一种齿条的自动装夹装置的制作方法
本技术涉及齿条加工设备,具体涉及齿条加工设备中的用于齿条装夹的装置。
背景技术:
1、在齿条加工过程中,如何将齿条定位并锁紧在加工机台上是一个关键技术。现有的加工技术多数采用螺钉压板的形式,通过螺钉将齿条锁紧在加工机台上。但是这一过程往往依靠工人手动将齿条放在机加工台上,定位后按顺序锁紧螺钉,因此存在以下缺陷:
2、一、无法同时对多个螺钉进行锁紧,逐个手工锁紧会导致齿条受力不均匀,从而导致齿条产生应力集中,减少齿条使用寿命。
3、二、随着加工精度要求的提高,传统人工操作对齿条的安装定位以无法满足高精度加工下的定位要求。
4、三、人工装夹齿条效率低下。
5、因此,如何解决上述现有技术存在的不足,便成为本实用新型所要研究解决的课题。
技术实现思路
1、本实用新型的目的是提供一种齿条的自动装夹装置。为达到上述目的,本实用新型采用的技术方案是:
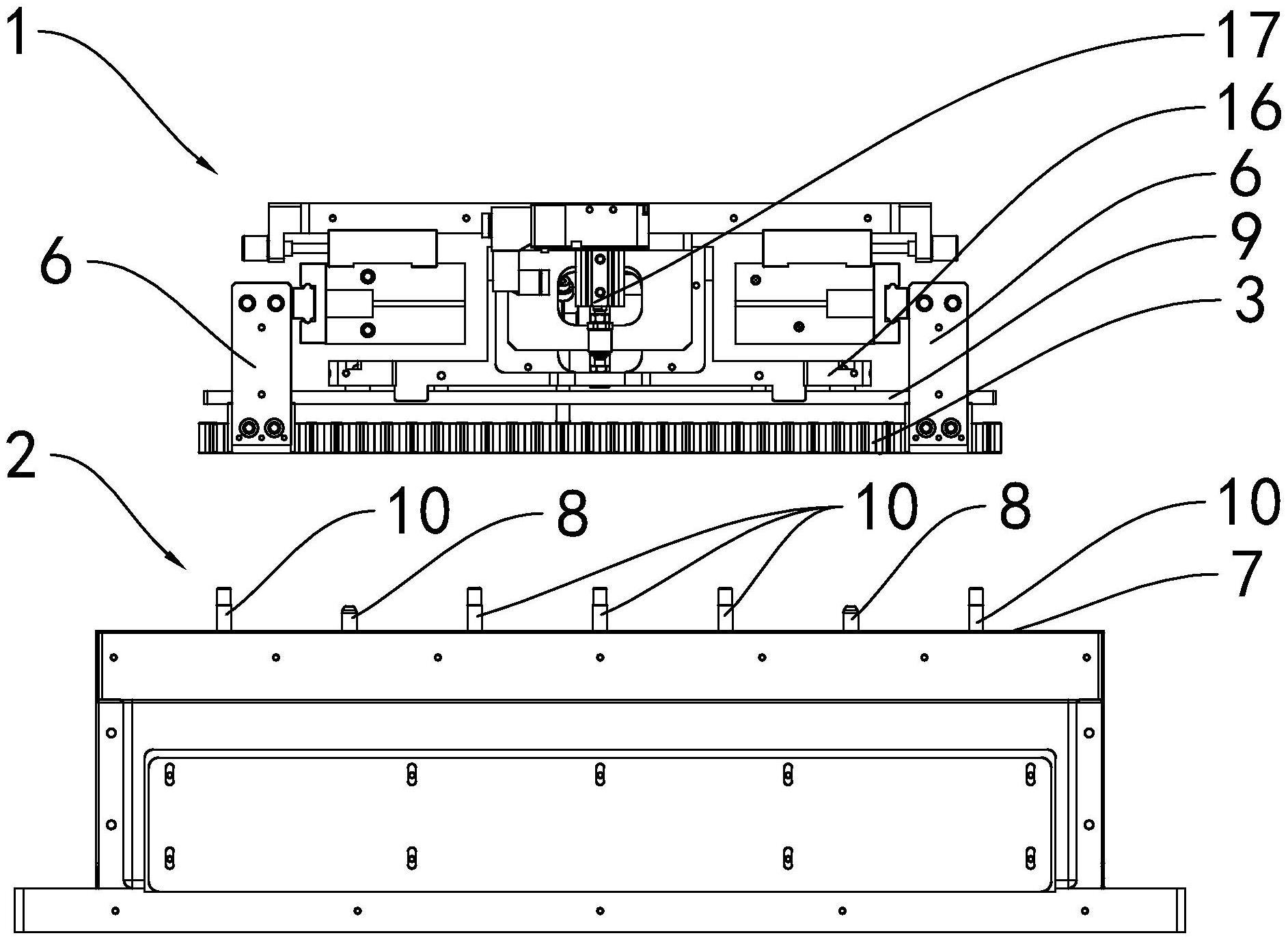
2、一种齿条的自动装夹装置,具有取件状态和装夹状态,自动装夹装置包括齿条夹取组件、齿条安装组件和螺母条;
3、所述齿条夹取组件包括用于夹取齿条和螺母条的夹取结构,还包括用于将齿条和螺母条限位于夹取结构中的限位结构;且在所述取件状态下,所述螺母条位于所述齿条的上方;
4、所述齿条安装组件包括用于定位齿条的齿条定位部,该齿条定位部对应一加工设备中的齿条加工工位设置;
5、所述齿条安装组件还包括数个螺钉以及用于驱动各所述螺钉旋转上升的驱动机构,且各螺钉均沿竖直方向穿设于所述齿条定位部中;
6、所述齿条上对应所述螺钉的数量与布局设有多个通孔,所述螺母条上对应各所述通孔开设有多个螺纹孔;
7、在所述装夹状态下,所述齿条定位于所述齿条定位部中,所述螺母条叠放于齿条上方,且螺母条的各螺纹孔与齿条的各通孔沿上下方向一一对位;所述驱动机构驱动螺钉由下向上穿过所述通孔并伸入螺纹孔中锁附定位,进而通过螺母条将所述齿条夹紧定位于所述齿条加工工位中。
8、优选地,所述夹取结构包括数对夹爪;各对所述夹爪分别对应所述齿条长度方向的两端以及所述螺母条长度方向的两端设置。
9、优选地,所述夹取结构包括数对夹爪和电磁铁;各对所述夹爪分别对应所述齿条长度方向的两端设置,所述电磁铁对应所述螺母条设置。
10、优选地,所述夹取结构还包括升降气缸;
11、所述装夹状态下,所述升降气缸作用于所述螺母条上以推动螺母条脱离电磁铁。
12、优选地,所述限位结构包括螺母条定位销和齿条定位块;所述螺母条上对应所述螺母条定位销开设有螺母条定位孔,所述齿条定位块对应齿条设有齿槽;
13、所述取件状态下,所述螺母条定位销穿设在螺母条定位孔中,所述齿条定位块的齿槽嵌设在所述齿条中,以此将齿条和螺母条定位在所述齿条夹取组件中。
14、优选地,所述齿条定位部包括定位板和齿条定位销;所述定位板设置在所述齿条加工工位上,所述齿条定位销竖直设置在所述定位板上,所述齿条对应齿条定位销的数量与布局开设有多个齿条定位孔;
15、所述装夹状态下,所述齿条下侧贴设于所述定位板上,所述齿条定位销穿设在所述齿条定位孔中。
16、优选地,所述驱动机构包括电机和减速器;所述减速器数量与布局与所述螺钉一致,所述电机数量与布局与减速器一致,每个电机与对应的减速器传动连接,每个减速器与对应的螺钉定位连接。
17、优选地,所述电机与对应的所述减速器之间通过带传动连接,所述减速器的输出端对应所述螺钉设有扳手头,各个螺钉下端定位于对应的减速器的扳手头中。
18、优选地,所述扳手头中设有弹簧,所述弹簧弹性作用于所述螺钉与所述扳手头之间,使所述螺钉保持向上的运动趋势。
19、优选地,所述齿条夹取组件上还设有吹气喷嘴。
20、上述技术方案中的有关内容解释如下:
21、1.上述方案中,所述夹取结构可以是仅仅包括数对夹爪,取件状态下,由夹爪同时夹取齿条和螺母条,或者一部分夹爪夹取齿条,一部分夹爪夹取螺母条;
22、所述夹取结构也可以是包括数对夹爪和电磁铁,数对夹爪沿齿条长度方向布置,用于夹持齿条,电磁铁用于吸附螺母条;
23、在取件状态下,螺母条位于齿条上方;螺母条可以是被夹爪夹持,齿条夹取部件带着齿条和螺母条一同朝向齿条安装部件中的齿条夹紧位置移动;在装夹状态下,螺母条通过重力自然下落到齿条上;
24、螺母条也可以是被电磁铁吸附在齿条夹取部件中,装夹状态下,电磁铁停止吸附螺母板,升降气缸向下作用在螺母板上,将螺母板压紧在齿条上。
25、2.上述方案中,所述限位结构包括齿条定位块和螺母条定位销;
26、所述齿条定位块上设有与齿条相配合的齿槽,齿条定位块固设在所述夹取结构上,即固设在夹爪上,当夹爪夹取齿条时,齿条与齿条定位块相互嵌合实现对齿条的定位;
27、所述螺母条定位销竖直设置在所述齿条夹取组件中,所述螺母条上对应开设有螺母条定位孔,当夹取结构夹取螺母条时,螺母条定位销穿设在螺母条定位孔中,实现对螺母条的定位。
28、3.上述方案中,所述齿条定位部包括定位板和齿条定位销,定位板设置于齿条加工工位上,齿条定位销至少设有两根,齿条定位销竖直设置在定位板上,齿条中对应齿条定位销开设有齿条定位孔;
29、装夹状态下,齿条下表面与定位板贴合,齿条定位销穿设在齿条定位孔中,以此实现齿条的定位;
30、所述齿条定位部还可以是定位槽或者设有定位挡板的定位板;只要是能够实现齿条定位的结构都可以。
31、4.上述方案中,各个螺钉在驱动机构的驱动下,同时旋转上升,同时锁紧齿条,这样就避免了齿条受力不均匀产生应力集中,减少齿条变形从而提高加工精度,并且各螺钉同时锁紧能够提升锁紧效率;
32、可以是每个螺钉对应设有单独的电机和减速器,通过控制电机同步启动停止来控制螺钉同步旋转上升,还可以是各个螺钉使用同一电机驱动,电机带动各个减速器同步运行,从而带动各个螺钉同步上升。
33、5.进一步的技术方案,驱动机构包括电机和减速器,电机通与减速器之间为带传动,减速器输出端设有扳手头以带动螺钉;还可以是气动马达驱动减速器的方式来实现螺钉升降。
34、6.进一步的技术方案,所述扳手头和螺钉之间设有弹簧,以此在螺钉上升过程中,弹簧能够对螺钉施加向上的力,使螺钉不下降。
35、7.进一步的技术方案,吹气喷嘴能够吹走齿条加工过程中产生的铁屑和切削液,避免杂物残留导致齿条安装不平稳。
36、本实用新型的工作原理及优点如下:
37、所述齿条的自动装夹装置中,所述驱动机构同步驱动各个所述螺钉,通过螺钉与所述螺母板之间的紧固连接,实现对齿条的同步锁紧,提高装夹效率的同时,也减少了齿条锁紧过程中的应力集中问题;并且这种同步夹紧能够减少齿条夹紧状态的变形程度,继而提高齿条加工的精度。
- 还没有人留言评论。精彩留言会获得点赞!