,推料机构3沿操作台1长度方向对料盘4进行上料。
40.参照图3,定位盘2在本技术实施例中为矩形盘,定位盘2固定安装于操作台1上方,且定位盘2与操作台1顶部台面相平行,定位盘2的长度方向与操作台1的长度方向相一致,定位盘2上沿其长度延伸方向、对应料盘4上的孔眼41于自动料仓机构5和激光打标机构激光打标机构6处分别设有下料区域和打标区域,下料区域和打标区域处分别开设有一组适于与料盘4上的孔眼41一一对应的mxn个定位孔21;且定位孔21也为圆形的沉头孔,定位孔21的大小大于料盘4上孔眼41的大小;当料盘4移动至定位盘2上的下料区域上方/下方或打标区域上方/下方时,料盘4上的孔眼41的投影位于定位孔21内。
41.参照2和图4,推料机构3包括直线型的驱动杆31、用于在下料区域和打标区域处抓取固定料盘4的多组固定夹爪32和用于驱动驱动杆31沿驱动杆31轴线直线运动的驱动组件33。
42.驱动杆31设置有两根,两根驱动杆31分别位于定位盘2沿长度方向的两侧并呈相对布设,且驱动杆31沿其长度方向滑动连接于定位盘2的长边处,驱动杆31的长度方向与定位盘2的长度方向相一致,驱动组件33和收料机构7分别位于驱动杆31的两端(即分别位于驱动杆31的传输前端和传输末端);固定夹爪32在本技术实施例中可以为气动夹爪,也可以为电动夹爪,固定夹爪32固定安装于驱动杆31上,固定夹爪32随驱动杆31的运动而进行运动;驱动组件33在本技术实施例中为由气缸驱动的直线模组,驱动组件33固定安装于操作台1上,驱动杆31固定连接于驱动气缸的输出端。
43.采用固定夹爪32夹紧料盘4,并控制驱动组件33驱使驱动杆31运动,能够带动料盘
4沿定位盘2长度方向于定位盘2的长边处进行往复移动,从而实现料盘4在下料区域和打标区域的传运和往复切换。
44.参照图4和图5,自动料仓机构5邻近驱动杆31靠近驱动组件33的一端布设,自动料仓机构5具体包括用于供多个料盘4上下堆叠并逐个下料的存料架51,存料架51上固定安装有用于带动多个料盘4中的最下方料盘4升降的的第一顶升组件52和用于顶升最下方料盘4上方的料盘4的第二顶升组件53。
45.参照图5和图6,存料架51架设于定位盘2上方并位于下料区域正上方,第一顶升组件52和第二顶升组件53安装于定位盘2下方并位于下料区域正下方;固定夹爪32包括沿推料机构3上料方向依次布设的第一夹爪321和第二夹爪322,第一夹爪321和第二夹爪322规格一致,且第一夹爪321用于抓取固定堆摞于存料架51上的最下方料盘4并将该料盘4移动至打标区域,第二夹爪322用于抓取打标区域处的料盘4并将料盘4移动至收料机构7处;当驱动杆31处于初始状态时,第一夹爪321位于存料架51与定位盘2的下料区域之间,第一夹爪321、驱动杆31、第一顶升组件52和第二顶升组件53用于配合对料盘4进行逐个下料并将料盘4从下料区域转运至打标区域。
46.具体的,操作台1上于定位盘2的下料区域正下方贯穿开设有用于供第一顶升组件52和第二顶升组件53固定安装的矩形通孔,操作台1下方于矩形通孔处、正对存料架51的下料口固定安装有固定座11;固定座11呈矩形板状,固定座11与定位盘2相平行,第一顶升组件52固定安装于固定座11上方,第二顶升组件53固定安装于固定座11下方,以节省第一顶升组件52和第二顶升组件53在操作台1上固定安装所需占用的空间。
47.参照图6,第一顶升组件52包括顶升板521和用于驱使顶升板521直线升降的第一直线驱动部件522,顶升板521为大小同时小于矩形通孔大小、料盘4大小和存料架51下料口大小的矩形板,顶升板521上对应料盘上的孔眼对应一一对应地开设有多个第一让位孔5211,顶升板521与定位盘2相平行,且顶升板521位于定位盘2下料区域上方;第一直线驱动部件522可以为电动推杆,也可以为驱动气缸、液压缸或其他直线驱动件,第一直线驱动部件522壳体固定安装于固定座11上,且第一直线驱动部件522的输出方向与定位盘2和驱动杆31均相垂直,第一直线驱动部件522的驱动轴沿竖向方向朝上布设,顶升板521固定连接于第一直线驱动部件522的输出轴端部。
48.采用第一直线驱动部件522驱使顶升板521向上运动,能够带动顶升板521通过存料架51的下料口,使顶升板521向上承接料盘4。
49.参照图5和图7,第二顶升组件53在本技术实施例为直线驱动部件,第二顶升组件53可以为电动推杆,也可以为驱动驱动气缸、液压缸或其他直线驱动部件,第二顶升组件53壳体固定安装于固定座11上,且第二顶升组件53的输出轴沿竖向方向朝下输出;且第二顶升组件53的输出轴设置有至少两根,在本技术实施例中优选为四根,第二顶升组件53的四根输出轴分别同时位于顶升板521的四角外侧和存料架51下料口的四角内侧,第二顶升组件53的四根输出轴活动贯穿定位孔21、第一让位孔5211和料盘4上的孔眼41,第二顶升组件53能够驱使其四根输出轴向上运动,对料盘4中的工件进行稳定顶升。
50.在对工件进行下料时,操作人员能够将多个料盘4成摞叠放于存料架51上,多个料盘4沿竖向方向进行下料。在此过程中,plc数控模块控制第一直线驱动部件522驱使顶升板521向上运动、承接多个料盘4中的最下方料盘4,并同时控制第二顶升组件53的输出轴向上
运动,驱使第二顶升组件53的输出轴将料盘4中的工件沿竖向方向向上顶升一定距离(所述一定距离=单个工件的厚度),从而使得第二顶升组件53得以将最上方料盘4中的多个料盘4向上顶升一定距离;继而,plc数控模块相应地控制第一夹爪321夹持固定最下方料盘4,并同时控制第一直线驱动部件522驱使顶升板521向下运动,并采用直线模组驱使驱动杆31带动第一夹爪321和料盘4移动至打标区域处进行激光打标。
51.进一步的,为增强存料架51上的剩余料盘4在最下方料盘4下料时于存料架51上的稳定性,参照图6,存料架51上还安装有多块夹持板511和用于驱使多块夹持板511自料盘4周侧直线靠近料盘4的多组第二直线驱动部件512,夹持板511呈竖向布设,且夹持板511优选为两块,第二直线驱动部件512对应设置有两组;两组夹持块和第二直线驱动部件512分别相对布设于存料架51的出料口两侧,且两组夹持块和第二直线驱动部件512分别位于存料盘4沿其长度方向的两侧;第二直线驱动部件512可以为电动推杆,也可以为驱动驱动气缸、液压缸或其他直线驱动部件,每组夹持块和第二直线驱动部件512中的夹持板511均固定安装于第二直线驱动部件512的输出轴上,第二直线驱动部件512的输出方向与存料架51的下料方向相垂直。
52.采用第二直线驱动部件512驱使多块夹持板511在存料架51上、自料盘4周侧沿垂直于料盘4下料方向的方向直线靠近料盘4,能够在存料架51上最下方料盘4下料转移的过程中对最下方料盘4上方的料盘4进行水平夹持固定,保障自动料仓机构5的有序下料。
53.相应的,回看图1和图4,激光打标机构激光打标机构6包括固定安装于操作台1上的激光打标机61、定位夹板62和用于将料盘4中的工件顶升至定位夹板62下方的第三顶升组件63。
54.激光打标机61位于定位盘2长边方向的一侧,且激光打标机61的激光发射端位于定位盘2正上方,定位夹板62位于激光打标机61的激光发射端与定位盘2之间,定位夹板62上对应料盘4上的孔眼41、一一对应地贯穿开设有多个第二让位孔621,第二让位孔621大小小于料盘4上的孔眼41。
55.参照图5和图7,第三顶升组件63包括多根顶升杆631和用于驱使顶升杆631沿竖向方向升降的第三直线驱动部件632,第三直线驱动部件632在本技术实施例中可以为电动推杆,也可以为驱动驱动气缸、液压缸或其他直线驱动部件,多根顶升杆631均固定安装于第三直线驱动部件632的输出端上,且多根顶升杆631相互平行并均呈竖向布设,多根顶升杆631一一对应地活动贯穿定位盘2和料盘4上的多个孔眼41;且顶升杆631远离第三直线驱动部件632的一端开设有开口朝上的负压槽6311,负压槽6311处连接有用于抽吸负压槽6311内空气的负压结构,负压结构在本技术实施例中可以为抽风机或其他具有抽吸功能的抽风部件。
56.当驱动杆31和第一夹爪321将最下方料盘4推动至定位盘2上的打标区域处时,plc数控模块控制第三直线驱动部件632驱使多根顶升杆631于竖向方向直线上升,使得多根顶升杆631能够接触多个工件并一一对应地将多个工件从料盘4中顶升至与定位夹板62相抵接位置,从而将工件稳定地固定于定位夹板62与顶升杆631之间,再采用激光打标机61对工件进行稳定激光打标。
57.在工件激光打标结束后,顶升杆631负压固定工件并带动工件向下运动,将工件带回料盘4中,plc数控模块控制第一夹爪321松开料盘4,并相应地驱使驱动杆31带动第一夹
爪321朝向存料盘4运动,采用第二夹爪322夹持料盘4,使第一夹爪321能够再次回到存料架51下方进行接料,并使第二夹爪322能够相应的在第一夹爪321接料时带动已打标工件运动至收料机构7处进行出料,整体较为方便、连贯地实现工件的接续激光打标工作,整个加工过程中人力耗费较少,有效提高了工件的标刻效率,降低了生产成本。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1