一种大平台落地式锁螺丝机的制作方法
1.本实用新型涉及大尺寸产品锁螺丝机技术领域,具体涉及一种大平台落地式锁螺丝机。
背景技术:
2.自动锁螺丝机是通过各类电动、气动元器件实现螺丝的自动输送、拧紧、检测等工序,通过设备来简化螺丝紧固工序,达到减少人工数量及减少人工误操作带来的不良因素。
3.现有的锁螺丝机,大多应用于常规的、尺寸较小的产品进行锁付,例如手机壳、平板电脑等;但对于较大尺寸的产品锁付时,受现有锁螺丝机加工条件限制,无法实现输送并由锁螺丝装置进行锁付螺丝,而人工锁付螺丝的效率较低、容易存在局部遗漏锁付等问题。
技术实现要素:
4.为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种大平台落地式锁螺丝机。
5.本实用新型的目的通过下述技术方案实现:一种大平台落地式锁螺丝机,包括落地机架、设置于落地机架的工作平台、连接于工作平台的移载加工装置、连接于工作平台并靠近移载加工装置末端的y轴向驱动模组、与y轴向驱动模组的输出端连接的支撑滑座、与支撑滑座连接的螺丝供料机、与支撑滑座连接的x轴向驱动模组、以及与x轴向驱动模组的输出端连接的锁螺丝装置,所述锁螺丝装置用于对移载加工装置的产品锁付螺丝,所述螺丝供料机用于向锁螺丝装置供螺丝,所述移载加工装置包括连接于工作平台的气缸模组、以及与气缸模组的输出端可拆卸连接的定位移载盘,所述定位移载盘用于承载固定产品,所述落地机架开设有用于将产品取放于定位移载盘的产品取放口。
6.优选的,所述定位移载盘包括与所述气缸模组的输出端连接的底板、可拆卸连接于底板的治具、以及可拆卸连接于治具并用于产品定位固定的定位销。
7.优选的,所述大平台落地式锁螺丝机还包括连接于工作平台并用于压紧移载加工装置末端的产品的压料装置。
8.优选的,所述压料装置包括设置于所述定位移载盘两侧的气缸座、连接于气缸座的升降气缸、以及连接于升降气缸输出端的压盖组件。
9.优选的,所述压盖组件包括与所述升降气缸输出端连接的压料架、以及与压料架连接的盖板,所述盖板开设有供产品锁付螺丝的让位通孔。
10.优选的,所述气缸座连接有用于所述压盖组件缓冲下压的油压缓冲器。
11.优选的,所述螺丝供料机为转盘式螺丝机。
12.优选的,所述机架的产品取放口两侧设置有安全光栅。
13.本实用新型的有益效果在于:本实用新型的大平台落地式锁螺丝机,在落地机架开设产品取放口,在工作平台上采用移载加工装置、y轴向驱动模组、支撑滑座、螺丝供料机、x轴向驱动模组和锁螺丝装置,使用时,气缸模组驱动定位移载盘靠近产品取放口,将较
大尺寸产品经由产品取放口放入并固定于定位移载盘,气缸模组驱动定位移载盘靠近y轴向驱动模组,x轴向驱动模组和y轴向驱动模组配合驱动锁螺丝装置沿xy轴向运动以便对较大尺寸产品进行锁付螺丝,锁付完成后,气缸模组驱动定位移载盘靠近产品取放口,将较大尺寸产品经由产品取放口从定位移载盘取出,即完成较大尺寸产品的锁付加工,既避免受现有锁螺丝机加工条件限制而无法实现输送并由锁螺丝装置进行锁付螺丝,又避免人工锁付螺丝的效率较低、容易存在局部遗漏锁付等问题。
附图说明
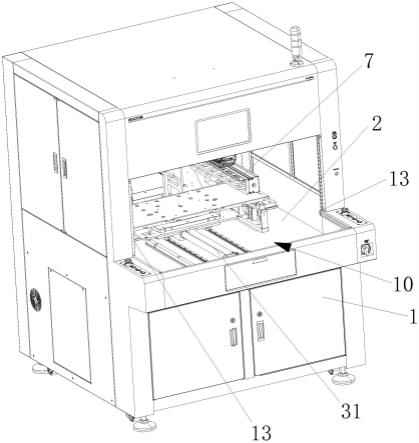
14.图1是本实用新型的结构示意图;
15.图2是本实用新型的局部结构示意图;
16.图3是本实用新型所述移载加工装置的结构示意图;
17.附图标记为:1、落地机架;2、工作平台;3、移载加工装置;31、气缸模组;32、定位移载盘;321、底板;322、治具;323、定位销;4、y轴向驱动模组;5、支撑滑座;6、螺丝供料机;7、x轴向驱动模组;8、锁螺丝装置;9、压料装置;91、气缸座;92、升降气缸;93、压盖组件;931、压料架;932、盖板;10、产品取放口;11、让位通孔;12、油压缓冲器;13、安全光栅。
具体实施方式
18.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
19.如图1-3所示,一种大平台落地式锁螺丝机,包括落地机架1、设置于落地机架1的工作平台2、连接于工作平台2的移载加工装置3、连接于工作平台2并靠近移载加工装置3末端的y轴向驱动模组4、与y轴向驱动模组4的输出端连接的支撑滑座5、与支撑滑座5连接的螺丝供料机6、与支撑滑座5连接的x轴向驱动模组7、以及与x轴向驱动模组7的输出端连接的锁螺丝装置8,所述锁螺丝装置8用于对移载加工装置3的产品锁付螺丝,所述螺丝供料机6用于向锁螺丝装置8供螺丝,所述移载加工装置3包括连接于工作平台2的气缸模组31、以及与气缸模组31的输出端可拆卸连接的定位移载盘32,所述定位移载盘32用于承载固定产品,所述落地机架1开设有用于将产品取放于定位移载盘32的产品取放口10。
20.该大平台落地式锁螺丝机,在落地机架1开设产品取放口10,在工作平台2上采用移载加工装置3、y轴向驱动模组4、支撑滑座5、螺丝供料机6、x轴向驱动模组7和锁螺丝装置8,使用时,气缸模组31驱动定位移载盘32靠近产品取放口10,将较大尺寸产品经由产品取放口10放入并固定于定位移载盘32,气缸模组31驱动定位移载盘32靠近y轴向驱动模组4,x轴向驱动模组7和y轴向驱动模组4配合驱动锁螺丝装置8沿xy轴向运动以便对较大尺寸产品进行锁付螺丝,锁付完成后,气缸模组31驱动定位移载盘32靠近产品取放口10,将较大尺寸产品经由产品取放口10从定位移载盘32取出,即完成较大尺寸产品的锁付加工,既避免受现有锁螺丝机加工条件限制而无法实现输送并由锁螺丝装置8进行锁付螺丝,又避免人工锁付螺丝的效率较低、容易存在局部遗漏锁付等问题。
21.在本实施例中,所述定位移载盘32包括与所述气缸模组31的输出端连接的底板321、可拆卸连接于底板321的治具322、以及可拆卸连接于治具322并用于产品定位固定的定位销323。
22.采用上述技术方案,可根据产品结构规格的不同,更换对应规格的治具322以及在治具322安装定位销323对产品定位。
23.在本实施例中,所述大平台落地式锁螺丝机还包括连接于工作平台2并用于压紧移载加工装置3末端的产品的压料装置9。
24.进一步的,所述压料装置9包括设置于所述定位移载盘32两侧的气缸座91、连接于气缸座91的升降气缸92、以及连接于升降气缸92输出端的压盖组件93。
25.采用上述技术方案,加工过程中,升降气缸92驱动压盖组件93下压,以便压紧产品,避免产品异位或锁螺丝装置8锁付完成时随螺丝轻微抬升产品而影响加工。
26.在本实施例中,所述压盖组件93包括与所述升降气缸92输出端连接的压料架931、以及与压料架931连接的盖板932,所述盖板932开设有供产品锁付螺丝的让位通孔11。
27.采用上述技术方案,升降气缸92驱动压料架931升降,压料架931带动盖板932升降;设置的让位通孔11,有利于锁螺丝装置8贯穿让位通孔11对产品锁付螺丝。
28.在本实施例中,所述气缸座91连接有用于所述压盖组件93缓冲下压的油压缓冲器12。
29.采用上述技术方案,压盖组件93下压过程中受油压缓冲器12缓冲,避免压盖组件93直接下压与产品碰撞而导致产品受损。
30.在本实施例中,所述螺丝供料机6为转盘式螺丝机。
31.进一步的,转盘式螺丝机型号可选mks1069-c。
32.在本实施例中,所述机架的产品取放口10两侧设置有安全光栅13。
33.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本实用新型构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1