一种孔塞子加工刀具的制作方法
本申请属于隔热砖加工领域,具体涉及一种孔塞子加工刀具。
背景技术:
1、孔塞砖是窑炉上常用的砖具,孔塞子与孔塞砖相配合使用,孔塞子是两个相连的大小不一的圆柱结构,现有技术生产时,是通过摇臂钻首先用内径大的钻头加工出圆柱体,再使用内径小的钻头加工出小的圆柱体,最后再进行粘接,但粘连后同心率偏差较大,合格率低。
2、针对上述问题,需要提出一种孔塞子加工刀具。
技术实现思路
1、为解决上述问题,本申请提出一种孔塞子加工刀具,该申请的最大特点为将同一个刀具上分别设置有主刀头与副刀片,使孔塞子的两端同时加工,提高了同心率。
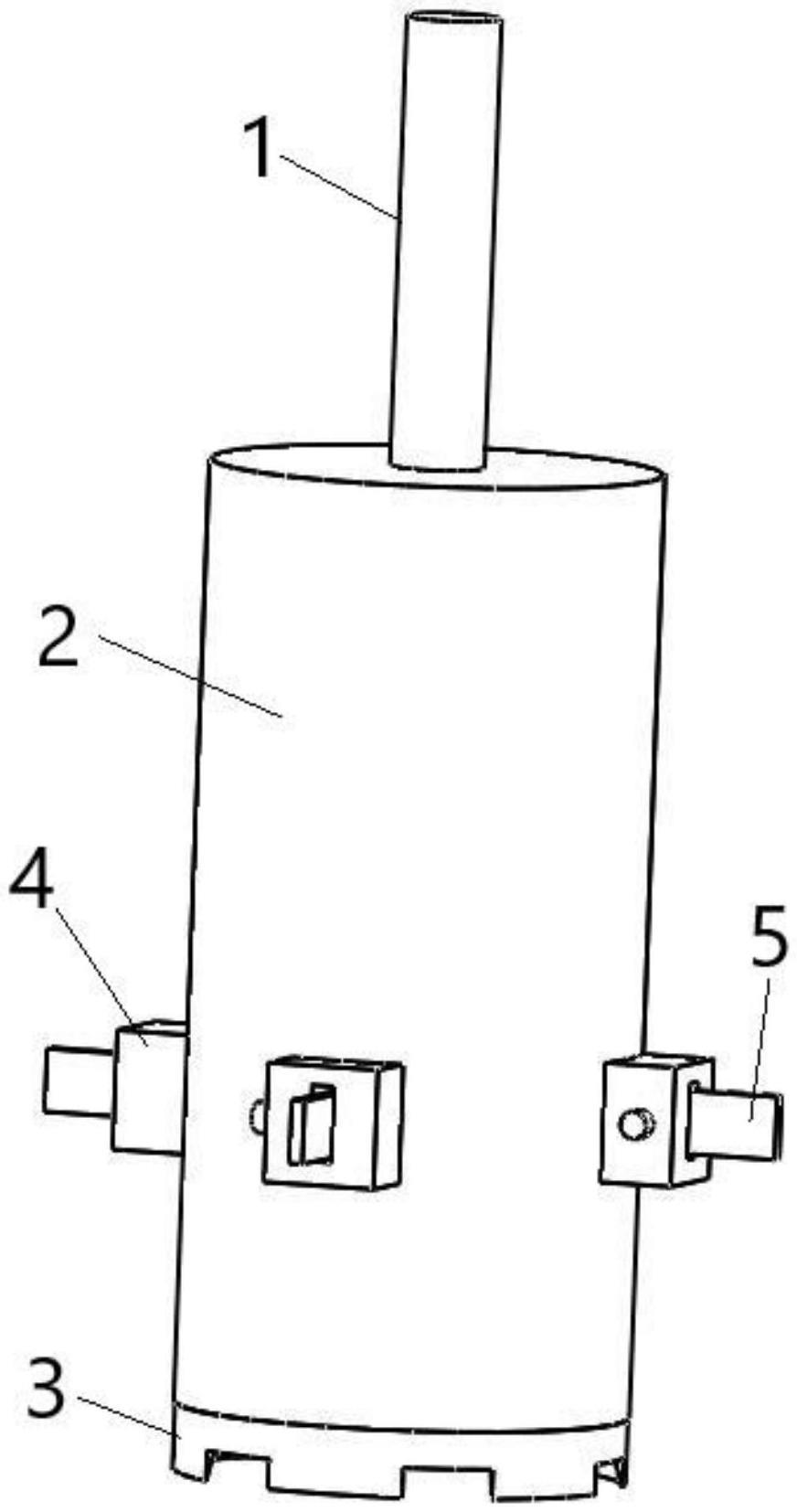
2、一种孔塞子加工刀具,该刀具包括刀柄,刀柄连接有刀筒,刀筒呈下部敞口状,刀筒的敞口端设置有主刀头,主刀头为与刀筒直径相同的环形刀,刀筒的下部筒壁上固定有至少三个固刀件,固刀件呈矩形,固刀件上设置有通向刀筒内部的刀孔,刀孔内固定有副刀片。
3、刀柄为莫式4号锥柄,刀柄为现有的标准刀柄。
4、刀筒上设置有4个固刀件,四个固刀件之间各呈90°夹角分布;当然也可以是三个,若是三个则固刀件之间的角度为120°,也可以是六个固刀件,固定有六把副刀片。
5、刀筒长为200mm~210mm;刀筒的直径为50mm~55mm;可以做很多不同规格的刀筒,当需要用到所需规格的刀筒时直接更换。
6、固刀件到主刀头的距离为70mm。
7、副刀片为长方形,副刀片长度不小于70mm,宽度不小于16mm,厚度不小于5mm;副刀片的厚度不宜太薄,防止切割时刀片崩坏。
8、固刀件侧面设置有螺孔,螺孔内有紧固螺丝。
9、副刀片可以较长,但是不能太短,副刀片通过紧固螺丝固定于固刀件上,可以调节刀片进入刀筒的长度,需要调节时,松开紧固螺丝用手将副刀片向前后移动,调整到所需位置后再拧紧紧固螺丝。
10、刀筒上设置有竖直的开槽,固刀件的底面处向两侧延伸出两个“凹”形的夹片,夹片分别夹持在刀筒开槽的两边缘处,夹片外侧壁上设置有螺孔,螺孔内有紧固螺丝;此结构使固刀件的高度可以调节,便可以加工出不同规格的孔塞子。
11、主刀头为闭合的环形刀片,主刀头的下底部分布有6个宽度小于主刀头宽度的刀槽;开有刀槽防止应力集中。
12、本申请的有益效果在于:同时设置有主刀头与副刀片,加工时,孔塞子的大头与小头同时加工,无须再度粘接,提高了同心率。
技术特征:
1.一种孔塞子加工刀具,其特征在于,该刀具包括刀柄,刀柄连接有刀筒,刀筒呈下部敞口状,刀筒的敞口端设置有主刀头,主刀头为与刀筒直径相同的环形刀,刀筒的下部筒壁上固定有至少三个固刀件,固刀件呈矩形,固刀件上设置有通向刀筒内部的刀孔,刀孔内固定有副刀片。
2.根据权利要求1所述的一种孔塞子加工刀具,其特征在于,刀柄为莫式4号锥柄。
3.根据权利要求1所述的一种孔塞子加工刀具,其特征在于,刀筒上设置有4个固刀件,四个固刀件之间各呈90°夹角分布。
4.根据权利要求1所述的一种孔塞子加工刀具,其特征在于,刀筒长为200mm~210mm;刀筒的直径为50mm~55mm。
5.根据权利要求1所述的一种孔塞子加工刀具,其特征在于,固刀件到主刀头的距离为70mm。
6.根据权利要求1所述的一种孔塞子加工刀具,其特征在于,副刀片为长方形,副刀片长度不小于70mm,宽度不小于16mm,厚度不小于5mm。
7.根据权利要求1所述的一种孔塞子加工刀具,其特征在于,刀筒上设置有竖直的开槽,固刀件的底面处向两侧延伸出两个“凹”形的夹片,夹片分别夹持在刀筒开槽的两边缘处,夹片外侧壁上设置有螺孔,螺孔内有紧固螺丝。
8.根据权利要求1所述的一种孔塞子加工刀具,其特征在于,主刀头为闭合的环形刀片,主刀头的下底部分布有6个宽度小于主刀头宽度的刀槽。
9.根据权利要求1所述的一种孔塞子加工刀具,其特征在于,固刀件侧面设置有螺孔,螺孔内有紧固螺丝。
技术总结
本申请属于隔热砖加工领域,具体涉及一种孔塞子加工刀具,该刀具包括刀柄,刀柄连接有刀筒,刀筒呈下部敞口状,刀筒的敞口端设置有主刀头,主刀头为与刀筒直径相同的环形刀,刀筒的下部筒壁上固定有至少三个固刀件,固刀件呈矩形,固刀件上设置有通向刀筒内部的刀孔,刀孔内固定有副刀片。本申请的有益效果在于:同时设置有主刀头与副刀片,加工时,孔塞子的大头与小头同时加工,无须再度粘接,提高了同心率。
技术研发人员:张建华
受保护的技术使用者:山东诠道科技有限公司
技术研发日:20221115
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!