用于主轴插齿加工的通用夹具的制作方法
1.本实用新型属于液压柱塞泵主轴加工夹具领域,尤其涉及一种用于主轴插齿加工的通用夹具。
背景技术:
2.如图10所示,是液压柱塞泵上常见的一种主轴,主轴的一端具有加工外圆a,主轴的中部具有定位外圆b,主轴的底部具有定位端面t和突出部,需要在加工外圆a上用插齿加工的方法加工出外花键,加工时,以定位外圆b个定位端面t作为基准,夹紧部位在定位外圆b上。
3.目前,工厂中所用的夹具,包括花盘,花盘上设有突出部的避让孔,夹具通过花盘与插齿加工的机床固定,花盘上设有竖板,竖板的一侧设有压板,压板与竖板之间设有第一压块,第一压块通过压紧螺钉连接压板,压板通过两根支柱连接竖板,第一压块与竖板之间设有第二压块,第二压块与竖板固定,第二压块朝第一压块的端面上设有v型槽。使用时,主轴放在花盘上,定位端面t与花盘接触,实现主轴的高度方向上的定位,旋转压紧螺钉,第一压块将主轴压紧在第二压块的v型槽中,第一压块和第二压块分别从定位外圆b的两侧夹紧主轴,并实现对主轴的水平定位。在对首个主轴加工时,需要先对机床进行调试,确定出坐标零位,机床才能按照程序执行插齿动作。
4.不同型号的液压柱塞泵上,具有不同规格的主轴,对应于不同规格的主轴,不同规格的主轴上的尺寸会存在一些差异,包括定位外圆b的直径不同(导致不同规格主轴在同一夹具上使用时轴线位置不同)、加工外圆a的轴向高度不同(导致不同规格主轴在同一夹具上使用时加工外圆a的高度不同),导致对不同规格主轴加工时需要用到不同的尺寸规格的夹具,需要配备的夹具数量众多,不但增加了生产成本,还增加了管理成本,而且每次换型生产时,均需要在机床上重新调试坐标零位,换型生产效率低,据统计,换型生产时间基本需要4h以上。
5.因此,现有夹具存在生产成本较高、管理成本较高和换型生产效率较低的缺陷。
技术实现要素:
6.本实用新型的目的在于,提供一种用于主轴插齿加工的通用夹具。本实用新型具有生产成本较低、管理成本较低、换型生产效率较高和装夹质量较好的优点。
7.本实用新型的技术方案:用于主轴插齿加工的通用夹具,包括花盘,花盘上设有竖板,竖板的一侧设有压板,压板与竖板之间设有第一压块,第一压块通过压紧螺钉连接压板,压板通过支柱连接竖板,竖板上设有第一螺孔和至少两个定位销;还包括多个垫块和多个第二压块,第二压块上设有与第一螺孔对应的第一通孔以及与定位销对应的定位孔,第二压块上设有v型槽。
8.前述的用于主轴插齿加工的通用夹具中,所述花盘上设有第二螺孔,所述垫块上设有与第二螺孔对应的第二通孔,垫块上设有还设有避让孔。
9.前述的用于主轴插齿加工的通用夹具中,所述第二压块的底面上设有避让槽,避让槽位于v型槽的下方。
10.前述的用于主轴插齿加工的通用夹具中,所述支柱有两根,两根支柱分别位于压板的两端。
11.前述的用于主轴插齿加工的通用夹具中,所述第一压块的底面上设有t型槽,t型槽的一端延伸至第一压块朝向压板的端面,所述压紧螺钉的端部设有环形槽,压紧螺钉的前端位于t型槽中。
12.与现有技术相比,本实用新型本实用新型在现有夹具的基础上作了如下的改进,第一、根据不同规格的主轴,配置多个垫块和第二压块,每加工一型主轴对应使用一个垫块和一个第二压块,通过对应设置第二压块宽度以及垫块高度,可使不同规格主轴在夹具上固定后保持轴线位置不变,以及加工外圆a的高度不变,一副夹具可以通用多个型号主轴的加工,需要配备的夹具数量少,不但降低了生产成本,还降低了管理成本,而且每次换型生产时,只需要相应更换垫块和第二压块,不需要在机床上重新调试坐标零位,换型生产效率较高。此外,通过在第一压块上设置t型槽,在压紧螺钉的端部设置环形槽,使第一压块与压紧螺钉活动连接,压紧螺钉拧紧时,第一压块不会随着压紧螺钉转动,第一压块不会擦伤主轴,提高装夹质量。因此,本实用新型具有生产成本较低、管理成本较低、换型生产效率较高和装夹质量较好的优点。
附图说明
13.图1是本实用新型的俯视图。
14.图2是本实用新型的左视图。
15.图3是竖板的正视图。
16.图4是第二压块的正视图。
17.图5是第二压块的俯视图。
18.图6是花盘的俯视图。
19.图7是垫块的俯视图。
20.图8是本实用新型在第一压块处的俯视图。
21.图9是第一压块的正视图。
22.图10主轴的正视图。
23.附图中的标记为:1-花盘,2-竖板,3-压板,4-第一压块,5-压紧螺钉,6-支柱,7-第一螺孔,8-定位销,9-垫块,10-第二压块,11-第一通孔,12-定位孔,13-v型槽,14-第二螺孔,16-第二通孔,18-避让孔,19-避让槽,20-t型槽,21-环形槽,22-第一螺钉,23-第二螺钉。
具体实施方式
24.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
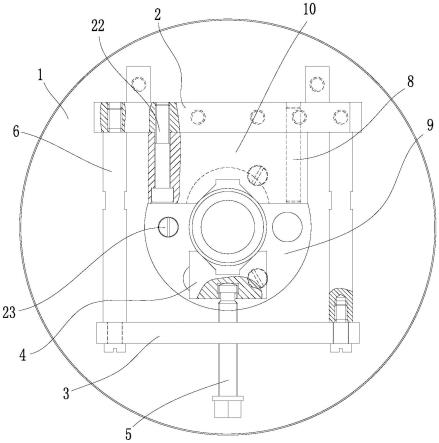
25.实施例。用于主轴插齿加工的通用夹具,如图1所示,包括花盘1,花盘1上设有竖板2,竖板2的一侧设有压板3,压板3与竖板2之间设有第一压块4,第一压块4通过压紧螺钉5连
接压板3,压板3通过支柱6连接竖板2,特点是,竖板2上设有四个第一螺孔7和两个定位销8;还包括多个垫块9(图1中仅显示其中一个)和多个第二压块10(图1中仅显示其中一个),多个垫块9的高度不同,多个第二压块10的宽度不同,一个垫块9搭配一个第二压块10用于某一款主轴的插齿加工,垫块9和第二压块10上刻录对应型号,以免用错。不同第二压块10用于固定对应主轴时,主轴在夹具上的轴线位置应当不变。不同垫块9用于垫高对应主轴时,加工外圆a在夹具上的高度保持不变。
26.第二压块10上设有与第一螺孔7对应的第一通孔11以及与定位销8对应的定位孔12,第二压块10上设有v型槽13,v型槽13、第一通孔11和定位孔12均位于第二压块10的同一个端面上。
27.所述花盘1上设有三个第二螺孔14,所述垫块9上设有与第二螺孔14对应的第二通孔16,垫块9上设有还设有避让孔18,避让孔18用于避开主轴底部的突出部。第一通孔11和第二通孔16均是沉头孔。
28.所述第二压块10的底面上设有避让槽19,避让槽19位于v型槽13的下方。由于第二压块10上需要加工出四个第一通孔11和两个定位孔12,第二压块10厚度比较大,为避免机床刀具与夹具碰撞,通过开设避让槽19,使第二压块10在竖板2上的位置可以比较低,同时使第二压块10不会与主轴定位外圆b以下区域发生干涉。
29.所述支柱6有两根,两根支柱6分别位于压板3的两端。
30.所述第一压块4的底面上设有t型槽20,t型槽20的一端延伸至第一压块4朝向压板3的端面,所述压紧螺钉的端部设有环形槽21,压紧螺钉5的前端位于t型槽20中,第一压块4与压紧螺钉5活动连接。
31.本实用新型的使用:根据所要加工的主轴,选用对应的垫块9和第二压块10。先将垫块9安装到花盘1上,安装时,取三根第一螺钉22,分别穿过第二通孔16和第二螺孔,拧紧,完成垫块9的安装。再将第二压块10安装到竖板2上,安装时,定位销8对应的插到定位孔12中,取四根第二螺钉23,分别穿过第一通孔11和第一螺孔7,拧紧,完成第二压块10的安装。然后将花盘1安装到机床上进行插齿加工,在对首个主轴加工时,需要先对机床进行调试,确定出坐标零位,机床才能按照程序执行插齿动作。后续主轴不需要对机床进行调试,即使换型生产,也只需要更换对应的第二压块10和垫块9即可,换型生产效率较高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1