一种灯丝支架上料焊接装置的制作方法
1.本实用新型涉及灯丝生产领域,具体涉及一种灯丝支架上料焊接装置。
背景技术:
2.灯丝支架焊接,是将灯丝支架与钼片连接的一道重要工序,将灯丝支架焊接在与灯脚连接的钼片上,才能组成完整的灯丝支架组件,在灯丝支架组件中,灯脚的一侧焊接有钼片,钼片与灯丝之间的金属丝棒为灯丝支架;灯丝支架组件的形状各不相同,但使用的灯丝支架上料焊接装置相同,本实用新型生产的灯丝支架组件如图8所示。
3.灯丝支架上料焊接装置,是一种安装在转盘式灯丝点焊机上的装置,例如专利号为cn201521063522.2所公开的一种凸轮式全自动灯丝点焊机所示,支架上料机构包括将支架放卷并送到工位夹具的上的支架放卷机构、打开工位夹具的开夹机构和将灯丝剪断的剪切机构。在该技术方案中,支架放卷机构将金属丝送至焊接结构,灯丝支架焊接完成后通过切断结构将灯丝切断,但是在金属丝离开支架放卷机构时,金属丝会自带一定的弯曲,支架放卷机构到焊接结构之间需要通过运输,在运输过程中受到拉力使金属丝恢复一定的平直,但拉力的大小不足以使金属丝完全恢复平直,金属丝通过剪切后仍不可避免地存在一定翘曲,当这种带翘曲的灯丝支架焊接在钼片上后,导致灯丝的整体制造质量也受到影响。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供一种灯丝支架上料焊接装置。
5.本实用新型解决其技术问题所采取的技术方案是:
6.一种灯丝支架上料焊接装置,包括机台,所述机台上设有上料结构、用于将排列好的灯丝支架送去焊接的运输结构和将灯丝支架与钼片进行焊接的焊接结构,所述焊接结构位于上料结构的后方,所述运输结构位于上料结构与焊接结构之间,所述上料结构包括直线震动器、圆震分筛器和上料分筛件,所述直线震动器上设有上料导轨,所述上料导轨靠近运输结构一端设有上料输出口,所述圆震分筛器内壁安装有螺旋分筛槽,所述圆震分筛器安装在直线震动器的前方,所述上料导轨靠近圆震分筛器一端设有上料输入口,所述上料分筛件位于上料输入口与螺旋分筛槽的输出端之间,所述上料分筛件的顶部设有将灯丝支架逐一送出的支架筛选槽,所述上料分筛件上设有位于所述支架筛选槽两侧的落料斜面。
7.在本实用新型中,所述运输结构包括运输滑轨、运输滑块、运输气缸、运输夹具和限位机构,所述运输滑轨通过第一安装座安装在机台上,所述运输滑块活动安装在运输滑轨上,所述运输气缸通过第二安装座安装在机台上,所述运输气缸的动作输出端与运输滑块连接,所述运输滑块顶部设有夹具平台,所述运输夹具安装在夹具平台上,限位机构通过第三安装座安装在机台上,所述限位机构位于上料输出口的后方。
8.在本实用新型中,所述运输夹具包括固定夹臂、活动夹臂、夹臂夹紧气缸、复位弹簧、夹臂固定座和旋转轴,所述夹臂固定座安装在夹具平台上,所述固定夹臂和旋转轴均安装在夹臂固定座上,所述活动夹臂中部安装在旋转轴上,所述夹臂夹紧气缸安装在夹具平
台上,所述夹臂夹紧气缸的动作输出端与活动夹臂连接,所述复位弹簧两端分别连接夹具平台和活动夹臂。
9.在本实用新型中,所述限位机构包括升降气缸和限位挡块,所述升降气缸安装在支架上,所述限位挡块安装在升降气缸的动作输出端,所述限位挡块与上料输出口相对应。
10.在本实用新型中,所述焊接结构包括下电极部件、点焊头部件和双向气缸,所述双向气缸通过第四安装座安装在机台上,所述下电极部件安装在双向气缸的下动作输出端,所述点焊头部件安装在双向气缸的上动作输出端,所述下电极部件包括下电极平台和下电极,所述下电极平台与双向气缸的下动作输出端连接,所述下电极安装在下电极平台上,所述点焊头部件包括点焊头平台和点焊头,所述点焊头平台与双向气缸的上动作输出端连接,所述点焊头安装在点焊头平台上。
11.本实用新型的有益效果是:本实用新型的上料结构包括直线震动器和圆震分筛器,通过预先将平直的金属丝裁剪为等长的灯丝支架,灯丝支架放入到圆震分筛器内,并通过圆震分筛器、上料分筛件和直线震动器分筛逐一送出,然后由运输结构运输到焊接结构进行焊接,让本实用新型利用上料结构代替支架放卷机构的方式,避免了采用支架放卷机构输送金属丝存在的金属丝翘曲问题,从而达到保证灯丝整体制造质量的目的。
附图说明
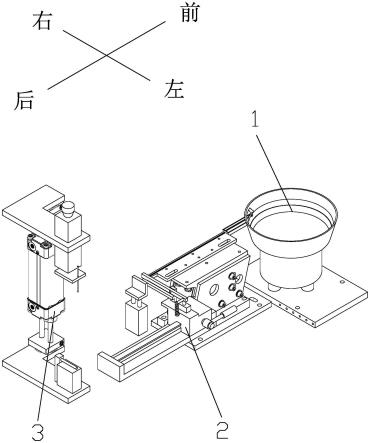
12.图1为本实施例结构示意图;
13.图2为本实施例正视图;
14.图3为运输结构示意图;
15.图4为运输夹具和限位机构示意图;
16.图5为上料结构示意图;
17.图6为上料分筛件剖视图;
18.图7为焊接结构示意图;
19.图8为灯丝支架组件结构示意图。
20.其中,100为灯脚,200为钼片,300为灯丝支架。
具体实施方式
21.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
22.如图1至图7所示,一种灯丝支架上料焊接装置,包括机台,机台为转盘式灯丝点焊机的机台,所述机台上设有上料结构1、用于将排列好的灯丝支架送去焊接的运输结构2和将灯丝支架与钼片进行焊接的焊接结构3,所述焊接结构3位于上料结构1的后方,所述运输结构2位于上料结构1与焊接结构3之间,所述上料结构1包括直线震动器11、圆震分筛器12和上料分筛件13,所述直线震动器11上设有上料导轨111,所述上料导轨111上设有输送导槽,上料导轨111的输送导槽仅能容纳一根圆柱状的灯丝支架通过;所述上料导轨111靠近运输结构2一端设有上料输出口112,上料输出口112为输送导槽的出口,所述圆震分筛器12内壁安装有螺旋分筛槽121,所述圆震分筛器12安装在直线震动器11的前方,所述上料导轨111靠近圆震分筛器12一端设有上料输入口113,上料输入口113为输送导槽的入口,所述上
料分筛件13位于上料输入口113与螺旋分筛槽121的输出端之间,所述上料分筛件13的顶部设有将灯丝支架逐一送出的支架筛选槽131,所述上料分筛件13上设有位于所述支架筛选槽131两侧的落料斜面。
23.工作时,灯丝支架在圆震分筛器12沿着螺旋分筛槽121向上移动,因为圆震分筛器12的震动,灯丝支架均靠在圆震分筛器12的内壁,灯丝支架的朝向大致与螺旋分筛槽121相切;灯丝支架到达螺旋分筛槽121的输出端后,落在上料分筛件13顶部,由于位于上料分筛件13顶部的支架筛选槽131仅有一条灯丝支架宽,除支架筛选槽131外的上料分筛件13顶部均为落料斜面,落在落料斜面的灯丝支架将返回到圆震分筛器12的底部,落在支架筛选槽131内的灯丝支架通过上料输入口113进入到上料导轨111的输送导槽内。
24.进一步地,所述运输结构2包括运输滑轨21、运输滑块22、运输气缸23、运输夹具24和限位机构25,所述运输滑轨21通过第一安装座安装在机台上,所述运输滑块22活动安装在运输滑轨21上,所述运输气缸23通过第二安装座安装在机台上,所述运输气缸23的动作输出端与运输滑块22连接,所述运输滑块22顶部设有夹具平台221,所述运输夹具24安装在夹具平台221上,限位机构25通过第三安装座安装在机台上,所述限位机构25位于上料输出口112的后方。
25.进一步地,所述运输夹具24包括固定夹臂241、活动夹臂242、夹臂夹紧气缸243、复位弹簧244、夹臂固定座245和旋转轴246,所述夹臂固定座安装在夹具平台上,所述固定夹臂241和旋转轴246均安装在夹臂固定座245上,所述活动夹臂242中部安装在旋转轴246上,所述夹臂夹紧气缸243安装在夹具平台221上,所述夹臂夹紧气缸243的动作输出端与活动夹臂242连接,所述复位弹簧244两端分别连接夹具平台221和活动夹臂242。
26.进一步地,所述限位机构25包括升降气缸251和限位挡块252,所述升降气缸251安装在支架上,所述限位挡块252安装在升降气缸251的动作输出端,所述限位挡块252与上料输出口112相对应。
27.工作时,上料导轨111内的灯丝支架从上料输出口112往外界移动,升降气缸251的动作输出端带动限位挡块252上升,限位挡块252限制灯丝支架的位置,随后位于上料输出口112处的运输夹具24夹取灯丝支架;在此过程中,夹臂夹紧气缸243的动作输出端向上移动,活动夹臂242围绕着旋转轴246进行旋转,活动夹臂242靠近固定夹臂241的一端向灯丝支架方向转动,直至活动夹臂242和固定夹臂241配合将灯丝支架夹紧为止;运输夹具24夹取灯丝支架后,升降气缸251的动作输出端复位,限位挡块252下降,为运输夹具24的移动留出空间;运输气缸23的动作输出端推动运输滑块22,运输滑块22带动运输夹具24往焊接结构3方向移动。
28.进一步地,所述焊接结构3包括下电极部件31、点焊头部件32和双向气缸33,所述双向气缸33通过第四安装座安装在机台上,所述下电极部件31安装在双向气缸33的下动作输出端,所述点焊头部件32安装在双向气缸33的上动作输出端,所述下电极部件31包括下电极平台311和下电极312,所述下电极平台311与双向气缸33的下动作输出端连接,所述下电极313安装在下电极平台312上,所述点焊头部件32包括点焊头平台321和点焊头322,所述点焊头平台321与双向气缸33的上动作输出端连接,所述点焊头322安装在点焊头平台321上。
29.工作时,运输夹具24移动到靠近焊接结构3一侧,灯丝支架到达灯丝支架的焊接
点,双向气缸33的上下动作输出端均同时向中部复位,下电极平台311带动下电极312往焊接点底部移动,点焊头平台321带动点焊头322往焊接点顶部移动;当下电极312和点焊头322移动到位时,下电极312和点焊头322通电对灯丝支架与钼片进行焊接,焊接完成后,灯丝支架固定在灯丝支架上形成灯丝支架组件;当焊接完成后,夹臂夹紧气缸243复位,复位弹簧244带动活动夹臂242复位转动,运输夹具24松开灯丝支架组件,运输气缸23的导致输出端带动运输滑块22复位,运输滑块22带动运输夹具24远离灯丝支架组件;双向气缸33的上下动作输出端同时带动点焊头平台321和下电极平台311远离灯丝支架组件,下电极平台311带动下电极312移动到极限位置,点焊头平台321带动点焊头322移动到极限位置。
30.以上所述仅为本实用新型的优选实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1