一种换向器冲压前钩定位校正装置的制作方法
本技术涉及换向器加工,具体涉及一种换向器冲压前钩定位校正装置。
背景技术:
1、现有换向器铜壳冲压类似模具,无前钩定位装置,在正常稳定生产情况下,铜壳前钩出现钩宽尺寸不稳定,钩歪变形风险,通过人工肉眼、测量等方式无法100%检测出不良缺陷,导致铜壳不良品流到后工序,压制成型时,铜壳前钩装入压制成型模具时,产生定位偏移,前钩侧面压伤、变形,成型后脱料困难,如强行机械脱料时,出现模具损坏,导致该个产品不良、报废。
2、上述模具没有定位装置,在成型步骤也没有校正前钩装置,在冲压成型过程中,料带随着尺寸的偏移、前钩变形,导致成品铜壳圆度及外径尺寸无法满足加工精度要求,造成铜壳接缝口极差不良现象,导致后工序铣下刻时,铣槽槽口偏,铣到钩内壁铣不穿,产生露铜和钩槽夹角尺寸、性能测试,无法满足客户图纸尺寸要求,从而导致成品不良上升、报废。
技术实现思路
1、为了克服上述的技术问题,本实用新型的目的在于提供一种换向器冲压前钩定位校正装置,通过在冲前钩冲头一侧增加定位齿和在成型冲头一侧增加校正板,对铜壳料片进行定位,避免铜壳料片在冲压时前钩钩宽出现变化,提高冲压的稳定性,避免铜壳料片进入到切断下模上出现歪斜和冲压后接缝质量差的问题,同时使铜壳料片在进入到切断下模时,可以顺畅装入,避免铜壳料片不脱料、压伤铜壳和模具损坏等现象,大幅度降低了模具维修成本和人力物力的浪费。
2、本实用新型的目的可以通过以下技术方案实现:
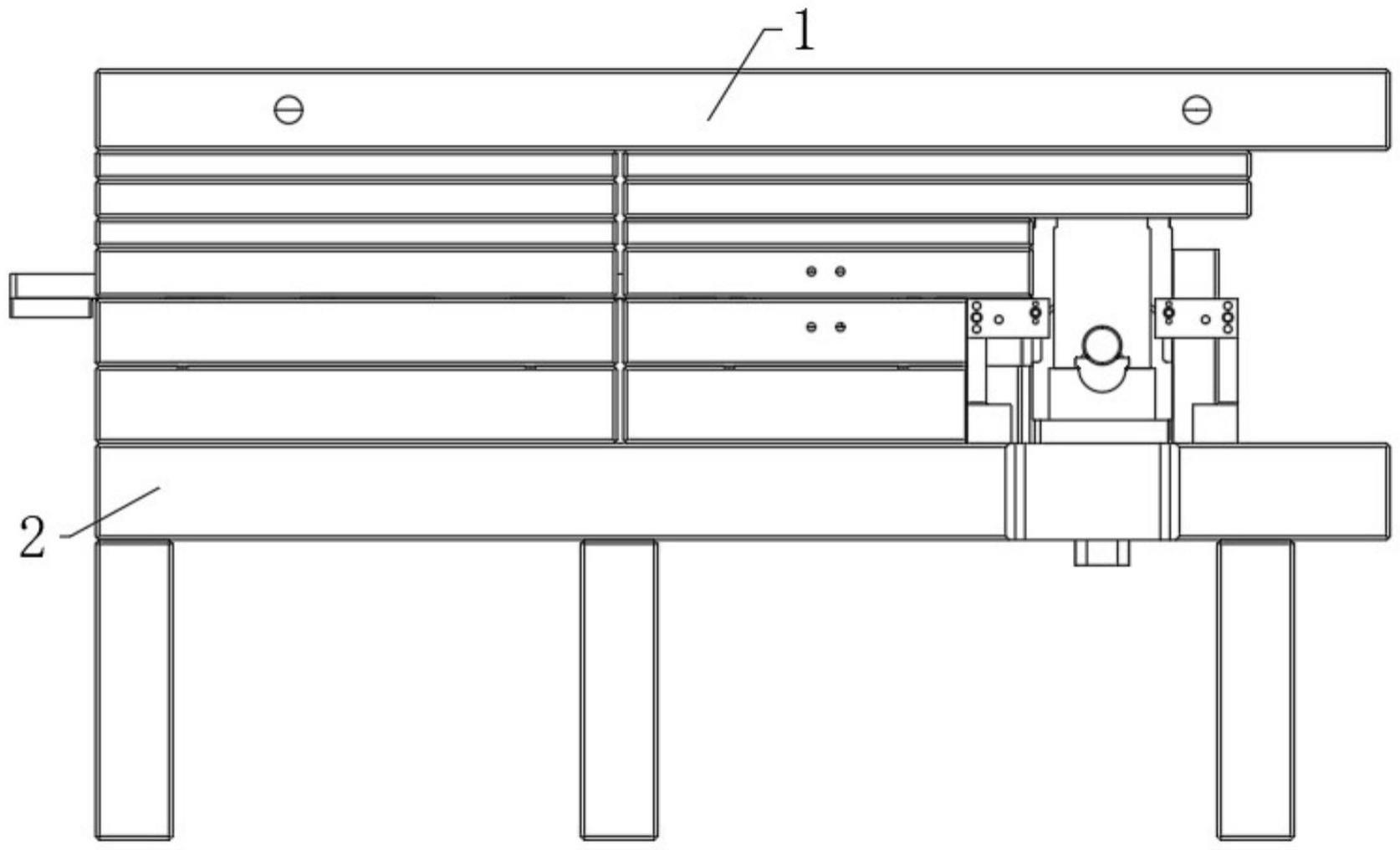
3、一种换向器冲压前钩定位校正装置,包括上模板和下模板,所述上模板底部固定连接有多组冲前钩冲头和一组成型冲头,所述上模板底部固定连接有定位齿和校正板,所述定位齿位于冲前钩冲头一侧,所述校正板位于成型冲头一侧,所述校正板底部开设有多组凹槽;所述下模板顶部固定连接有定位块,所述定位块与成型冲头滑动贴合。
4、作为本实用新型进一步的方案:所述上模板底部固定连接有多组引导冲子,所述引导冲子的厚度与冲前钩冲头的宽度相同。
5、作为本实用新型进一步的方案:所述下模板顶部固定连接有切断下模,所述切断下模一侧固定连接有切断镶块。
6、作为本实用新型进一步的方案:多组所述凹槽等距设置,且凹槽宽度与冲前钩冲头厚度相同。
7、本实用新型的有益效果:
8、本实用新型中,通过在冲前钩冲头一侧增加定位齿和在成型冲头一侧增加校正板,对铜壳料片进行定位,避免铜壳料片在冲压时前钩钩宽出现变化,提高冲压的稳定性,避免铜壳料片进入到切断下模上出现歪斜和冲压后接缝质量差的问题,同时使铜壳料片在进入到切断下模时,可以顺畅装入,避免铜壳料片不脱料、压伤铜壳和模具损坏等现象,大幅度降低了模具维修成本和人力物力的浪费。
技术特征:
1.一种换向器冲压前钩定位校正装置,包括上模板(1)和下模板(2),其特征在于,所述上模板(1)底部固定连接有多组冲前钩冲头(3)和一组成型冲头(9),所述上模板(1)底部固定连接有定位齿(4)和校正板(5),所述定位齿(4)位于冲前钩冲头(3)一侧,所述校正板(5)位于成型冲头(9)一侧,所述校正板(5)底部开设有多组凹槽(501);
2.根据权利要求1所述的一种换向器冲压前钩定位校正装置,其特征在于,所述上模板(1)底部固定连接有多组引导冲子(7),所述引导冲子(7)的厚度与冲前钩冲头(3)的宽度相同。
3.根据权利要求1所述的一种换向器冲压前钩定位校正装置,其特征在于,所述下模板(2)顶部固定连接有切断下模(10),所述切断下模(10)一侧固定连接有切断镶块(8)。
4.根据权利要求1所述的一种换向器冲压前钩定位校正装置,其特征在于,多组所述凹槽(501)等距设置,且凹槽(501)宽度与冲前钩冲头(3)厚度相同。
技术总结
本技术公开了一种换向器冲压前钩定位校正装置,属于换向器加工领域,该装置,包括上模板和下模板,所述上模板底部固定连接有多组冲前钩冲头和一组成型冲头,所述上模板底部固定连接有定位齿和校正板,所述定位齿位于冲前钩冲头一侧,所述校正板位于成型冲头一侧,所述校正板底部开设有多组凹槽;所述下模板顶部固定连接有定位块,所述定位块与成型冲头滑动贴合,通过在冲前钩冲头一侧增加定位齿和在成型冲头一侧增加校正板,对铜壳料片进行定位,避免铜壳料片在冲压时前钩钩宽出现变化,提高冲压的稳定性,避免铜壳料片进入到切断下模上出现歪斜和冲压后接缝质量差的问题。
技术研发人员:覃柱海
受保护的技术使用者:安徽龙磁精密器件有限公司
技术研发日:20221121
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!