弹簧片用焊接工装的制作方法
本技术涉及信号发生器制造,尤其是涉及弹簧片用焊接工装。
背景技术:
1、在信号发生器里,大多是借助外部件来推动弹簧片,并通过弹簧片与金属部件的接触或者弹簧片与非金属部件的接触来实现电路的通断。为执行弹簧片的切换功能,还需在弹簧片上焊接触点铜线,如图7所示。目前,大多是通过人工来调整触点铜线与弹簧片之间的相对位置再进行焊接,这不仅费时费力,还会影响产品的一致性。另外,由于缺乏专用定位工具,在焊接过程中,触点铜线与弹簧片的相对位置极易发生变化,这势必会影响生产质量。
技术实现思路
1、本实用新型的目的是克服现有技术的上述问题,提供弹簧片用焊接工装,具有生产效率高、生产成本低及运行稳定的优点。
2、本实用新型的目的主要通过以下技术方案实现:
3、弹簧片用焊接工装,包括支撑座、下定位座及上定位座;
4、下定位座连接在支撑座上,下定位座上具有若干个内凹的定位槽,下定位座于定位槽内设置有定位柱,定位柱的顶端上凸于下定位座的顶端,下定位座上还设置有连接凸起;
5、上定位座上设置有于连接凸起配合的连接凹槽,上定位座上具有能让位定位柱的让位槽,上定位座上还衔接有若干个分别与若干个定位槽对应的定位板,定位板的底端具有定位缺口,定位缺口的缺口底面呈弧面设置。
6、进一步地,所述下定位座上具有若干个限位凹槽;
7、所述上定位座上具有若干个分别与限位凹槽配合的限位凸块。
8、进一步地,所述下定位座上开设有安装盲孔;
9、所述定位柱连接在安装盲孔处,且定位柱的顶端外凸于所述下定位座。
10、进一步地,所述定位板的底端还设置有与定位缺口中部连通的镂空。
11、进一步地,所述上定位座于所述让位槽处衔接有与所述定位板连接的连接延伸段。
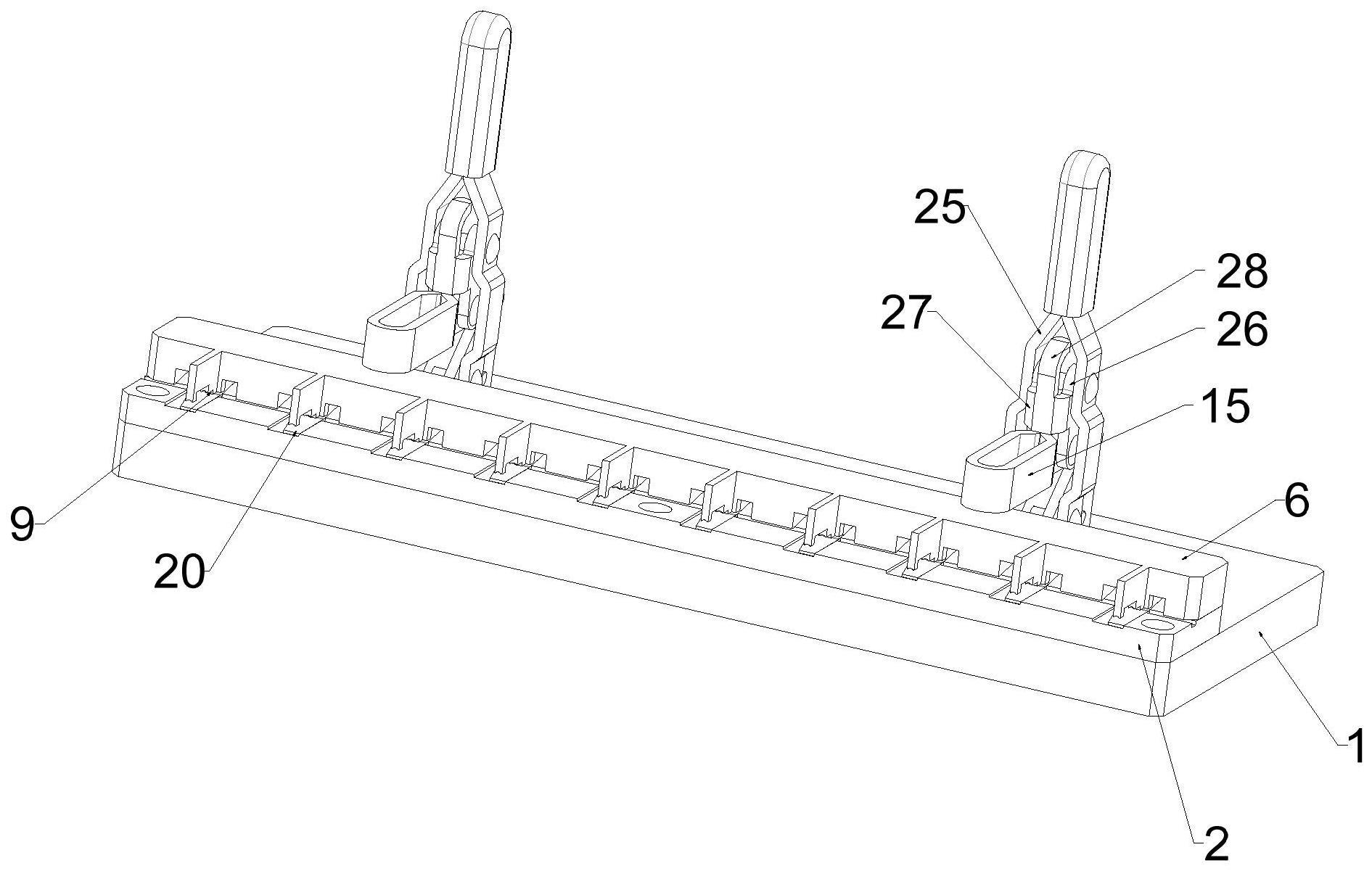
12、进一步地,所述支撑座上还安装有压紧组件;
13、压紧组件包括压紧安装架、压紧件、着力手架及压紧连接架;
14、压紧安装架的顶端与压紧件的一端铰接,压紧件的另一端能作用于所述上定位座;
15、着力手架的一端铰接在所述压紧安装架的两侧;
16、压紧连接架的一端与着力手架的中部铰接,压紧连接架的另一端与压紧件的中部铰接。
17、进一步地,所述着力手架的另一端具有着力手柄套。
18、本实用新型具有以下有益效果:本实用新型中,通过下定位座的设置,可用于定位待焊接的弹簧片;通过上定位座与下定位座的配合,可将待焊接的触点铜线定位在弹簧片上,如此,可有效提升定位的精准性,进而提升焊接质量,具有结构简单、操作便捷及运行稳定的优点。另外,通过压紧组件的设置,可进一步提升上定位座与下定位座之间可拆卸连接的稳定性。
技术特征:
1.弹簧片用焊接工装,其特征在于:包括支撑座(1)、下定位座(2)及上定位座(6);
2.根据权利要求1所述的弹簧片用焊接工装,其特征在于:所述下定位座(2)上具有若干个限位凹槽(10);
3.根据权利要求1所述的弹簧片用焊接工装,其特征在于:所述下定位座(2)上开设有安装盲孔(12);
4.根据权利要求1所述的弹簧片用焊接工装,其特征在于:所述定位板(8)的底端还设置有与定位缺口(9)中部连通的镂空(19)。
5.根据权利要求1所述的弹簧片用焊接工装,其特征在于:所述上定位座(6)于所述让位槽(23)处衔接有与所述定位板(8)连接的连接延伸段(13)。
6.根据权利要求1所述的弹簧片用焊接工装,其特征在于:所述支撑座(1)上还安装有压紧组件;
7.根据权利要求6所述的弹簧片用焊接工装,其特征在于:所述着力手架(16)的另一端具有着力手柄套(18)。
技术总结
本技术公开了弹簧片用焊接工装,包括支撑座、下定位座及上定位座;下定位座连接在支撑座上,下定位座上具有若干个内凹的定位槽,下定位座于定位槽内设置有定位柱,定位柱的顶端上凸于下定位座的顶端,下定位座上还设置有连接凸起;上定位座上设置有于连接凸起配合的连接凹槽,上定位座上具有能让位定位柱的让位槽,上定位座上还衔接有若干个分别与若干个定位槽对应的定位板,定位板的底端具有定位缺口,定位缺口的缺口底面呈弧面设置。本技术中,通过下定位座的设置,可用于定位待焊接的弹簧片;通过上定位座与下定位座的配合,可将待焊接的触点铜线定位在弹簧片上,如此,可有效提升定位的精准性,进而提升焊接质量。
技术研发人员:许寰岳
受保护的技术使用者:重庆灵龙实业发展有限公司
技术研发日:20221101
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!