八四内弧环成型模具的制作方法
八四内弧环成型模具
【技术领域】
1.本实用新型涉及模具的技术领域,特别是八四内弧环成型模具的技术领域。
背景技术:
2.化工填料是填料塔中气液接触的基本构件,在很多行业都运用广泛,具有优异的耐酸耐热性能,能耐除氢氟酸以外的各种无机酸、有机酸及有机溶剂的腐蚀,可在各种高,低场合使用,其性能的优劣是决定填料塔操作性能的主要因素。
3.金属八四内弧环,也称麦勒环填料,是一种新型高效塑料散堆填料,该填料有合理的几何对称性,构造均匀性好及高的空隙率,八弧卷与四弧圈顺轴向交替安排,名弧段沿径向向环内折进,从而使填料表面连续而不断开,且在空间均匀分布,与鲍尔环相比,通量可提高15-30%,压降减小20-30%。金属填料材质包括碳钢及不锈钢等,由于其加丁壁薄,空院率大、通量大、阻力小,又耐热、耐腐蚀,分离效率高等特点,特别适用于真空精馏塔,处理热敏性、易分解、易聚合、易结碳的物料,从而广泛应用于石油化工、化肥、环保等行业的填料塔中。
4.目前在生产金属八四内弧环时,需要先将钢带切断,再经过多个成型模具进行折弯成型,这种生产方式效率不高。
技术实现要素:
5.本实用新型的目的就是解决现有技术中的问题,提出一种八四内弧环成型模具,能够在一个模具中对钢带进行多次弯折,直接得到八四内弧环产品吗,工作效率更高。
6.为实现上述目的,本实用新型提出了一种八四内弧环成型模具,包括上模座和下模座,下模座上设有下固定板,上模座上设有上固定板,所述上固定板的下方设有中间板,所述中间板与上模座之间通过弹簧连接,上模座和下模座之间依次有定位冲切模、第一折弯模、压平模、第二折弯模、第三折弯模和第四折弯模,上固定板上安装有若干定位冲头。
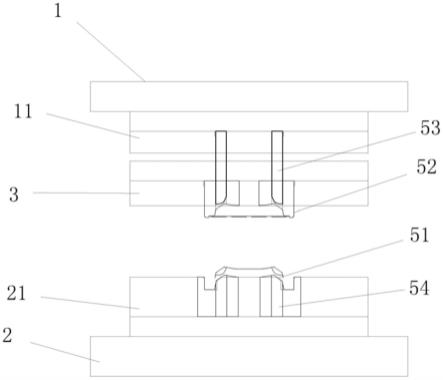
7.作为优选,所述第一折弯模包括安装在下固定板上的第一折弯下模、安装在中间板上的第一折弯上模和安装在上固定板上的第一定位冲头,第一折弯下模上设有与第一定位冲头相匹配的第一定位槽。
8.作为优选,所述第二折弯模包括安装在下固定板上的第二折弯下模、安装在中间板上的第二折弯上模和安装在上固定板上的第二定位冲头,第二折弯下模上设有与第二定位冲头相匹配的第二定位槽。
9.作为优选,所述第三折弯模包括安装在下固定板上的第三折弯下模、安装在中间板上的第三折弯上模和安装在上固定板上的第三定位冲头,第三折弯下模上设有与第三定位冲头相匹配的第三定位槽。
10.作为优选,所述第四折弯模包括安装在下固定板上的第四折弯下模、安装在中间板上的第四折弯上模和安装在上固定板上的第四定位冲头。
11.作为优选,压平模和第二折弯模之间设有裁切刀,第三折弯模和第四折弯模之间
设有切断刀。
12.作为优选,所述定位冲切模包括安装在下固定板上的定位冲切下模和安装在上固定板上的定位冲切上模,定位冲切上模上设有第一裁切刀,第一裁切刀的外侧设有定位柱,定位冲切下模的外侧设有与所述定位柱相匹配的插槽。
13.本实用新型的有益效果:本实用新型在冲压时先切断钢带的两侧,然后对钢带进行折弯成型,在产品成型后再裁断钢带的中间处,可以进行连续生产,工作效率高,且不会产生废料;在折弯模中设置定位冲头,钢带进行定位折弯,并通过定位冲头冲压出内弧条,工作效率高。
14.本实用新型的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
15.图1是本实用新型结构示意图;
16.图2是本实用新型的冲切模结构示意图;
17.图3是本实用新型的第一折弯模结构示意图;
18.图4是本实用新型的第二折弯模结构示意图;
19.图5是本实用新型的第三折弯模结构示意图;
20.图6是本实用新型的第四折弯模结构示意图;
21.图7是八四内弧环的逐次成型示意图;
22.图8是本实用新型的钢带结构示意图。
23.图中:1-上模座、2-下模座、3-中间板、4-定位冲切模、5-第一折弯模、6-压平模、7-第二折弯模、8-第三折弯模、9-第四折弯模、11-上固定板、21-下固定板、41-冲切下模、42-冲切上模、43-定位柱、44-插槽、51-第一折弯下模、52-第一折弯上模、53-第一定位冲头、54-第一定位槽、71-第二折弯下模、72-第二折弯上模、73-第二定位冲头、81-第三折弯下模、82-第三折弯上模、83-第三定位冲头、84-第三定位槽、91-第四折弯下模、92-第四折弯上模、93-第四定位冲头。
【具体实施方式】
24.参阅图1至8,八四内弧环成型模具,包括上模座1和下模座2,下模座2上设有下固定板21,上模座1上设有上固定板11,所述上固定板11的下方设有中间板3,所述中间板3与上模座1之间通过弹簧连接,上模座1和下模座2之间依次有定位冲切模4、第一折弯模5、压平模6、第二折弯模7、第三折弯模8和第四折弯模9,所述定位冲切模4包括安装在下固定板21上的定位冲切下模41和安装在上固定板11上的定位冲切上模42,定位冲切上模42上设有两把第一裁切刀,第一裁切刀的外侧设有定位柱43,定位冲切下模41的外侧设有与所述定位柱43相匹配的插槽44,压平模6和第二折弯模7之间设有第二裁切刀,第三折弯模8和第四折弯模9之间设有切断刀,所述第一折弯模5包括安装在下固定板21上的第一折弯下模51、安装在中间板3上的第一折弯上模52和安装在上固定板11上的第一定位冲头53,第一折弯下模51上设有与第一定位冲头53相匹配的第一定位槽54,所述第二折弯模7包括安装在下固定板21上的第二折弯下模71、安装在中间板3上的第二折弯上模72和安装在上固定板11上的第二定位冲头73,第二折弯下模71上设有与第二定位冲头73相匹配的第二定位槽74,
所述第三折弯模8包括安装在下固定板21上的第三折弯下模81、安装在中间板3上的第三折弯上模82和安装在上固定板11上的第三定位冲头83,第三折弯下模81上设有与第三定位冲头83相匹配的第三定位槽84,所述第四折弯模9包括安装在下固定板21上的第四折弯下模91、安装在中间板3上的第四折弯上模92和安装在上固定板11上的第四定位冲头93。
25.本实用新型工作过程:
26.本实用新型在工作过程中,钢带先进入定位冲切模4中,定位冲切模4通过两侧的定位柱43插入插槽44中,对钢带进行定位冲切,在钢带上冲压出两排弧形条并裁切钢带的两侧,钢带的中间部位不切断,得到图7中形态一的钢带,接着钢带进入第一折弯模5中,第一定位冲头53对钢带上的弧形条进行定位,第一折弯模将钢带向外弯折,同时第一定位冲头53冲出最外侧的内弧条;变成形态二;然后钢带进入压平模中,将钢带压平,裁切刀裁切钢带的两侧,中间不切断,变成形态三;接着钢带进入第二弯折模7中,对钢带进行定位并向内弯折,变成形态四;随后钢带进入第三折弯模8,变成形态五,最后进入第四折弯模变成形态六,由切断刀将钢带的中间连接部分切断,得到成品。
27.上述实施例是对本实用新型的说明,不是对本实用新型的限定,任何对本实用新型简单变换后的方案均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1