一种电感线的焊锡成型治具的制作方法
本技术涉及焊锡,具体涉及一种电感线的焊锡成型治具。
背景技术:
1、在磁环电感以及变压器行业,通常是采用漆包线或者利兹线进行作业。其中,对于漆包线或者利兹线而言,通常需要进行焊接处理。
2、就目前而言,通常是采用人工焊接的方式对漆包线或者利兹线进行焊接,其在焊接过程中所产生的焊点大小难以控制。当焊接所产生焊点过大时,导致漆包线或者利兹线难以穿过安装板。或者,焊接所产生的焊接过小时,导致漆包线或者利兹线的焊接强度不足,导致产品的质量差。因此,需要一种电感线的焊锡成型治具,以改善焊点过大的问题。
技术实现思路
1、鉴于以上现有技术的缺点,本实用新型的目的在于提供一种电感线的焊锡成型治具,以改善现有的电感线在焊接过程中焊点过大,导致难以穿板的问题。
2、为实现上述目的及其它相关目的,本实用新型提供一种电感线的焊锡成型治具,其包括:
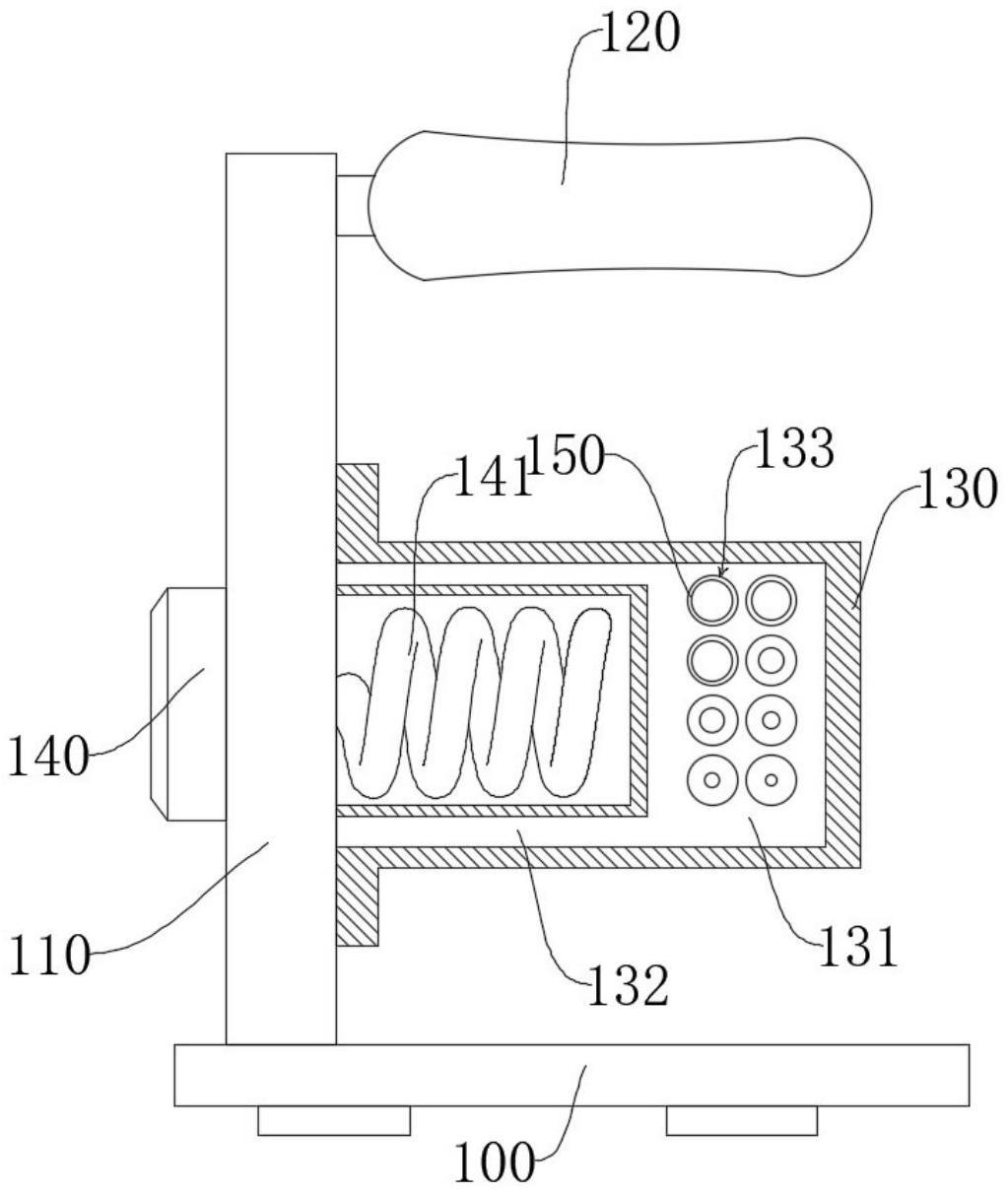
3、底座;支架,是位于所述底座上,且所述支架与所述底座之间固定连接;安装块,固定连接在所述支架上,且所述安装块上开设有多个通孔;以及多个拉线管,所述拉线管是位于所述通孔内,且所述拉线管的端部为圆角;其中,所述安装块内连接有加热模块。
4、在本实用新型一方案中,所述安装块内开设有储液腔和加热腔;其中所述加热模块位于所述加热腔内,以及所述储液腔内设置有加热液。
5、在本实用新型一方案中,所述加热模块包括:
6、加热基座,与所述支架固定连接;以及
7、加热管,与所述加热基座固定连接,其中所述加热管为螺旋状,且所述加热管位于所述加热腔内。
8、在本实用新型一方案中,所述拉线管内开设有管体,且所述管体包括圆柱部和圆锥部。
9、在本实用新型一方案中,所述圆锥部的小直径端与所述圆柱部连接,以及所述圆角是位于所述圆锥部的大直径端。
10、在本实用新型一方案中,多个所述拉线管的外径相同,以及多个所述拉线管所对应的所述圆柱部的直径不同。
11、在本实用新型一方案中,还包括把手,其固定连接在所述支架上。
12、综上所述,本实用新型公开一种电感线的焊锡成型治具,电感线是通过圆锥部的大直径一端进入管体内,以及通过圆锥部的的圆锥面对电感线上的焊点进行塑性处理,直至电感线上的焊点与圆柱部的直线相同,可极大提高对于电感线的塑性效果。
13、其中,螺旋结构的加热管可提高对于加热腔的加热效果,且加热腔内所获取热量沿着加热腔的侧壁传递至储液箱内。进而通过加热液对拉线管进行加热,以便于对电感线进行塑性。
14、因此,可有效改善现有电感线在焊接过程中焊点过大,导致难以穿板的问题。
技术特征:
1.一种电感线的焊锡成型治具,其特征在于,包括:
2.根据权利要求1所述的电感线的焊锡成型治具,其特征在于,所述安装块(130)内开设有储液腔(131)和加热腔(132);其中所述加热模块位于所述加热腔(132)内,以及所述储液腔(131)内设置有加热液。
3.根据权利要求2所述的电感线的焊锡成型治具,其特征在于,所述加热模块包括:
4.根据权利要求1所述的电感线的焊锡成型治具,其特征在于,所述拉线管(150)内开设有管体,且所述管体包括圆柱部(170)和圆锥部(160)。
5.根据权利要求4所述的电感线的焊锡成型治具,其特征在于,所述圆锥部(160)的小直径端与所述圆柱部(170)连接,以及所述圆角(180)是位于所述圆锥部(160)的大直径端。
6.根据权利要求4所述的电感线的焊锡成型治具,其特征在于,多个所述拉线管(150)的外径相同,以及多个所述拉线管(150)所对应的所述圆柱部(170)的直径不同。
7.根据权利要求1所述的电感线的焊锡成型治具,其特征在于,还包括把手(120),其固定连接在所述支架(110)上。
技术总结
本技术提供一种电感线的焊锡成型治具,具体涉及焊锡技术领域。其包括:底座;支架,是位于所述底座上,且所述支架与所述底座之间固定连接;安装块,固定连接在所述支架上,且所述安装块上开设有多个通孔;以及多个拉线管,所述拉线管是位于所述通孔内,且所述拉线管的端部为圆角;其中,所述安装块内连接有加热模块。本技术可有效改善现有的电感线在焊接过程中焊点过大,导致难以穿板的问题。
技术研发人员:张长涛
受保护的技术使用者:安徽龙磁新能源技术有限公司
技术研发日:20221104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!