多用途航空零部件支架精加工夹具的制作方法
本技术涉及工装,具体为多用途航空零部件支架精加工夹具。
背景技术:
1、航空零部件支架在加工过程中需要夹具进行固定,使用通用工装不方便装夹,且此零件批量大,产能很难达到,为此我们专门设计一款多用途航空零部件支架精加工夹具,此工装重复定位高,精度高,可直接安装在机床上面,兼容性比较高,可安装在大部分机床上使用,夹具强度高,加工时不会出现零件松动,振刀等影响产品质量的因素,针对上述问题,深入研究,遂有本案产生。
技术实现思路
1、本实用新型的目的在于提供多用途航空零部件支架精加工夹具,以解决上述背景技术中提出现有的多用途航空零部件支架精加工夹具不具有加工精度高的问题。
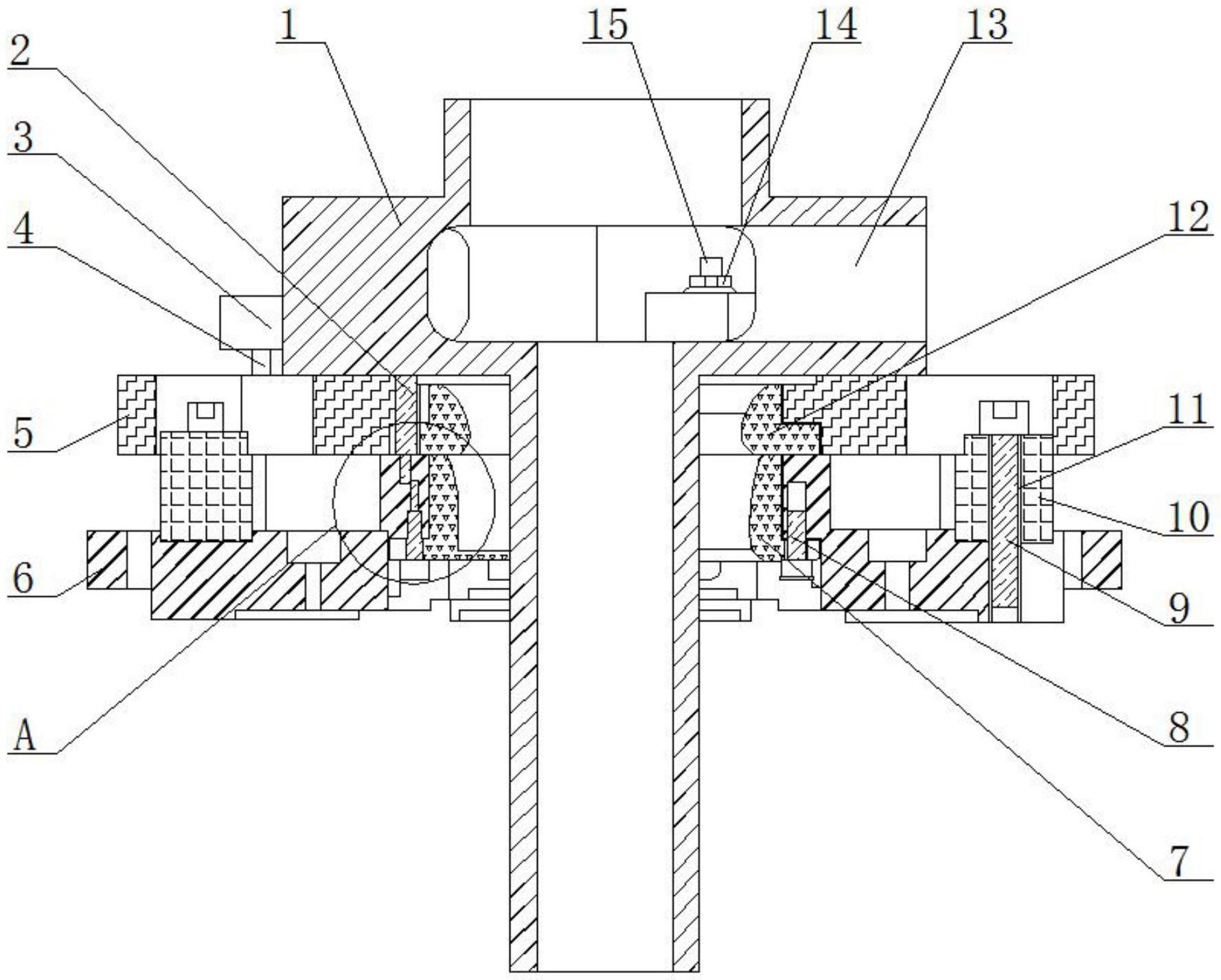
2、为实现上述目的,本实用新型提供如下技术方案:多用途航空零部件支架精加工夹具,包括被加工产品、限位孔与定位孔,所述被加工产品的外壁均匀设置有压紧孔,所述被加工产品的下方安装有上支撑板,所述上支撑板的下方安装有下支撑板,所述上支撑板的上方均匀安装有压板,且压板的顶端均匀安装有第一螺杆,且第一螺杆的底端均延伸至上支撑板的内部。
3、优选的,所述压板的顶端均设置有限位孔,且限位孔的顶端均安装有六角螺母,所述六角螺母的顶端均安装有第二螺杆。
4、用上述技术方案,通过第二螺杆可在限位孔的一定范围内移动,便于精准进行安装。
5、优选的,所述上支撑板的内部安装有定位销,所述下支撑板的内侧设置有与定位销相匹配的定位孔。
6、用上述技术方案,通过定位销安装进定位孔内,实现上支撑板与下支撑板之间的精准定位。
7、优选的,所述下支撑板的顶端均匀安装有定位柱子,且定位柱子的内侧均设置有螺纹孔,且螺纹孔的内侧均安装有第二六角螺栓。
8、用上述技术方案,通过把第二六角螺栓安装进定位柱子的螺纹孔内,且定位柱子有四个,实现上支撑板与下支撑板之间的精准连接。
9、优选的,所述下支撑板的内壁安装有第一保护套,所述下支撑板的下方安装有第一六角螺栓,且第一六角螺栓的顶端贯穿第一保护套的下方,所述第一保护套的上方上支撑板的内壁安装有第二保护套。
10、用上述技术方案,通过第二保护套和第一保护套实现对被加工产品的保护作用。
11、优选的,所述六角螺母的中间位置设置有安装孔,且安装孔的内壁设置有内螺纹,所述六角螺母的内部设置有安装腔,且安装腔的内壁安装有紧固弹簧,所述紧固弹簧的外侧安装有安装块,且安装块的一侧连接有拉环,所述安装块的另一侧均匀安装有锁齿。
12、用上述技术方案,通过锁齿卡进第二螺杆的螺纹孔中,避免第二螺杆发生反转而松动。
13、与现有技术相比,本实用新型的有益效果是:
14、(1)本实用新型提供有第二螺杆、拉环和锁齿,利用把第二螺杆安装进六角螺母内,向外侧拉动拉环,然后紧固弹簧被挤压变形,并且锁齿向一侧移动,螺纹配合,使第二螺杆与六角螺母安装,松掉拉环后,紧固弹簧复位使锁齿卡进第二螺杆的螺纹中锁紧,避免第二螺杆的松动,解决了安装不紧固的问题;
15、(2)本实用新型提供有第一螺杆、限位孔和螺纹孔,利用把第一螺杆安装在压板内,实现压板与上支撑板之间的定位,同时通过第二螺杆贯穿限位孔,且可在限位孔内调节位置,然后第二螺杆的下方精准定位在上支撑板的孔中安装,通过第二六角螺栓定位在定位柱子的螺纹孔内实现进一步的精准定位,解决了定位不精准的问题。
技术特征:
1.多用途航空零部件支架精加工夹具,包括被加工产品(1)、限位孔(16)与定位孔(24),其特征在于:所述被加工产品(1)的外壁均匀设置有压紧孔(13),所述被加工产品(1)的下方安装有上支撑板(5),所述上支撑板(5)的下方安装有下支撑板(6),所述上支撑板(5)的上方均匀安装有压板(3),且压板(3)的顶端均匀安装有第一螺杆(4),且第一螺杆(4)的底端均延伸至上支撑板(5)的内部。
2.根据权利要求1所述的多用途航空零部件支架精加工夹具,其特征在于:所述压板(3)的顶端均设置有限位孔(16),且限位孔(16)的顶端均安装有六角螺母(14),所述六角螺母(14)的顶端均安装有第二螺杆(15)。
3.根据权利要求1所述的多用途航空零部件支架精加工夹具,其特征在于:所述上支撑板(5)的内部安装有定位销(2),所述下支撑板(6)的内侧设置有与定位销(2)相匹配的定位孔(24)。
4.根据权利要求1所述的多用途航空零部件支架精加工夹具,其特征在于:所述下支撑板(6)的顶端均匀安装有定位柱子(10),且定位柱子(10)的内侧均设置有螺纹孔(11),且螺纹孔(11)的内侧均安装有第二六角螺栓(9)。
5.根据权利要求1所述的多用途航空零部件支架精加工夹具,其特征在于:所述下支撑板(6)的内壁安装有第一保护套(7),所述下支撑板(6)的下方安装有第一六角螺栓(8),且第一六角螺栓(8)的顶端贯穿第一保护套(7)的下方,所述第一保护套(7)的上方上支撑板(5)的内壁安装有第二保护套(12)。
6.根据权利要求2所述的多用途航空零部件支架精加工夹具,其特征在于:所述六角螺母(14)的中间位置设置有安装孔(17),且安装孔(17)的内壁设置有内螺纹(18),所述六角螺母(14)的内部设置有安装腔(20),且安装腔(20)的内壁安装有紧固弹簧(23),所述紧固弹簧(23)的外侧安装有安装块(22),且安装块(22)的一侧连接有拉环(21),所述安装块(22)的另一侧均匀安装有锁齿(19)。
技术总结
本技术公开了多用途航空零部件支架精加工夹具,涉及工装技术领域,包括被加工产品、限位孔与定位孔,所述被加工产品的外壁均匀设置有压紧孔,所述被加工产品的下方安装有上支撑板,所述上支撑板的下方安装有下支撑板,所述上支撑板的上方均匀安装有压板。本技术利用把第一螺杆安装在压板内,实现压板与上支撑板之间的定位,同时通过第二螺杆贯穿限位孔,且可在限位孔内调节位置,然后第二螺杆的下方精准定位在上支撑板的孔中安装,通过第二六角螺栓定位在定位柱子的螺纹孔内实现进一步的精准定位,解决了定位不精准的问题。
技术研发人员:张武志,刘杰,何顺,彭龙
受保护的技术使用者:株洲丰发精工实业有限公司
技术研发日:20221102
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!