三工位定位夹具的制作方法
1.本实用新型属于工装夹具技术领域,特别是涉及一种三工位定位夹具。
背景技术:
2.车床是主要用车刀对工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工,在数控车床上加工产品时,需要使用车床夹具装夹产品,以使得产品在加工过程中始终保持在指定的位置上,从而可以在产品的表面加工出符合工艺规程的表面;
3.现有夹具中的夹紧方式通常采用螺丝夹紧产品的方式,通过拧动螺丝装夹一次产品时间太长,而且螺丝长时间使用容易滑牙,影响夹紧力,导致在产品加工过程中滑动,影响加工质量。
技术实现要素:
4.本实用新型主要解决的技术问题是提供一种三工位定位夹具,将产品的定位孔插于定位柱,然后通过压紧机构将产品压紧,从而快速的实现产品的固定。
5.为解决上述技术问题,本实用新型采用的一个技术方案是:一种三工位定位夹具,包括底板以及三个结构相同的用于夹持产品的定位工位,所述定位工位包括支撑柱、浮动柱和压紧机构,所述支撑柱、所述浮动柱和所述压紧机构皆安装于所述底板,所述支撑柱和所述浮动柱位于产品的下方;
6.所述产品具有凸块,所述凸块通过连接部与产品连接,所述底板设有与凸块相匹配的限位凹槽,所述底板安装有用于定位连接部的u型限位块,所述u型限位块位于所述限位凹槽的上方;
7.所述浮动柱包括安装管、定位柱和固定板,所述定位柱位于所述安装管的内部,所述底板设有安装孔,所述安装管安装于所述安装孔,所述固定板固定于所述底板,且所述固定板位于所述安装管的下方,所述定位柱的外壁向外凸起形成一圈凸圈,所述凸圈和所述固定板之间设有弹簧以使所述定位柱凸出于所述安装管,所述产品设有与所述定位柱相匹配的定位孔,将产品的定位孔插于定位柱,然后再利用压紧机构将产品压紧,从而快速的实现产品的固定,弹簧的设置,使定位柱与产品接触时,防止损伤产品。
8.进一步地说,所述压紧机构包括压杆、连杆和压紧气缸,所述压杆的一端与所述压紧气缸的推杆铰接,所述压紧气缸固定于所述底板,所述压杆的中部与所述连杆铰接,所述连杆与连接座铰接,所述连接座固定于所述底板,所述压紧气缸推动压杆抵紧产品以对产品进行固定。
9.进一步地说,所述安装管的内壁设有一圈与所述凸圈相匹配的限位圈以限制定位柱与安装管脱离。
10.进一步地说,所述连接部的侧壁设有加强筋,所述加强筋与产品连接,所述u型限位块设有与所述加强筋相对应的让位槽。
11.进一步地说,所述u型限位块通过螺丝固定于所述底板。
12.进一步地说,所述压紧机构设有3个,所述支撑柱或所述浮动柱与所述压紧机构一一对应。
13.本实用新型的有益效果至少具有以下几点:
14.本实用新型的浮动柱包括安装管、定位柱和固定板,定位柱位于安装管的内部,定位柱的外壁向外凸起形成一圈凸圈,凸圈和固定板之间设有弹簧以使定位柱凸出于安装管,将产品的定位孔插于定位柱,然后再利用压紧机构将产品压紧,从而快速的实现产品的固定,值得一提的是,弹簧的设置,使定位柱与产品接触时,防止损伤产品;
15.本实用新型的产品具有凸块,凸块通过连接部与产品连接,底板设有与凸块相匹配的限位凹槽,底板安装有用于定位连接部的u型限位块,通过限位凹槽和u型限位块的设置,进一步的对产品进行定位。
附图说明
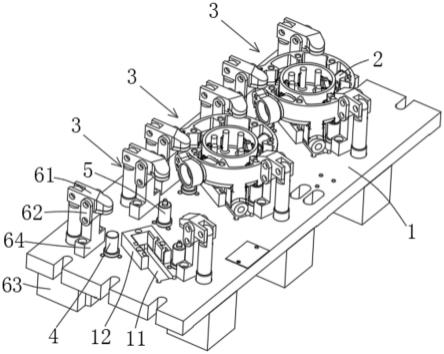
16.图1是本实用新型的结构示意图;
17.图2是本实用新型的剖视图;
18.图3是本实用新型的图2的a处的放大图;
19.图4是本实用新型的产品的结构示意图;
20.图5是本实用新型的u型限位块的结构示意图;
21.附图中各部分标记如下:
22.1、底板;11、限位凹槽;12、u型限位块;121、让位槽;2、产品;21、凸块;22、连接部;23、定位孔;24、加强筋;3、定位工位;4、支撑柱;5、浮动柱;51、安装管;511、限位圈;52、定位柱;521、凸圈;53、固定板;54、弹簧;61、压杆;62、连杆;63、压紧气缸;64、连接座。
具体实施方式
23.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
24.实施例:一种三工位定位夹具,如图1所示,包括底板1以及三个结构相同的用于夹持产品2的定位工位3,所述定位工位3包括支撑柱4、浮动柱5和压紧机构,所述支撑柱4、所述浮动柱5和所述压紧机构皆安装于所述底板1,所述支撑柱4和所述浮动柱5位于产品2的下方;
25.如图4所示,所述产品2具有凸块21,所述凸块21通过连接部22与产品2连接,所述底板1设有与凸块21相匹配的限位凹槽11,所述底板1安装有用于定位连接部22的u型限位块12,所述u型限位块12位于所述限位凹槽11的上方;
26.如图2和图3所示,所述浮动柱5包括安装管51、定位柱52和固定板53,所述定位柱52位于所述安装管51的内部,所述底板1设有安装孔,所述安装管51安装于所述安装孔,所述固定板53固定于所述底板1,且所述固定板53位于所述安装管51的下方,所述定位柱52的外壁向外凸起形成一圈凸圈521,所述凸圈521和所述固定板53之间设有弹簧54以使所述定位柱52凸出于所述安装管51,所述产品2设有与所述定位柱52相匹配的定位孔23。
27.所述压紧机构包括压杆61、连杆62和压紧气缸63,所述压杆61的一端与所述压紧气缸63的推杆铰接,所述压紧气缸63固定于所述底板1,所述压杆61的中部与所述连杆62铰接,所述连杆62与连接座64铰接,所述连接座64固定于所述底板1,所述压紧气缸63推动压杆61抵紧产品2以对产品2进行固定。
28.所述安装管51的内壁设有一圈与所述凸圈521相匹配的限位圈511以限制定位柱52与安装管51脱离。
29.所述连接部22的侧壁设有加强筋24,所述加强筋24与产品2连接,如图5所示,所述u型限位块12设有与所述加强筋24相对应的让位槽121。
30.所述u型限位块12通过螺丝固定于所述底板1。
31.所述压紧机构设有3个,所述支撑柱4或所述浮动柱5与所述压紧机构一一对应。
32.具体实施时,所述产品为涡旋压缩机盖。
33.本实用新型的工作原理如下:将产品的定位孔插于定位柱,通过限位凹槽和u型限位块对产品的连接部及凸块进行限位,压紧气缸的推杆向上抬升,压杆压紧产品以对产品进行固定,便于后续对产品进行加工,加工结束后,压紧气缸的推杆向下回缩,压杆脱离产品,将产品从定位载具上取走。
34.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种三工位定位夹具,其特征在于:包括底板(1)以及三个结构相同的用于夹持产品(2)的定位工位(3),所述定位工位包括支撑柱(4)、浮动柱(5)和压紧机构,所述支撑柱、所述浮动柱和所述压紧机构皆安装于所述底板,所述支撑柱和所述浮动柱位于产品的下方;所述产品具有凸块(21),所述凸块通过连接部(22)与产品连接,所述底板设有与凸块相匹配的限位凹槽(11),所述底板安装有用于定位连接部的u型限位块(12),所述u型限位块位于所述限位凹槽的上方;所述浮动柱包括安装管(51)、定位柱(52)和固定板(53),所述定位柱位于所述安装管的内部,所述底板设有安装孔,所述安装管安装于所述安装孔,所述固定板固定于所述底板,且所述固定板位于所述安装管的下方,所述定位柱的外壁向外凸起形成一圈凸圈(521),所述凸圈和所述固定板之间设有弹簧(54)以使所述定位柱凸出于所述安装管,所述产品设有与所述定位柱相匹配的定位孔(23)。2.根据权利要求1所述的三工位定位夹具,其特征在于:所述压紧机构包括压杆(61)、连杆(62)和压紧气缸(63),所述压杆的一端与所述压紧气缸的推杆铰接,所述压紧气缸固定于所述底板,所述压杆的中部与所述连杆铰接,所述连杆与连接座(64)铰接,所述连接座固定于所述底板,所述压紧气缸推动压杆抵紧产品以对产品进行固定。3.根据权利要求1所述的三工位定位夹具,其特征在于:所述安装管的内壁设有一圈与所述凸圈相匹配的限位圈(511)以限制定位柱与安装管脱离。4.根据权利要求1所述的三工位定位夹具,其特征在于:所述连接部的侧壁设有加强筋(24),所述加强筋与产品连接,所述u型限位块设有与所述加强筋相对应的让位槽(121)。5.根据权利要求1所述的三工位定位夹具,其特征在于:所述u型限位块通过螺丝固定于所述底板。6.根据权利要求1所述的三工位定位夹具,其特征在于:所述压紧机构设有3个,所述支撑柱或所述浮动柱与所述压紧机构一一对应。
技术总结
本实用新型公开了一种三工位定位夹具,包括底板以及三个结构相同的用于夹持产品的定位工位,所述定位工位包括支撑柱、浮动柱和压紧机构,所述支撑柱、所述浮动柱和所述压紧机构皆安装于所述底板,所述支撑柱和所述浮动柱位于产品的下方;所述产品具有凸块,所述凸块通过连接部与产品连接,所述底板设有与凸块相匹配的限位凹槽,所述底板安装有用于定位连接部的U型限位块,所述U型限位块位于所述限位凹槽的上方。本实用新型将产品的定位孔插于定位柱,然后通过压紧机构将产品压紧,从而快速的实现产品的固定。实现产品的固定。实现产品的固定。
技术研发人员:谢波
受保护的技术使用者:凯佑辉机械设备(昆山)有限公司
技术研发日:2022.10.31
技术公布日:2023/1/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1